 Станки дома
Станки дома X-y-z
Устанавливаем Z на Y.
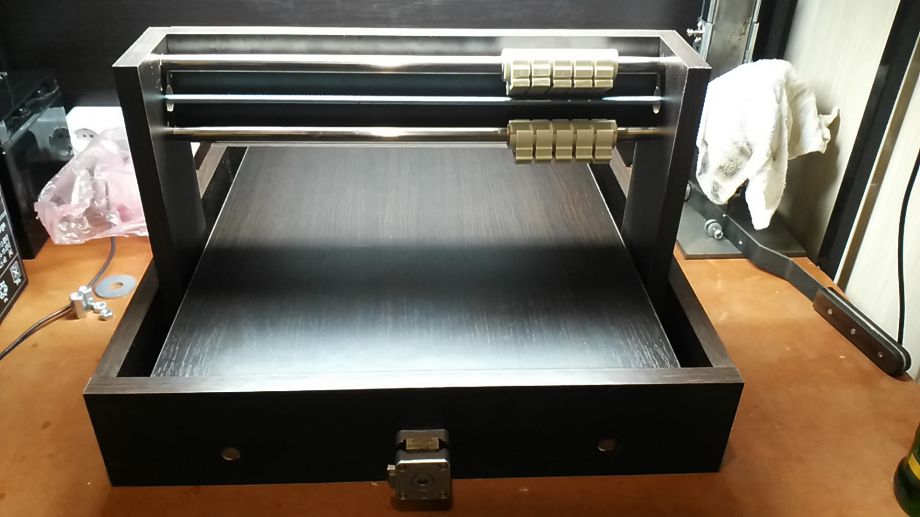
Устанавливаем боковые стенки портала и клеммную коробочку для кабелей.
Устанавливаем портал на раму.
Вот и все. Станок получился удобный, стройный, я бы даже сказал поджарый, ничего не торчит, к рабочему полю хороший доступ со всех сторон, никаких кожухов, которые чего-то там прикрывают, нет «гусениц» для проводов, все провода спрятаны. Кстати, в моем экземпляре контроллер тоже спрятан под стол, к станку подходит только шнур питания и кабель LPT порта от компьютера.
Даже если вы все кривовато выпилили и не очень точно просверлили отверстия, вы все равно сможете доработать станок, довести его до ума и заставить нормально работать. Потому что в этой конструкции все определяется заведомо точными покупными направляющими и приемлемой геометрической точностью прессованных профилей (параллельность и перпендикулярность граней).
А можно…?
Отвечаю сразу — МОЖНО! Все можно! Только нужно ли?
«А можно вместо четырех шариковых блоков поставить на каретку два? Будет почти в два раза дешевле» — Можно! Но я поставил четыре, и вам советую.
«А можно заменить обычные профили станочными? Будет лучше» — Можно! В каком-то смысле действительно будет лучше. Скажем так, будет лучше ровно на столько, на сколько, к примеру, станут лучше «Жигули», если поставить на них семнадцатидюймовые колеса от «Мерседеса», Но дороже будет, это точно!
«А можно для увеличения прочности заменить не внушающие доверия алюминиевые профили хорошими стальными?» — Можно! Если удастся подобрать подходящие по размеру, и при условии замены шариковых направляющих на 20-й типоразмер. Кстати и ремни нужно взять потолще, и двигатели помощнее, и, чего там мелочиться, лучше сразу на ШВП перейти.
«А можно такой станок сделать размером 2х3 метра, и чтобы 10 мм фанеру пилил со скоростью 600 мм/мин.?» — Можно! Только профили нужно брать станочные и крепить их к стальным сварным рамам, и ремни заменить зубчатыми рейками и моторы брать с редукторами, и прочее по мелочам.
«А можно вместо дорогих шариковых направляющих применить обычные шарикоподшипники, чтобы все так же ездило?» — Можно! Ездить будет! Но я все-таки разорился на рельсы и дорогие линейные подшипники, сами догадайтесь почему.
«А можно вместо импортных шариковых линейных направляющих использовать наши, отечественные, мебельные, или компьютерные?» — Можно! См. ответ на предыдущий вопрос.
«А вот у меня нет ни дрели, ни ножовки по металлу. Как быть?» — Займите у соседа или купите… лучше сразу готовый станок.
«Хочу построить такой же станок как у вас. Не могли бы вы: дать мне готовые чертежи, ткнуть носом, где продаются все комплектующие, отвести за руку к дяде, который выточит нужные детали, оказать помощь в изготовлении, сборке и настройке станка, консультировать, отвечать на вопросы, и вообще, всячески содействовать?» — Мог бы, если у вас хватит денег на все это содействие.
Такие, вот, дела.
Готово!
Станок готов! Надеюсь, вы сделали и запустили его. Я надеюсь, что в статье не упущены важные детали и моменты. Вот видео, в котором показано вырезание станком узора на розовом пенопласте.
Оригинал статьи
Задача
Вообще говоря, «на скорую руку» делаются бутерброды и салаты, романтический ужин можно соорудить на скорую руку, но не станок. Тем не менее, я вынес это словосочетание в заголовок статьи. Почему? Попробую объяснить.
«На скорую руку» это значит технологично для домашнего производства. Т.е. станок должен быть сконструирован так, чтобы его можно было изготовить, используя минимальный набор самых обычных слесарных инструментов. Буквально, если у вас в арсенале имеется электролобзик с пилкой по металлу, сверлильный станок, плашки-метчики и напильник, то этого должно быть достаточно. На худой конец, сгодится простая ножовка по металлу и дрель.
Кое-кто скажет: «Ну, ты загнул, товарищ! Так не бывает», и будет прав. Так действительно не бывает. Потому что, если фрезерные работы можно исключить полностью, то без элементарных токарных работ нам не обойтись, значит, работ этих должно быть совсем не много, все остальное – ручками, на кухне.
Ставя перед собой такую задачу, надо хорошо понимать, что осуществить задуманное можно только при условии широкого применения покупных комплектующих и стандартных алюминиевых профилей. Направляющие – этакие краеугольные камни портального гравировально-фрезерного станка — тоже придется купить, а они дорогие. Так что, «на скорую руку» не значит дешево!
И последнее соображение. «На скорую руку» ассоциируется с понятиями просто и быстро. Если с определением «просто» можно согласиться, то быстро вряд ли получится. Изготовление даже простых деталей может затянуться на неопределенный срок, но как говорится, «терпение и труд – все перетрут».
Подытожим:
- Для фрезерования бальзы, фанеры, дерева, пластиков и тонких (до 2 мм) алюминиевых сплавов.
- На линейных шариковых направляющих и зубчатых ремнях.
- Рабочее поле не менее 1000х300х90.
- Разрешение позиционирования не хуже 0,1 мм.
- Скорость позиционирования не менее 2 м/мин.
Игрек
Пошли дальше.
Поперечная балка, на которую будут устанавливаться рельсы оси Y, получается длиной 510 мм. В целях унификации сделаем ее из того же алюминиевого бокса 80х40х4 мм. Рельсы поставим прямо на торцы балки.
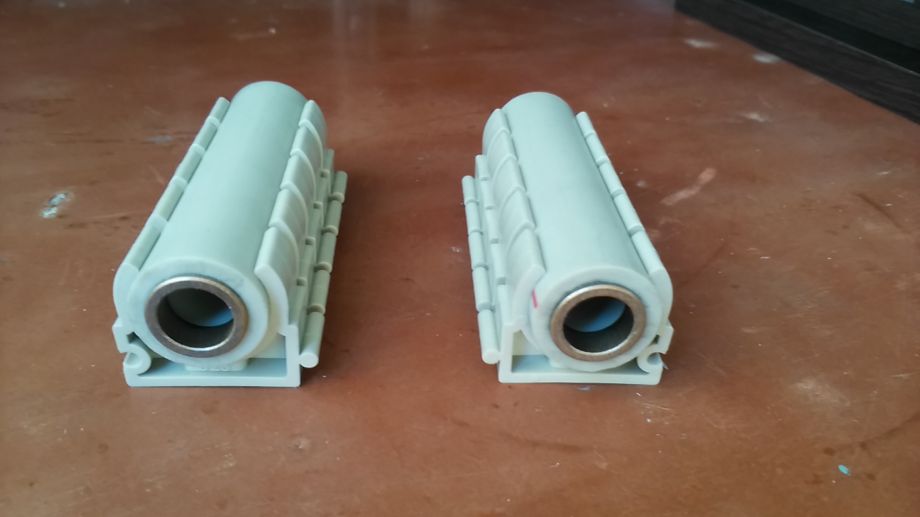
В большое прямоугольное отверстие на широкой грани профиля будет входить ось двигателя с насаженным на него зубчатым колесом. С противоположной стороны балки разместится каретка Z. Т.е. балка должна пройти как бы сквозь каретку Y. Для этого на шариковые блоки наденем две одинаковые детали, сделанные из отрезков стандартного алюминиевого швеллера 60х40х5 мм.
Проводку зубчатого ремня выполним точно так же, как и по оси Х, только устройства для крепления и натяжения ремня сделаем на уголках.
Ремень оказывается хорошо защищен от стружек и грязи. В нижней части профиля (внутри) будет размещена петля кабеля от двигателей Y и Z. Осталось поставить заглушки на торцы балки и все.
С лицевой стороны (со стороны каретки Z) балка не имеет отверстий, что очень хорошо, т.к. именно тут летит стружка. Как видите, балка с кареткой Y получилась очень простой.
Максимум внимания – станине
Необходимая жесткость станку обеспечивается за счёт станины. На нее устанавливают подвижной портал, систему рельсовых направляющих, ШД, рабочую поверхность, ось Z и шпиндель.
К примеру, один из создателей самодельного станка ЧПУ, несущую раму сделал из алюминиевого профиля Maytec – две детали (сечение 40х80 мм) и две торцевые пластины толщиной 10 мм из этого же материала, соединив элементы алюминиевыми уголками. Конструкция усилена, внутри рамы сделано рамку из профилей меньших размеров в форме квадрата.
Станина монтируется без использования соединений сварного типа (сварным швам плохо удаётся переносить вибронагрузки). В качестве крепления лучше использовать Т-образные гайки. На торцевых пластинах предусмотрена установка блока подшипников для установки ходового винта. Понадобится подшипник скольжения и шпиндельный подшипник.
Основной задачей сделанному своими руками станку с ЧПУ умелец определил изготовление деталей из алюминия. Поскольку ему подходили заготовки с максимальной толщиной 60 мм, он сделал просвет портала 125 мм (это расстояние от верхней поперечной балки до рабочей поверхности).
Монтируем электронную начинку станка
Чтобы сделать своими руками ЧПУ станок и управлять ним, надо оперировать правильно подобранным числовым программным управлением, качественными печатными платами и электронными комплектующими (особенно если они китайские), что позволит на станке с ЧПУ реализовать все функциональные возможности, обрабатывая деталь сложной конфигурации.
Для того, чтобы не было проблем в управлении, у самодельных станков с ЧПУ, среди узлов, есть обязательные:
- шаговые двигатели, некоторые остановились напримере Nema;
- порт LPT, через который блок управления ЧПУ можно подключить к станку;
- драйверы для контроллеров, их устанавливают на фрезерный мини-станок, подключая в соответствии со схемой;
- платы коммутации (контроллеры);
- блок электропитания на 36В с понижающим трансформатором, преобразующем в 5В для питания управляющей цепи;
- ноутбук или ПК;
- кнопка, отвечающая за аварийную остановку.
Только после этого станки с ЧПУ проходят проверку (при этом умелец сделает его пробный запуск, загрузив все программы), выявляются и устраняются имеющиеся недостатки.
Наклеивание и выпиливание элементов
Приклейте распечатаные шаблоны на МДФ и на алюминиевую трубу. Далее, просто вырезайте деталь по контуру.
Как было сказано выше, я случайно распечатал шаблоны в масштабе 90%, и не заметил этого до начала выпиливания. К сожалению, я не понимал этого до этой стадии. Я остался с шаблонами в масштабе 90% и, переехав через всю страну, я получил доступ к полноразмерному ЧПУ.
Необходимые инструменты
Я стремился использовать популярные инструменты, которые можно приобрести в обычном магазине для мастеров.
Ручной инструмент:- резиновый молоток (для посадки элементов на места)- шестигранники (5/64″, 1/16″)- отвертка- клеевой карандаш или аэрозольный клей- разводной ключ (или торцевой ключ с трещоткой и головкой 7/16″)
Необходимые материалы
В прилагаемом PDF файле (CNC-Part-Summary.pdf) предоставлены все затраты и информация о каждом элементе. Здесь предоставлена только обобщенная информация.
Листы — $ 20-Кусок 48″х48″ 1/2″ МДФ (подойдет любой листовой материал толщиной 1/2″ Я планирую использовать UHMW в следующей версии станка, но сейчас это выходит слишком дорого)-Кусок 5″x5″ 3/4″ МДФ (этот кусок используется в качестве распорки, поэтому можете брать кусок любого материала 3/4″)
Двигатели и контроллеры — $ 255-О выборе контроллеров и двигателей можно написать целую статью. Коротко говоря, необходим контроллер, способный управлять тремя двигателями и двигатели с крутящим моментом около 100 oz/in. Я купил двигатели и готовый контроллер, и всё работало хорошо.
Печать шаблонов
У меня был некоторый опыт работы лобзиком, поэтому я решил приклеить шаблоны. Необходимо распечатать PDF файлы с шаблонами, размещенными на листе, наклеить лист на материал и вырезать детали.
Имя файла и материал:Всё: CNC-Cut-Summary.pdf0,5″ МДФ (35 8.5″x11″ листов с шаблонами): CNC-0.5MDF-CutLayout-(Rev3).pdf0,75″ МДФ: CNC-0.75MDF-CutLayout-(Rev2).pdf0,75″ алюминиевая трубка: CNC-0.75Alum-CutLayout-(Rev3).pdf0,5 «MDF (1 48″x48» лист с шаблонами): CNC-(One 48×48 Page) 05-MDF-CutPattern.pdf
Примечание: Я прилагаю рисунки CorelDraw в оригинальном формате (CNC-CorelDrawFormat-CutPatterns (Rev2) ZIP) для тех, кто хотел бы что то изменить.
Проводка зубчатого ремня
Да, шаговые моторы для перемещения портала по оси Х будут крепиться на самом портале! Почему-то когда говорят о приводе зубчатым ремнем, в мозгах рисуется ремень в виде кольца с мотором, установленным на раму, а натяжение ремня организуется на портале или каретке.
Концы ремня закрепим на раме. Одну прижимную планку зафиксируем жестко, а другая будет иметь возможность перемещаться для натяжения ремня в пределах расстояния между соседними зубьями, т.е. в пределах 5 мм. Зубчатое колесо, как обычно, насаживается на вал мотора.
Чем же такой способ лучше кольцевого ремня? Да, хотя бы тем, что расход ремня в два раза меньше, натягивать проще, экономия на зубчатых колесах, которые дорогие и их надо покупать вместе с ремнем. Ролики с осями можно подобрать готовые. В общем есть в таком решении плюсы. А минусы? Не знаю….
Кабели от моторов таскать за порталом? Так их все равно таскать от осей Y и Z, плюс-минус несколько проводов – не принципиально. Вес портала увеличится? Увеличится. И это, наверно, единственный минус, о котором стоит говорить. Цена вопроса 1,5…2 кг (вес моторов)
и/или 100 долларов США (длинный ремень и дополнительные зубчатые колеса). Я выбрал экономию денег, а не веса. При таких размерах портала экономия двух килограммов его массы существенного выигрыша не дает. В конце концов, при использовании зубчатых реек моторы стоят именно на каретках.
Ремень надо брать с относительно мелким зубом. Я выбрал любезный моему сердцу ремень от хвостовой балки модели вертолета «Раптор 50». Он имеет шаг зубьев 5 мм. Зубчатое колесо тоже от этого вертолета. Его диаметр (по средней линии зубьев) 14 мм.
Значит при включении двигателя в полушаговом режиме (400 шагов на оборот) перемещение каретки на один шаг будет 3,14*16/400 = 0,11 мм. Это больше, чем задумано. В микрошаге (1:6) перемещение на шаг получается 0,042 мм. То, что надо. И хотя «не тянущийся» ремень все равно чуть-чуть тянется, зато в ремне отсутствует накопленная ошибка, которая всегда присутствует в ходовом винте.
Что касается кронштейна шагового мотора, то это, как видите, простая пластина с дырками. Ничего особенного, выпиливаем точно так же, как и основание. Пока за рамки ножовки, дрели и напильника мы не вышли. Будем продолжать в том же духе.
Устанавливаем все это дело на раму и проверяем, как ездит. Ездит хорошо!
Собственно, это почти все с рамой. Осталось «причесать», придать изделию «товарный вид» и установить столешницу.
Работы подготовительного этапа
Чтобы сделать самодельный ЧПУ для фрезерования, есть два варианта:
- Берёте готовый ходовой набор деталей (специально подобранные узлы), из которого собираем оборудование самостоятельно.
- Найти (изготовить) все комплектующие и приступить к сборке ЧПУ станка своими руками, который бы отвечал всем требованиям.
Важно определиться с предназначением, размерами и дизайном (как обойтись без рисунка самодельного станка ЧПУ), подыскать схемы для его изготовления, приобрести или изготовить некоторые детали, которые для этого нужны, обзавестись ходовыми винтами.
Есть различные примеры выбора варианта. Зачастую выполняют станок из МДФ, многие используют фанеру для изготовления самого рабочего стола, других деталей, также для направляющих можно купить трубу нержавеющую.
Возможна схема фрезерного станка с ЧПУ, в котором взяли, как основу, старый сверлильный станок, и рабочую головку со сверлом заменили на фрезерную.
А для этого нужно сконструировать механизм (в его конструкции есть подшипник), отвечающий за то, чтобы инструмент перемещался в трех плоскостях (по осях). Обычно его собирают на базе кареток принтера. Когда выполнена сборка по такой принципиальной схеме, останется подключить к устройству программное управление.
Но на таком самодельном станке, вследствие недостаточной жесткости кареток, будет возможность освоить производство печатных плат, выполнять обработку только пластиковых заготовок, древесины и тонкого листового металла. Для ЧПУ станка и полноценных фрезерных операций на нем, нужен мощный двигатель и хорошая электроника. И, в частности, печатная плата.
Если принято решение создать станок ЧПУ своими руками и обойтись без готовых наборов узлов и механизмов, крепёжных деталей, нужна та схема, собранный по которой станок будет работать.
Обычно, найдя принципиальную схему устройства, сначала моделируют все детали станка, готовят технические чертежи, а потом по ним на токарном и фрезерном станках (иногда надо использовать и сверлильный) изготовляют комплектующие из фанеры или алюминия. Чаще всего, рабочие поверхности (называют еще рабочим столом) – фанерные с толщиной 18 мм.
Самодельный чпу фрезерный станок
Эта статья покажет весь путь по изготовлению самодельного ЧПУ фрезеро-гравировального станка под управлением MACH3. Разберемся с конструкцией самоделки, подключения электрики и настойки программ.
Для сборки ЧПУ станка нам понадобятся направляющие из принетра EPSON — 4 штуки длинной 450 мм диаметром 14 мм и шаговые двигатели EM-181 в количестве 3 штук.
Размеры
Стол:
100х500 2шт.
100х420 2шт.
420х410 1шт.
Портал:
100х230 2шт.
100х420 1шт.
100х465 1шт.
Каретка «Z»
100х215 1шт.
95х210 1шь.
100х50 1шт.

Корпус принтера будет из мебельной ДСП. Что бы улучшить эстетические характеристики нашего ЧПУ станка торцы ДСП с помощью утюга проклеим торцевой лентой. Купить ее как и ДСП можно в любом магазине мебельной фурнитуры. Детали скрепляем между собой саморезами или конфирмантами.
Для фрезерования отверстий под подшипники ходовых винтов я использовал перьевое сверло и дрель. Размер брал чуть меньше и доводил наждачкой для плотной посадки обоймы подшипника. Направляющие у меня были диаметром 14 мм, подшипники 22 мм в диаметре.

Направляющие я взял от принтера Epson с которого снял и сами валы. Сразу закреплять направляющие в корпусе не стал т.к. сложно сохранить их правильную ориентацию относительно валов, нужно иметь возможность регулировать. По тому взял сантехническую ПВХ трубу на 1/4 дюйма и зажимы для крепления на стену. Трубу разрезал на куски по 95 мм и тисками запрессовал в них направляющие. В таком виде их стало удобно регулировать и закреплять.
Теперь можно собрать основание ЧПУ станка. Основание лучше поставить на регулируемых ножках. Конструкция хоть и жесткая, но при точной настройке размеры могут заметно гулять если станок сдвинуть. Возможность регулировать длину ножек позволит избежать таких проблем при калибровке.

К нашим ПВХ трубкам с направляющим прикручиваем перекладину. Нужно добиться отсутствия перекосов, что бы при движении салазок по всей длине направляющих наша перекладина не подклинивала и двигался легко.

Аналогичным способом собирается вторая ось — Y. Высоту портала выбираем таким образом, что бы хватало места для закрепления фрезерного инструмента.
Не забываем, что хоть наш станок и деревянный, но есть детали установка которых требует высокой точности. Расстояние между установленными направляющими валами должно вымеряться штангенциркулем. Если непараллельность, то нужно растачивать отверстие шкуркой и ставить жестяные клинья. Добиваться максимальной параллельности.
Ходовые винты сделаны из обычной шпильки М8/М6. Соединение вала с шаговых двигателем выполнялось через самодельную трубчатую муфту, но лучше заказать специальные т.к. нельзя допускать жесткой фиксации валов — будут биения.

Для оси Z решено было использовать мебельные направляющие для шкафов. Они достаточно жесткие и легко монтируются. Те, что были у меня — двигались без заметного люфта.

Двигатель вертикальной оси закрепляем на втулках что бы был доступ к муфте.

Собранная ось Z ЧПУ фрезера:

В качестве шпинделя был использован гравер-дремель. Его мощность позволяет обрабатывать дерево на малых подачах. Для более твердых материалов потребуется шпиндель большей мощности, но тогда и направляющие оси Z придется сменить.

Гайки ходового винта были вытачены на токарном станке. Закреплены через строительный уголок.
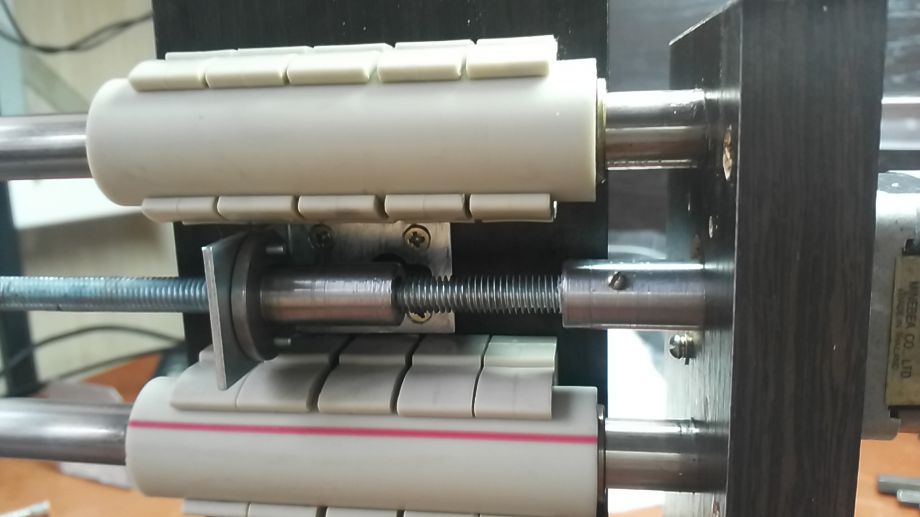
Теперь нам остается отрегулировать ходовую гайку и ходовой винт. Положение винта вымеряется так же штангенциркулем относительно направляющих валов, затягиваются. Ходовая гайка фиксируется в последний момент когда мы убедимся, что нет перекосов.

Обращу внимание, что подшипники на шпильку сажаем через подложку из жести. Зажимать гайками ее следует не сильно, что бы шпильку не выгибало в сторону. Само резьбовое соединение проклеивается бакситной смолой. Она устранит люфты и не даст раскручиваться во время работы станка.

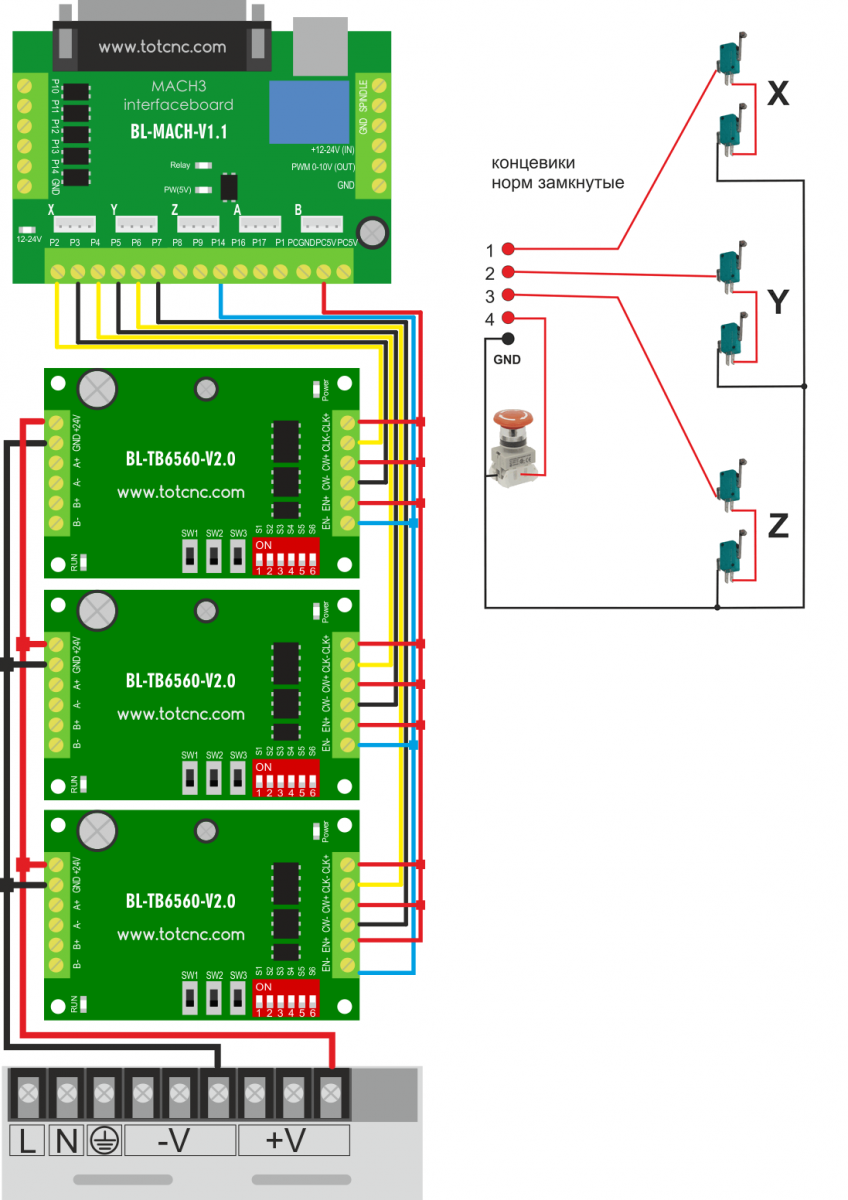
Далее нам предстоит размещение концевых выключателей (лимиты рабочего поля) подключение и настройка электроники. Изначально планировалось собирать электронику самостоятельно, но изучив схемы, стоимость комплектующих и необходимое время на изготовление плат было принято решение покупать готовое. Изучив предложения в интернете, сравнив цены были приобретены:
интерфейсная плата с опторазвязкой BL-MACH-V1.1 $ 5.03
драйверы шаговых двигателей BL-TB6560-V2.0 $ 4.84 за 1 штуку.
Начнем с доработки двигателей. Двигатели EM-181 униполярные, это значит, что они имеют 4 обмотки соединенные определенным образом. Драйверы, которые мы используем, работают с биполярными двигателями, в которых 2 обмотки. Откручиваем 4 болта и снимаем заднюю крышку двигателя. Необходимо перерезать дорожку в обозначенном месте. Контакты обмотки 1 обозначены буквами «А» обмотки 2 буквами «В».
Подробно описывать подключение всей электроники смысла нет, просто покажу фотографии из которых все предельно понятно. Одно только хочу заметить, что концевики не будут работать пока к плате опторазвязи кроме 5V от USB не будет подключено 12V. не знаю почему но нигде в описании я этого не нашел и долго не мог понять почему MACH не запускался.
В качестве кабелеукладчика в автомагазине были приобретена пластиковая гофра диаметром около 10 мм. Кабель канал сделан из алюминиевого уголка.

При пробных прогонах станка были неверно настроены драйверы, а точнее ток был выставлен на 3а что не понравилось двигателям и через 20 минут из них пошел дым. Для того чтобы это больше не повторилось, ток был ограничен на уровне 1.2а и были установлены радиаторы и вентиляторы охлаждения. (Позже в процессе эксплуатации выяснилось, что двигатели разогреваются сильно на малой подаче, при правильно выставленном значении тока и подаче в 10-15 мм/с. двигатели греются не сильно)

Электронику упаковываем в симпатичный корпус, нашел случайно на рынке, стоил 4$ подошел идеально.
НАСТРОЙКА MACH3
Теперь пара слов о настройке программы управления MACH3.
В тонкости вдаваться не буду, опишу необходимый минимум, как заставить моторы вращаться в нужную сторону и на нужное расстояние. Скачиваем и устанавливаем программу mach3.
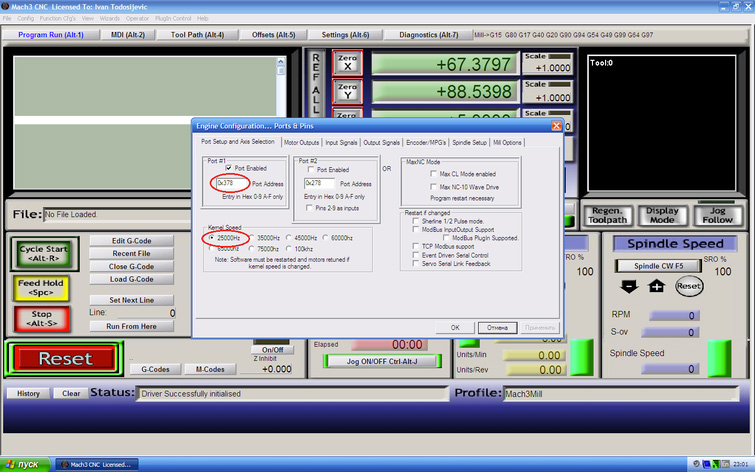
Установка порта:
В меню «config»(«Конфигурации») выбираем «Port and Pins» (Порты и Пины) ставим галку на нужный порт.
Частоту ядра выбираем 25000Hz чтобы разогнать станок на нормальную скорость, на драйверах устанавливаем делитель 1:8
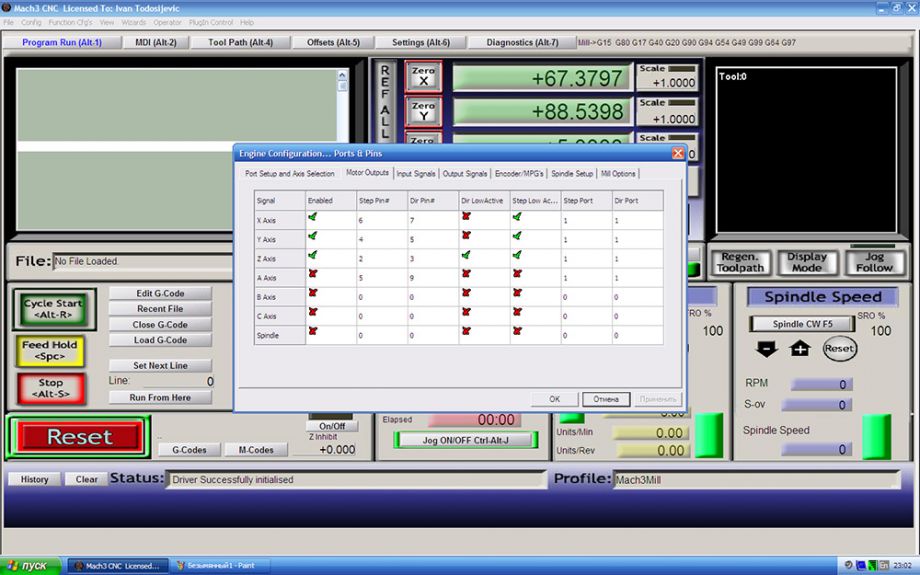
Настройка пинов управления двигателями:
Выберите вкладку «Motor Outputs»(«Выходы двигателей») Ставим галочки напротив осей X,Y,Z. Тем самым мы делаем их активными. Смотрим, к каким портам платы опторазвязки подключены наши драйверы и вписываем эти номера в поля «Step» (шаг) и «Dir» (направление) галочки «Step low active» отвечают за реверс вращения двигателей «step low active» шаг двигателя при положительном или отрицательном импульсе.
Концевые выключатели и кнопка экстренной остановки:
Концевики установленные на осях работают как индикатор достижения крайнего положения рабочего поля. Это предотвращает поломку механики. При срабатывании выключателя в процессе работы станок просто остановится.
В данном случае ось «X» подключена к 13 порту «Y» к 12 порту «Z» к 11 порту платы опторазвязки.
Кнопка E stop подключена к 15 порту и срабатывает при замыкании.

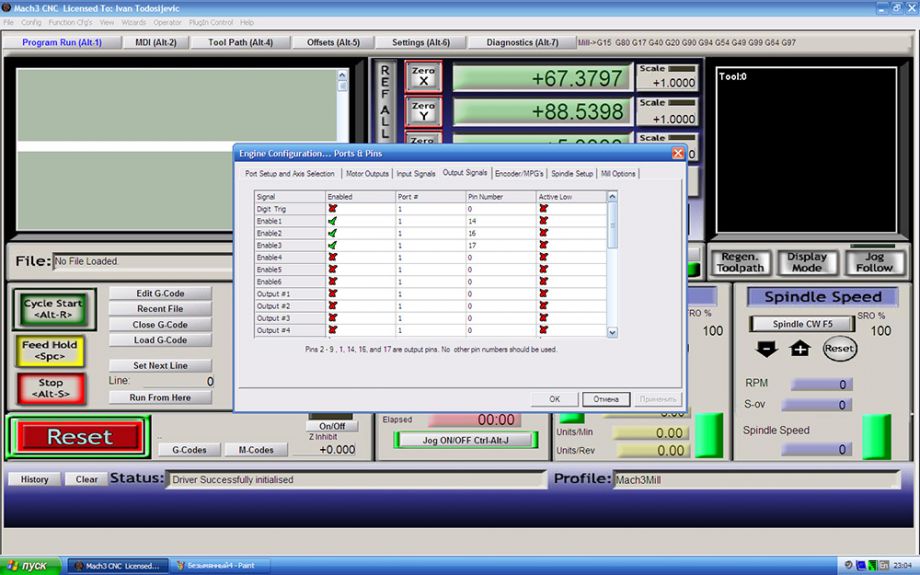
Теперь один очень важный момент. Даже если драйверы подключены правильно и пины управления подключены без ошибок двигатели не будут вращаться без команды включения. Переходим на вкладку »output signale» и ставим, галочки напротив «enable» номер порта прописываем тот, к которому подключен контакт »EN-» теоретически их можно подключить на один порт, но я все 3 драйвера подключен на порты 14-16-17
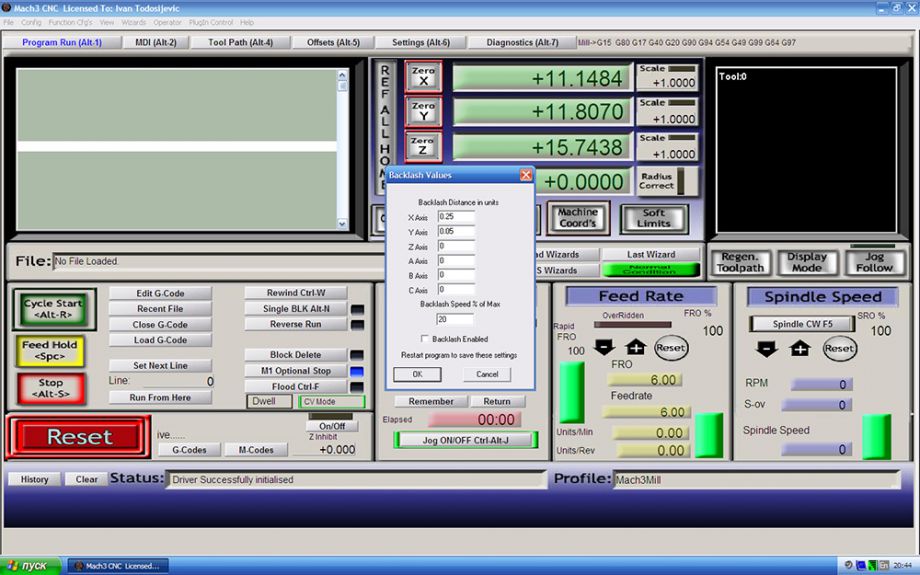
Вот и все, мы закончили настройки. Остался один маленький штрих. Ходовые гайки у нас без компенсации люфтов, и убрать их в таком исполнении убрать тяжело. Разработчики программы позаботились об этом и нам нужно всего лишь включить функцию компенсации и задать их величину. В меню «config»(«Конфигурации») выбираем «Backlash» Ставим галочку включить и прописываем значения для каждой оси.
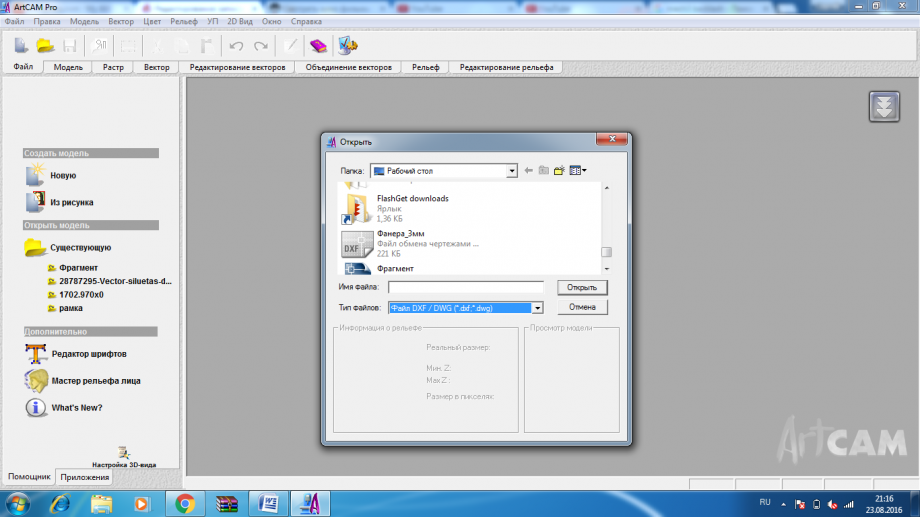
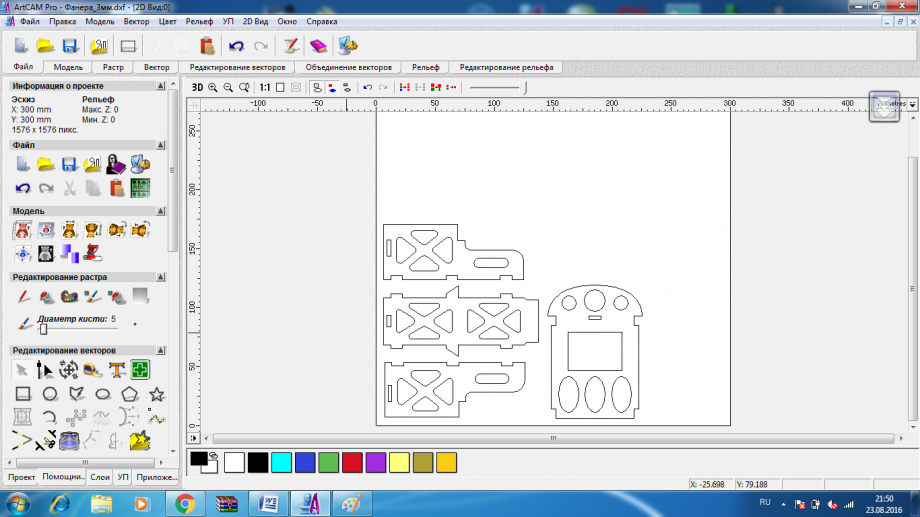
Работа в ArtCAM Чтобы статья получилась полноценной расскажу в вкратце как работать в программе «ArtCAM pro». В качестве примера возьмем чертеж моторамы от самолета «MicroAngel» в формате *.dxf Открываем ArtCAM выбираем «файл» — «открыть» в поле тип файлов выбираем *.dxf
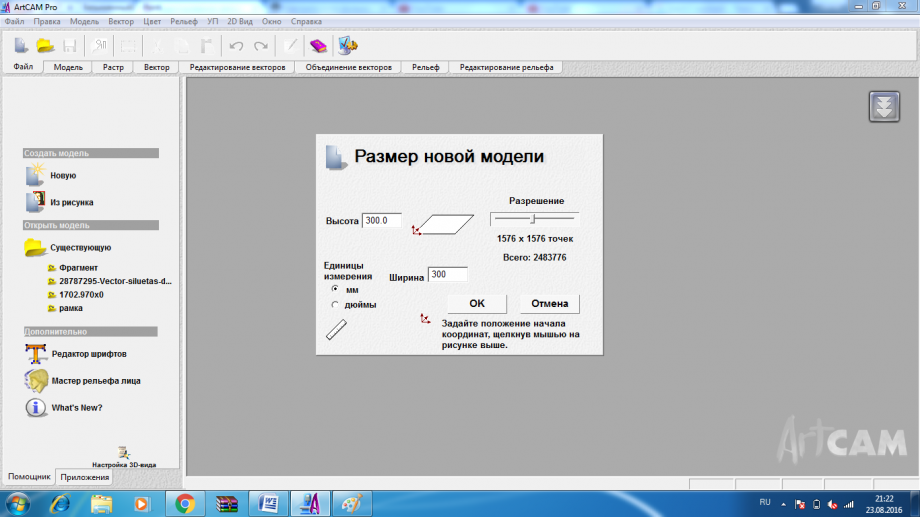
В меню «размер новой модели» задаем высоту и ширину нашей заготовки из фанеры, которую мы закрепили на рабочем столе. Чтобы не испортить стол станка заготовку я креплю прижимами на подложке из потолочной плитки или подложки для ламината. Задаем размер заготовки 300х300 и нажимаем 2 раза «ОК»
Компонуем элементы от нижнего левого угла, это по умолчанию нулевая точка.
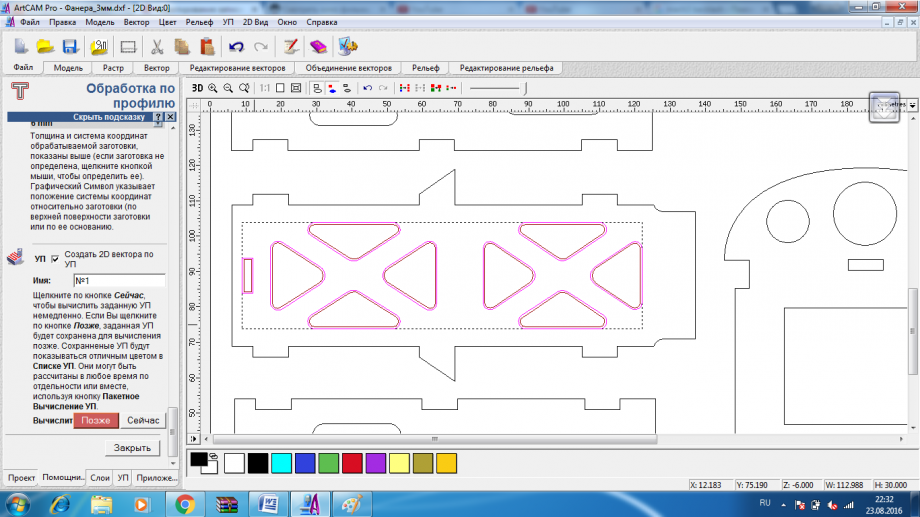
Вначале необходимо вырезать внутренние элементы. Для этого в нижнем левом углу панели инструментов выбираем «УП» Выделяем часть внутренних элементов и в разделе «2D УП» выбираем «обработка по профилю»
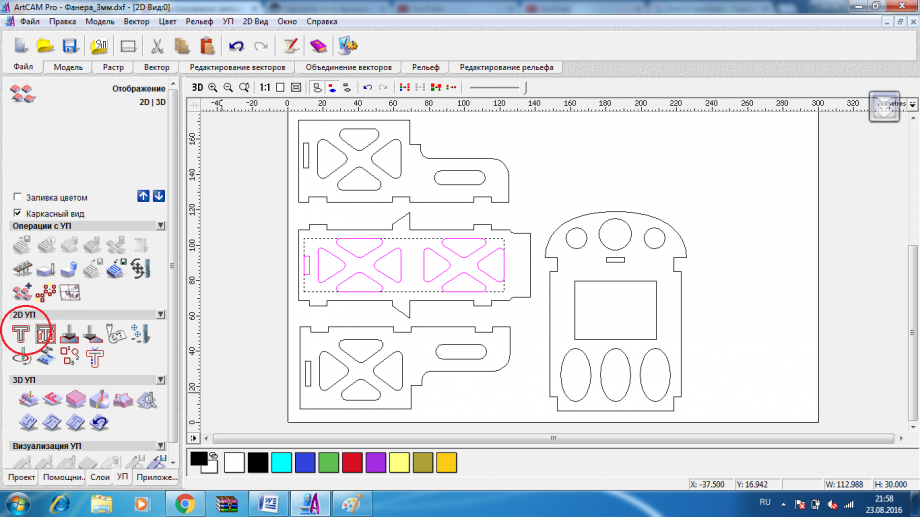
В поле «сторона обработки» выбираем внутри начальный проход оставляем «0» это верх нашей заготовки. Финишный проход ставим чуть больше толщины фанеры. В данном случае фанера 3мм. значит, в поле финишный проход ставим 3.2мм.
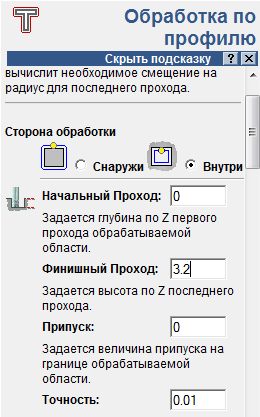
Далее «плоскость безопасности» тут все понятно, это высота перемещения инструмента над заготовкой.
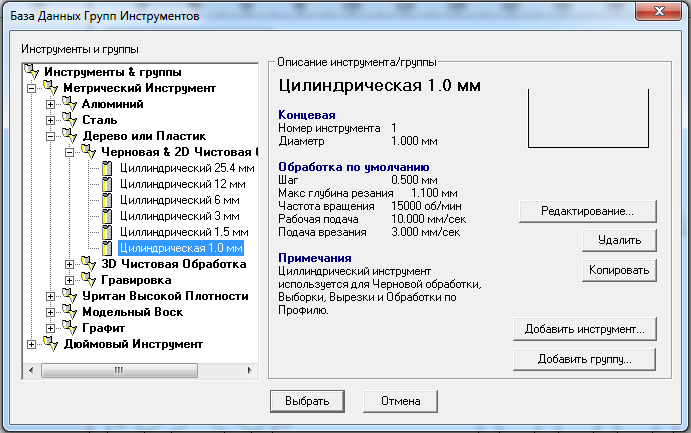
Следующий пункт выбор инструмента. Выбираем из библиотеки инструмент, при необходимости корректируем скорость подачи, скорость заглубления инструмента и максимальная глубина за проход. В данном случае фреза кукуруза диаметром 1мм. Подача инструмента 10 мм/с Заглубление 3мм/с Максимальная глубина за проход 1.1мм. При такой глубине заготовка будет прорезана за 3 прохода. Нажимаем «выбрать»
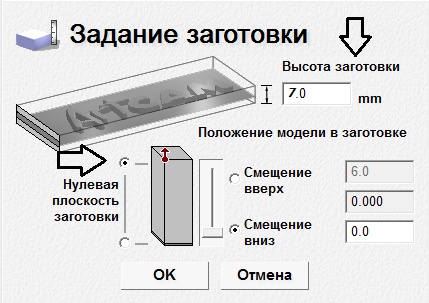
В поле «заготовка» нажимаем определить. Нулевую плоскость заготовки выбираем вверху, смещение вниз, высота заготовки 7мм. это толщина подложки 4мм. и 3мм. толщина фанеры.
Далее пишем имя данного участка «УП» например №1 и нажимаем «сейчас» На чертеже по внутренней стороне обрисовывается вектор движения инструмента.
Выделяем остальные элементы внутри, а параметры обработки менять не будем. Каждому новому элементу задаем новое название.. Для обработки внешнего контура выбираем обработку по внешнему контуру, присваиваем имя и нажимаем «сейчас». После завершения фрезировки деталь не должна вываливаться и для этого выделяем внешний вектор и выбираем функцию «создания переходов». Высоту и ширину переходов задаем 1 мм, а в поле «постоянное количество» ставим 3-4 шт. Осталось только кликнуть «создать переходы».
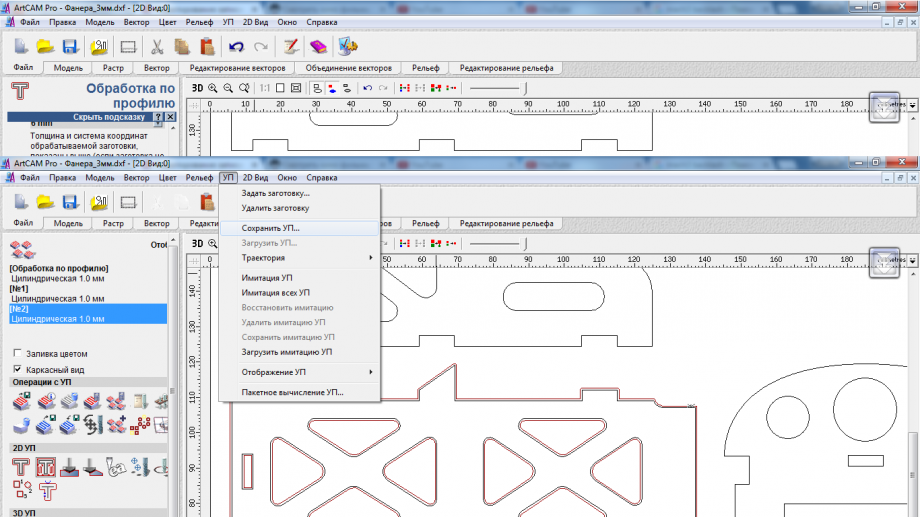
По завершению необходимо сохранить «УП» вверху нажимаем «УП» — «Сохранить УП»
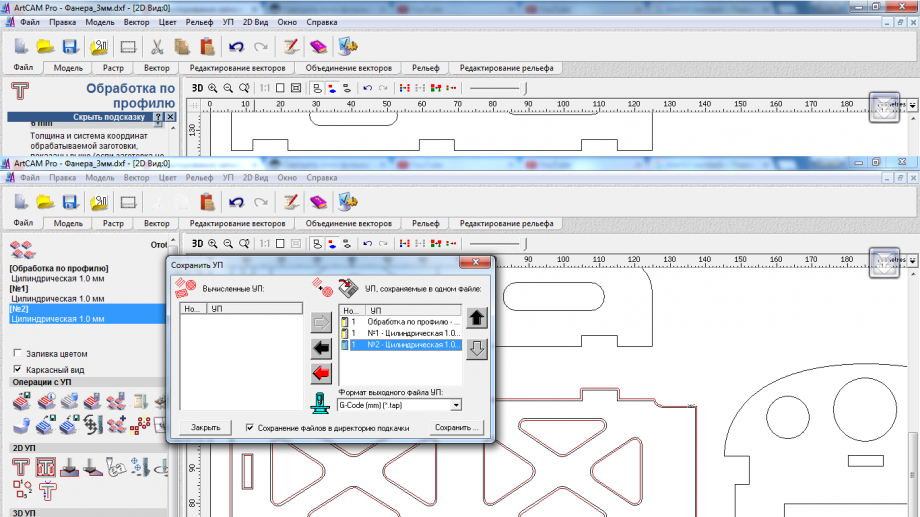
Слевой стороны список подпрограмм, которые сгенерировались для обработки детали под фрезу. В какой последовательности мы перенесем их в правое окно в такой, и будет, производится обработка. Переносим все вправо и нажимаем сохранить и присваиваем нашей программе имя. Все, наша программа готова к загрузке в «mach3»
Программа для нашего станка готова. Крепим нашу заготовку из фанеры. Включаем станок, стрелками на клавиатуре перемещаем шпиндель в нулевую точку (у нас это левый нижний угол) кнопками «PgUp» «PgDn» опускаем фрезу так, чтобы она коснулась заготовки. Затем в меню «MACH3» устанавливаем нулевое положение по всем осям и загружаем нашу программу нажатием кнопки «Load G-Code».
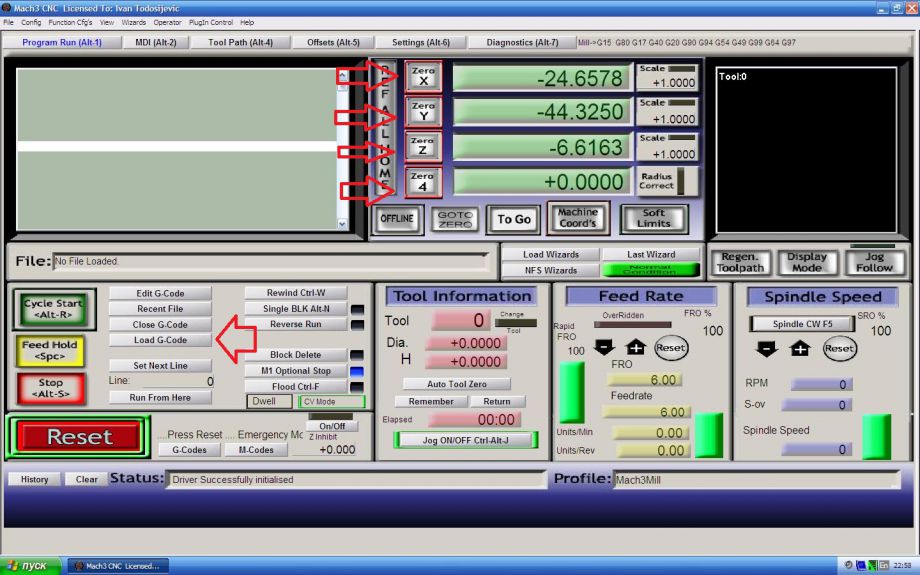
Включаем шпиндель, нажимаем кнопу «Cycle Start» и идем пить кофе.
Есть один важный момент. Фанера может быть кривая или при фиксации к столу ее может слегка выгнуть. На большой площади этот перепад может быть до 1мм. Станочек не сильно мощный и фрезы тонкие. Глубина обработки у нас выставлена 1мм за проход, а при изгибе фанеры заглубление может оказаться 1.5-2 мм. фреза начнет гореть или даже может сломаться. Поэтому я прогоняю фрезу над заготовкой и смотрю максимальную высоту и при обработке учитываю эту погрешность.
После того как фрезер закончит свою работу наслаждаемся результатом.
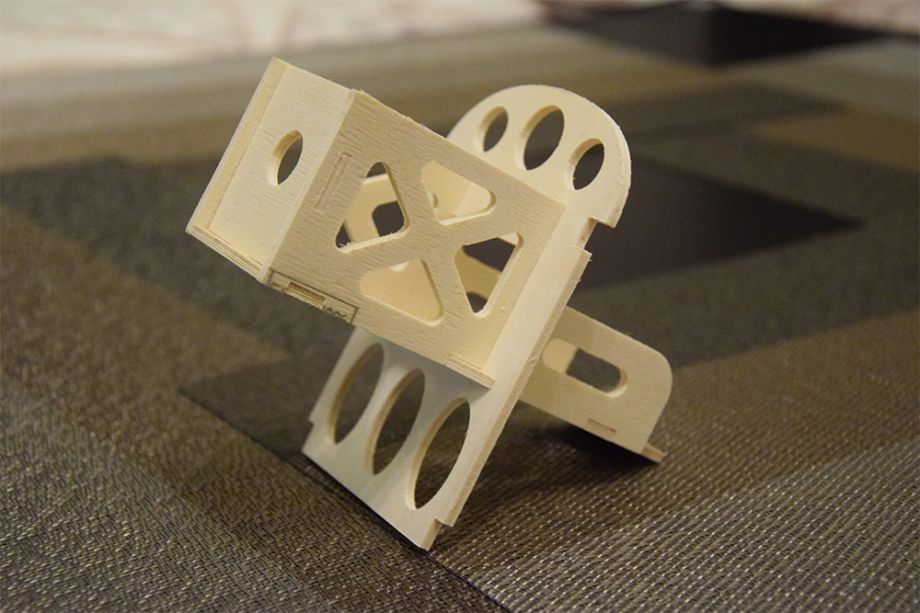
В качестве пробной детали была профрезирована рамка для фотографии.

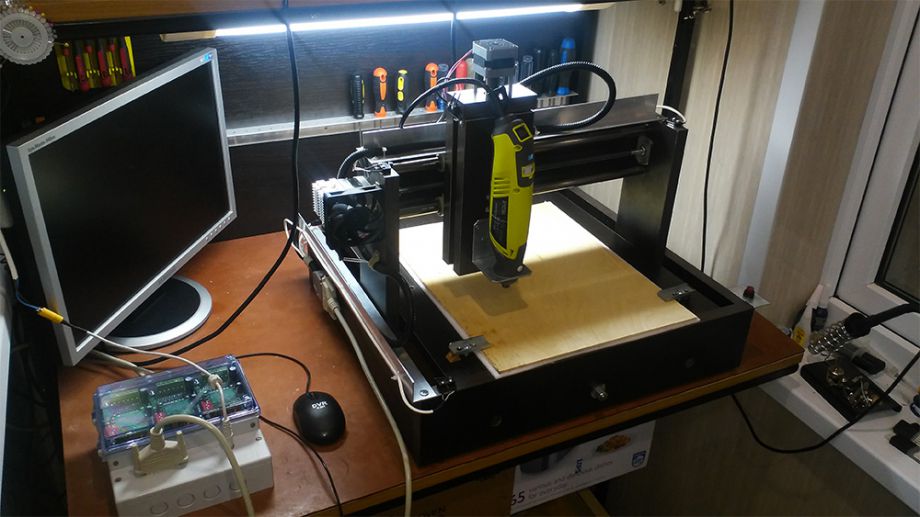
Самопальный чпу — бюджетный вариант / 3d-принтеры, станки и аксессуары / ixbt live
Самодельные ЧПУ станки — это способ получить возможность обрабатывать дома или в гараже дерево/пластик/легкие металлы. Для кого-то это способ начать свой бизнес, для кого-то это дешевый способ реализовать свое хобби.

Небольшая статья на тему о самостоятельной сборке простого ЧПУ станка.
Предыдущие посты по теме:
Комплектующие для самодельного ЧПУ с Таобао
Комплектующие для ЧПУ с Таобао
Частотный преобразователь для однофазной сети Delta VFD-M VFD015M21A
Это наверное самый простой способ собрать ЧПУ станок. И один из самых недорогих. Софт простой в освоении (достаточно закинуть файл-2D-рисунок для простейшей фрезеровки).
Стоимость самой станины не велика (профиль Соберизавод), в зависимости от размеров это от тысячи рублей для небольшого станка до нескольких тысяч для мощного профиля большого размера (с учетом уголков и метизов).
Станок не претендует на самую оптимальную конструкцию, но наверняка один из самых недорогих и простых в сборке.
Идея взята из похожего станка CNC2417

В попытках исправить косяки китайских разработчиков были переделаны боковые пластины для рамы и держатели моторов. Прикладываю ссылку на Чертежи пластин для самостоятельной сборки подобного станка (под двигатели Nema17, направляющие цилиндрические 8 мм).
Для потребуется алюминиевый профиль, фурнитура для сборки (уголки) и метизы. Размеры станка могут быть любые, в разумных пределах. Я использовал 7 отрезков по 260 мм и два на 300 мм. Длинные отрезки идут для увеличенного хода стола по Y. В результате рабочая область будет чуть больше, чем у 2418.
В каталоге Соберизавод ищем нужный тип профиля и кликаем «купить»

Режем в размер (размеры можно примерно прикинуть исходя из ваших потребностей

Нарезаем сразу нужный профиль, в нужном количестве для рамы.

Подтверждаем.

Плюс не забываем уголки и метизы для сборки. Опционально можно докупить и пластины для крепления.
В части сборки рамы все просто — свинчиваем профили с помощью уголков и закладных гаек.

Устанавливаем боковые пластины и держатели двигателей.

Далее нужно будет установить на раму остальные комплектующие.


Помимо рамы, для сборки потребуются другие комплектующие: «мозги», направляющие, ходовая часть, шпиндель, блок питания и т.п.
Большинство запчастей заказывал на площадке Таобао, так как получается дешевле при покупке комплекта (из-за одной запчасти нет смысла там заказывать, а если подбираете комплект — тогда да, удобно и выгодно).
Для доставки большой сборной посылки пользовался услугами посредника Yoybuy, воспользовался скидкой $10 для доставки (этот купон на скидку $10 то $20 дают всем вновь зарегистрированным пользователям).
В качестве платы управления используется простая МК1. Это самый бюджетный вариант с таким функционалом. Существуют «детские варианты» на Arduino Uno (Nano) CNC Shield с прошивкой GRBL, которые могут подойти для ознакомления с ЧПУ, но для серьезной работы малопригодны, хотя бы из-за ограниченных возможностей прошивки.
Купить плату управления МК1
(Не всегда ссылки корректно работают — я дублирую прямые ссылки на Таобао.)

Плата МК1 построена на основе PICmicro, имеет силовые выходы, входы для концевиков и датчика калибровки, а также возможность подключения ручного пульта управления.

Настройки плата не требует, подключается все просто (в лоте есть вариант с драйверами двигателей в комплекте).

Кстати, можно сделать ход конем, и прикупить полноценный пульт типа DDCSV — альтернативный вариант управления станком, хотя больше подходит для больших ЧПУ. Это наиболее бюджетный вариант автономного (без компьютера) управления станком, можно купить «навырост» — изготовив на маленьком станке детали для сборки большого ЧПУ фрезера. Пульт представляет собой автономный контроллер станка ЧПУ на 3 оси и имеет огромный функционал.
Ссылка на пульт DDCSV

В качестве направляющих рекомендую рельсы SBR10. Можно взять 12-16, хотя 16 мм явно будет перебор.
Размер берите исходя их ваших хотелок (размеры хода по XY). В моем случае используются простые полированные валы 8 мм, это эконом-вариант направляющих. Но рекомендую именно рельсы.
Купить рельсы SBR10-12-16-20 для станка ЧПУ.

Для обработки материалов потребуется шпиндель.
На Таобао есть неплохие варианты на 1,5кВт с воздушным охлаждением (до 24000 об/мин, диаметр 80 мм, цанга ER11, 400Гц).
Купить шпиндель 1,5 кВт

Если размер станка 2418 для вас маловат, можно собрать что-то подобное, но на раме из профиля 6060 (6090) и рельсах SBR16. Для перемещения осей потребуются мощные двигатели типа 57BYG78 (57H2P7842A4) с током до 4.2A и усилием 2.1Nm. Это как раз мощный вариант, у меня используются простые Nema17 42HS8404.
Купить шаговые двигатели 57BYG78

Для управления шпинделем потребуется частотный преобразователь (ЧП, Vector Frequency Converter — VFD для поиска).
Это устройство, вырабатывающее три фазы 220В с частотой до 400Гц и имеющее множество настраиваемых параметров.
Простой и недорогой ЧП, имеющий вход бытовой сети (220В/50Гц, одна фаза L ноль N).
Купить частотный преобразователь (однофазный)

Если размеры позволяет и есть доступ к трехфазной промышленной сети, можно выбрать вот такой недорогой ЧП.
Купить частотный преобразователь для трехфазной сети 1,5kw-5.5kw-7.5kw

По комплектующим все, многое было рассмотрено в предыдущих обзорах. При наличии некоторого навыка собирается все достаточно быстро, если опыта нет — может занять некоторое время. Если есть вопросы — спрашивайте))).
Скриншот управляющей программы для станка.

Проба хода по осям собранного станка.
В целом все, станок собирал для своего друга, он только начинает осваивать технологии с ЧПУ, и настольный вариант ему очень удобен. Профиль приобретался в компании Соберизавод, остальные комплектующие на Таобао через посредника Yoybuy. Прикинул сразу что нужно, сформировал одну большую сборную посылку. Получилось дешевле, чем покупать на Али или в оффлайне. Не забывайте про скидку — купон на $10 для доставки посылок от $20. Средняя посылка до 3 кг можно привезти за $20 с этим купоном.

Сборка
Устанавливаем ходовой винт внутрь основания-швеллера, сделанного из профиля 60х40х5 мм, какого же, как и тот, который мы использовали для каретки Y. К торцам основания привинчиваем рельсы.
Внимательный читатель скажет: «Ага! Деталь, на которую ставится двигатель, фрезерованная!!!». Необязательно. Ее можно сделать из двух плоских деталей и свинтить вместе. Например, так.
Устанавливаем уголки на шариковые блоки. Уголки сделаны из профиля 50х50х5 мм. Это единственный доступный профиль из сплава Д16Т.
Спереди на уголки ставится панель, которая, по сути, и есть каретка Z. Но перед этим установим перемычку, которая свяжет уголки с ходовой гайкой.
На первый взгляд эта деталь лишняя. Ходовую гайку можно закрепить сразу на передней панели. Но в этом случае, существенно возрастают требования к точности изготовления деталей, и монтаж гайки придется производить вслепую. Т.к. станок у нас «на скорую руку» и делаем мы его на кухне, то в данном случае такая переходная деталька может оказаться полезной. Впрочем, кто в себе уверен, может ее и не ставить.
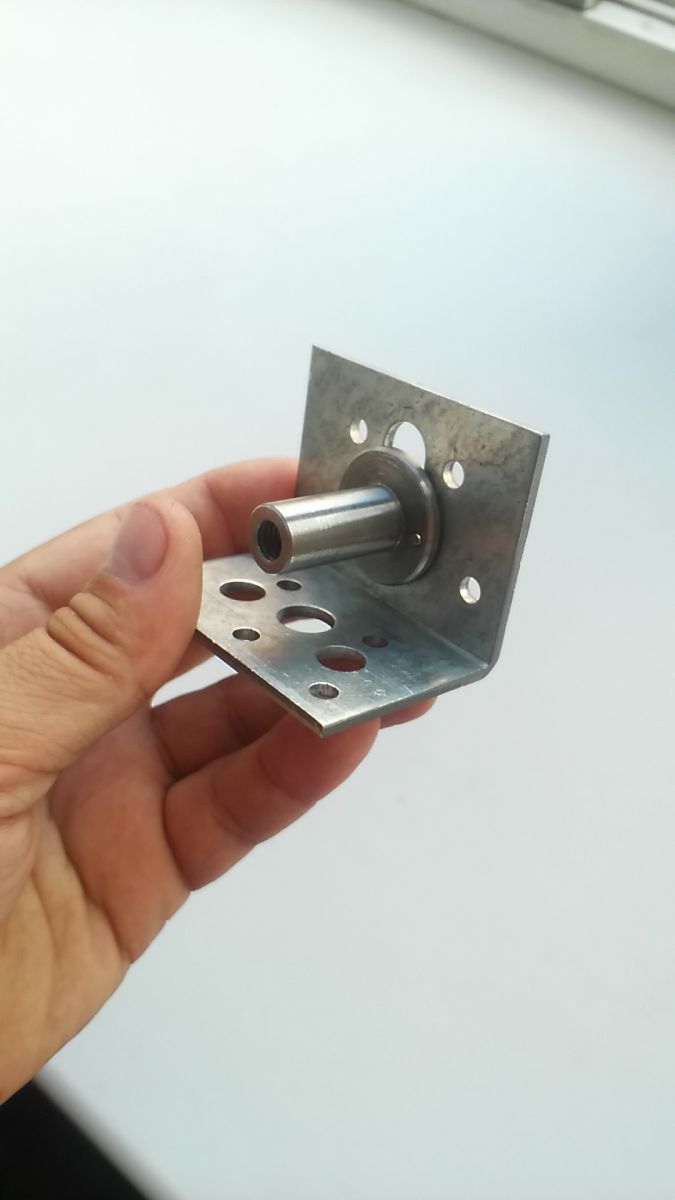
Последний штрих. Устанавливаем переднюю панель и кронштейн для шпинделя.
Кронштейн может быть фрезерованный, а может быть и просто плоский. Это у кого как получится. Ходовой винт по оси Z оказался хорошо защищен от прямого попадания стружки. В целом, каретка Z получилась компактной, ее ширина 118 мм. Неплохой результат, если учесть, что основные детали сделаны из стандартных профилей.
Сборка некоторых важных узлов станка
В станке, который вы начали собирать собственноручно, надо предусмотреть ряд ответственных узлов, обеспечивающих вертикальное перемещение рабочего инструмента. В этом перечне:
- винтовая передача – вращение передаётся, используя зубчатый ремень. Он хорош тем, что не проскальзывают на шкивах, равномерно передавая усилия на вал фрезерного оборудования;
- если используют шаговый двигатель (ШД) для мини-станка, желательно брать каретку от более габаритной модели принтера – помощнее; старые матричные печатные устройства имели достаточно мощные электродвигатели;
- для трёхкоординатного устройства, понадобится три ШД. Хорошо, если в каждом найдётся 5 проводов управления, функционал мини-станка возрастёт. Стоит оценить величину параметров: напряжения питания, сопротивления обмотки и угла поворота ШД за один шаг. Для подключения каждого ШД нужен отдельный контроллер;
- с помощью винтов, вращательное движение от ШД преобразуется в линейное. Для достижения высокой точности, многие считают нужным иметь шарико-винтовые пары (ШВП), но это комплектующая не из дешевых. Подбирая для монтажа блоков набор гаек и крепежных винтов, выбирают их со вставками из пластика, это уменьшает трение и исключает люфты;
- вместо двигателя шагового типа, можно взять обычный электромотор, после небольшой доработки;
- вертикальная ось, которая обеспечивает перемещение инструмента в 3D, охвачивая весь координатный стол. Её изготовляют из алюминиевой плиты. Важно, чтобы размеры оси были подогнаны к габаритам устройства. При наличии муфельной печи, ось можно отлить по размерам чертежей.
Ниже – чертёж, сделанный в трёх проекциях: вид сбоку, сзади, и сверху.
Сверление
Я не считал сколько именно, но в этом проекте используется много отверстий. Отверстия, которые сверлятся на торцах особенно важны, но не пожалейте времени на них, и использовать резиновый молоток вам придется крайне редко.
Места с отверстиями в накладку друг на друга это попытка сделать канавки. Возможно, у вас есть станок с ЧПУ, на котором это можно сделать лучше.
Столешница
Станок планируется в основном для пиления бальзы, фанеры, пластиков, поэтому столешница может быть сделана из ламинированной панели для кухонной мебели толщиной 40 мм, т.е. той же толщины, что и алюминиевые боксы. Столешница крепится к двум несущим балкам рамы.
Швеллеры, в которых проложены рельсы, также следует прикрепить саморезами к столешнице. В целом, конструкция получается ровная, прочная и жесткая. Можно спокойно встать на получившееся основание станка и походить по нему пешком – ничего не случится.
Некоторым «продвинутым» специалистам может понравиться наборная столешница из алюминиевого станочного профиля. Пожалуйста, принципиально ничего не изменится. Однако станок на зубчатых ремнях может пилить только то, на что рассчитан, а именно — фанеру, пластики и тонкий алюминий, и не более того, поэтому ужесточать столешницу – бессмысленно.
Товарный вид
«Made in дома» — не обязательно сикось-накось, коряво и неаккуратно. Меня удручают, закрепленные на уродских «курьих ножках» и торчащие во все стороны двигатели, пучки неубранных проводов, вывороченные наизнанку контроллеры и тому подобные «прелести» самодельных конструкций.
Все бы ничего, в конце концов, каждый делает как может, пока автор очередного такого уродца не начинает всерьез рассуждать о серийном производстве своего детища для продажи, оправдывая неказистый вид станка, тем что это, дескать, опытный образец: «Тут подправим, там переделаем, кожухи понавесим, все покрасим, и будет это не станок, а конфетка». Не будет!
Проложим пару дохленьких швеллеров, в которых будут размещаться петли кабелей от двигателей и концевых выключателей. Если контроллер большой и не лезет в подстольное пространство, то сделаем кронштейны для выходных соединителей. И, наконец, установим заглушки на торцы несущих профилей, чтобы в них не скапливалась грязь.
Затраты труда на эти на первый взгляд необязательные мероприятия окупаются с лихвой.
Ходовой винт
Начнем с винта. Я уже писал подробно о ходовых винтах и гайках в статье «Механика самодельного станка ЧПУ», не буду повторяться. НО. Так ли уж необходим в данном случае на оси Z ходовой винт с гайкой, выполненный по всем правилам точной механики? Вряд ли.
Станок предназначен для плоского фрезерования, по сути, это просто лобзик с ЧПУ – опустил фрезу на нужную глубину и – погнали выпиливать. Тут сгодится катаный винт. Да, чего там катаный, простой винт с метрической резьбой сгодится! И гайка капроновая сгодится!
Другое дело, если планируется 3D фрезерование, например барельефов и медалей…, но такая задача плохо согласуется с ременным приводом остальных осей. Так что, винт можно применить ЛЮБОЙ. Любой то любой, но я применил катаный винт Tr12х2 и бронзовую гайку с компенсацией люфта. Т.к. сегодня у меня это просто лобзик, а завтра я, возможно, захочу поставить винты на все оси. Конструкция позволяет.
Кстати, ходовой винт, переходная втулка для двигателя и опорные кольца подшипников – единственные детали, для изготовления которых нам потребуется токарный станок. Даже если вы купили резьбовую шпильку на рынке, концы такого винта нужно разделать.
Конструкция подшипникового узла ходового винта описана в вышеупомянутой статье. Она оказалась удачной, поэтому в новом станке сделаем точно также.
Отверстие в стенке под подшипники растачивать по посадке не обязательно, достаточно просто просверлить. Рабочие нагрузки направлены по оси винта, и если радиально-упорные подшипники будут слегка елозить в поперечном направлении, то ничего страшного, на точности работы оси это практически не скажется.
Этот непростой процесс монтажа
Собрать самодельные ЧПУ станки, после подготовки комплектующих, лучше строго по чертежу, чтобы они работали. Процесс сборки, применяя ходовые винты, стоит выполнять в такой последовательности:
- знающий умелец начинает с крепления на корпусе первых двух ШД – за вертикальной осью оборудования. Один отвечает за горизонтальное перемещение фрезерной головки (рельсовые направляющие), а второй за перемещение в вертикальной плоскости;
- подвижной портал, перемещающийся по оси X, несет фрезерный шпиндель и суппорт (ось z). Чем выше будет портал, тем большую заготовку удастся обработать. Но у высокого портала, в процессе обработки, – снижается устойчивость к возникающим нагрузкам;
- для крепления ШД оси Z, линейных направляющих используют переднюю, заднюю, верхнюю, среднюю и нижнюю пластины. Там же сделайте ложемент фрезерного шпинделя;
- привод собирают из тщательно подобранных гайки и шпильки. Чтобы зафиксировать вал электродвигателя и присоединить к шпильке, используют резиновую обмотку толстого электрокабеля. В качестве фиксатора могут быть винты, вставленные в нейлоновую втулку.
Затем начинается сборка остальных узлов и агрегатов самоделки.
Вместо заключения
Как видите, сделать ЧПУ, которое не уступит китайским моделям, – реально. Сделав комплект запчастей с нужным размером, имея качественные подшипники и достаточно крепежа для сборки, эта задача – под силу тем, кто заинтересован в программной технике. Примера долго искать не придётся.
На фото внизу – некоторые образцы станков, имеющих числовое управление, которые сделаны такими же умельцами, не профессионалами. Ни одна деталь не делалась поспешно, произвольным размером, а подходящая к блоку с большой точностью, с тщательным выверением осей, применением качественных ходовых винтов и с надёжными подшипниками. Верно утверждение: как соберешь, так и работать будешь.
На ЧПУ выполняется обработка дюралевой заготовки. Таким станком, который собрал умелец, можно выполнить много фрезерных работ.
Еще один образец собранного станка, где плиту ДВП используют как рабочий стол, на котором возможно изготовление печатной платы.
Каждый, кто начнет делать первое устройство, скоро перейдет и к другим станкам. Возможно, захочет испытать себя в качестве сборщика сверлильного агрегата и, незаметно, пополнит армию умельцев, собравших немало самодельных устройств. Занятия техническим творчеством сделают жизнь людей интересной, разнообразной и насыщенной.
Похожие записи:
 2СС1М станок сверлильный настольный. Паспорт, схемы, характеристики, описание
2СС1М станок сверлильный настольный. Паспорт, схемы, характеристики, описание  Камнерезный станок Husqvarna TS 400 F купить по низкой цене в Москве
Камнерезный станок Husqvarna TS 400 F купить по низкой цене в Москве  Управляющая программа для станков с ЧПУ: разработка, типы, ошибки
Управляющая программа для станков с ЧПУ: разработка, типы, ошибки  Балансировочные станки с монитором купить в интернет-магазинах Балашихи. Низкие цены. Продажа с доставкой.
Балансировочные станки с монитором купить в интернет-магазинах Балашихи. Низкие цены. Продажа с доставкой.
 (1 оценок, среднее: 4,00 из 5)
(1 оценок, среднее: 4,00 из 5)