. Другое. 2013-11-18") Станки дома
Станки дома 1
Электромагнит Y1
Составим таблицу состояний Y1,
опираясь на циклограмму работы исполнительного устройства.
Таблица 2Таблица состояний YA1
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 | 17 | |
S2 | 0 | 0 | 1 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 1 | 0 | 0 | 0 | 0 | 0 | 0 |
S4 | 1 | 1 | 1 | 1 | 1 | 0 | 0 | 1 | 1 | 1 | 1 | 1 | 1 | 0 | 0 | 0 | 1 |
Y1 | 1 | 1 | 0 | 0 | 0 | 0 | 0 | 0 | 1 | 1 | 0 | 0 | 0 | 0 | 0 | 0 | 0 |
Из таблицы состояний видим, что устройство Y1 управляется сигналами с датчиков S2 и S4.
Составим таблицу истинности для управляющего устройства.
Таблица 3Таблица истинности Y1
На тактах 1-2, 4-5, 9-10, 12-13, 17 возникает неопределенность. Так как
на циклограмме нет сигнала, способного ликвидировать неоднозначность,
необходимо ввести сигнал Sдоп1.
Таблица4Таблица состояний Sдоп1
и Y1
Сигнал Sдоп1 устраняет
неоднозначность.
Таблица 5 Таблица истинности Y1
По данным таблицы строим карту Карно и минимизируем функцию:
Таблица 6 Карта Карно для Y1
Из таблицы видно, что логической функцией для Y1 будет функция вида: Y1=Sдоп1![]() S2
S2![]() S4
S4
На рисунке 3 приведена схема управления Y1, реализованная на логических элементах.
Рисунок 3. Схема управления Y1
2
Электромагнит Y2
Составим таблицу состояний Y2,
опираясь на циклограмму работы исполнительного устройства.
Таблица 7Таблица состояний YA2
1234567891011121314151617 | |||||||||||||||||
S1 | 1 | 0 | 0 | 0 | 1 | 1 | 1 | 1 | 1 | 0 | 0 | 0 | 1 | 1 | 1 | 1 | 1 |
S5 | 0 | 0 | 0 | 0 | 0 | 0 | 1 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 1 | 0 | 0 |
Y2 | 0 | 0 | 0 | 0 | 1 | 1 | 0 | 0 | 0 | 0 | 0 | 0 | 1 | 1 | 0 | 0 | 0 |
Из таблицы состояний видим, что устройство Y2 управляется сигналами с датчиков S1 и S5.
Составим таблицу истинности для управляющего устройства.
Таблица
8Таблица истинности YA2
S1 | S5 | Y2 |
0 | 0 | 0 |
0 | 1 | — |
1 | 0 | 1/0 |
1 | 1 | 0 |
Неопределенность наблюдается на тактах 1, 5-6, 8-9, 13-14, 16-17. Так как
на циклограмме нет сигнала, способного ликвидировать неоднозначность,
необходимо ввести искусственный сигнал Кm1. Реле памяти Km1
будет устанавливаться передним фронтом сигнала S1, а сбрасываться передним фронтом сигнала S5.
Таблица 9 Таблица состояний Кm1 и Y2
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 | 17 | |
S1 | 1 | 0 | 0 | 0 | 1 | 1 | 1 | 1 | 1 | 0 | 0 | 0 | 1 | 1 | 1 | 1 | 1 |
S5 | 0 | 0 | 0 | 0 | 0 | 0 | 1 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 1 | 0 | 0 |
Km1 | 0 | 0 | 0 | 0 | 1 | 1 | 0 | 0 | 0 | 0 | 0 | 0 | 1 | 1 | 0 | 0 | 0 |
Y2 | 0 | 0 | 0 | 0 | 1 | 1 | 0 | 0 | 0 | 0 | 0 | 0 | 1 | 1 | 0 | 0 | 0 |
Сигнал Кm1 устраняет неоднозначность.
Таблица 10 Таблица истинности Y1
S1 | S5 | Km1 | Y2 |
0 | 0 | 0 | 0 |
0 | 0 | 1 | — |
0 | 1 | 0 | — |
0 | 1 | 1 | — |
1 | 0 | 0 | 0 |
1 | 0 | 1 | 1 |
1 | 1 | 0 | 0 |
1 | 1 | 1 | — |
По данным таблицы строим карту Карно и минимизируем функцию:
Таблица 11 Карта Карно для Y1
S1S5 | S1S5 | S1S5 | S1S5 | |
Km1 | — | — | — | 1 |
Km1 | 0 | — | 0 | 0 |
Из таблицы видно, что логической функцией для Y2 будет функция вида:
Y2=Km1![]() S1
S1![]() S5
S5
Рисунок 4. Схема управления Y2
Модуль
включения
Представляет собой устройство, представленное на рисунке 10. Два
выключателя кнопочных нажимных без самовозврата («Включить» и
«Выключить»). При нажатии на кнопку «Включить», при
условии, что кнопка «Выключить» не нажата, на выходе модуля
формируется высокий логический уровень. При всех остальных комбинациях нажатий
этих 2х кнопок на выходе модуля формируется низкий логический уровень.
Составим таблицу состояний для выходного сигнала в зависимости от
состояний переключателей.
Таблица 22
SB1 | SB2 | Выходной сигнал |
0 | 0 | 0 |
0 | 1 | 0 |
1 | 0 | 1 |
1 | 1 |
Для выходного сигнала очевидна следующая логическая функция:
=SB1∙SB2
С использованием логических элементов она выглядит так (рисунок 9):
Рисунок 9. Выходной сигнал
Для устранения эффекта «дребезга контактов» используем
сглаживающую RC-цепь и триггер Шмитта. Рассмотрим
работу этих элементов.
Благодаря малому сопротивлению замкнутых механических контактов первое же
их замыкание приводит к полному разряду конденсатора. Последующие размыкания
контактов, вызванные дребезгом, практически не увеличивают напряжение на
конденсаторе вследствие относительно большой постоянной времени его заряда.
Инвертирующий триггер Шмитта переходит в высокое состояние, если напряжение на
входе становится ниже, чем Uсрб = 1,7В, и переходит в низкое
состояние, если напряжение на входе становится выше, чем Uотп =
0,9В.
Сигнал с данного модуля идёт к устройству выбора режимов.
Рисунок 10. Модуль включения
1 Модуль
переключения режимов
Представляет собой устройство, представленное на рисунке 12. Два
выключателя кнопочных нажимных без самовозврата («Автоматический
режим» и «Наладочный режим»). При нажатии на кнопку
«Автоматический режим», при условии, что кнопка «Наладочный
режим» не нажата, на выходе модуля формируется высокий логический уровень.
При всех остальных комбинациях нажатий этих 2х кнопок на выходе модуля
формируется низкий логический уровень.
Составим таблицу состояний для выходного сигнала в зависимости от
состояний переключателей.
Таблица 23
SB1SB2Выходной сигнал | ||
0 | 0 | 0 |
0 | 1 | 0 |
1 | 0 | 1 |
1 | 1 | 0 |
Для выходного сигнала очевидна следующая логическая функция:
=SB1∙SB2
С использованием логических элементов она выглядит так (рисунок 11):
Рисунок 11. Выходной сигнал
Для устранения эффекта «дребезга контактов» также используем
сглаживающую RC-цепь и триггер Шмитта. Сигнал с
данного модуля идёт к устройству выбора режимов.
Рисунок 12. Модуль переключения режима
2 Блок
ручного управления
Представляет собой 5 выключателей кнопочных нажимных без самовозврата.
Сигналы с данного блока идут к устройству выбора режима.
Для устранения эффекта «дребезга контактов» также используем
сглаживающую RC-цепь и триггер Шмитта.
Рисунок 13. Элемент блока ручного управления
.3 Устройство автоматического режима
.3.1 С использованием алгебры логики
Устройство автоматического режима реализует полученные ранее логические
функции исполнительных устройств. В качестве реле памяти будем использовать
RS-триггеры КР1533ТР2. Предварительный сброс триггеров будем осуществлять при
включении автоматического режима, используя сигнал, идущий с модуля
переключения режимов.
Рисунок 14. Элемент устройства автоматического режима
3.2 Без
использования алгебры логики
Данная схема формирует сигналы исполнительных устройств, не используя
полученные ранее логические функции. Принцип ее работы заключается в следующем:
сигналы датчиков поступают на мультиплексор DD1 в последовательности, в которой датчики включают или
выключают соответствующее исполнительное устройство. Выходной сигнал
мультиплексора подается на синхронный двоично-кодированный счетчик DD2 с модулем счета 12 (т.к. 6
исполнительных устройств, каждое из которых включается и выключается 1 раз),
который увеличивает счет на 1 при изменении уровня сигнала на счетном входе с
низкого на высокий. Сброс счетчика происходит при формировании на выходе кода
10002=810. Выходной код счетчика подается на адресные
входы мультиплексора DD1,
тем самым разрешая прохождение данных со следующего входа. Также выходной код
счетчика подается на дешифратор DD3,
преобразующий двоичный код в позиционный, управляющий исполнительными
устройствами. Таблица преобразования кода представлена в таблице 24. Схема
представлена на рисунке 15.
Таблица 24 Преобразование кода счётчика.
Выходы счетчика | Выход дешифратора | Участок цикла | Исполнительные устройства | ||||||||
Q3 | Q2 | Q1 | Q0 | ЭМ1 | ЭМ2 | ЭМ3 | ЭМ4 | М | Т | ||
0 | 0 | 0 | 0 | 1 | — | 0 | 0 | 0 | 0 | 0 | 0 |
0 | 0 | 0 | 1 | 2 | 1 | 0 | 0 | 1 | 0 | 0 | 0 |
0 | 0 | 1 | 0 | 3 | 3 | 0 | 0 | 1 | 0 | 0 | 1 |
0 | 0 | 1 | 1 | 4 | 6 | 0 | 0 | 0 | 1 | 0 | 0 |
0 | 1 | 0 | 0 | 5 | 8 | 0 | 1 | 0 | 1 | 0 | 0 |
0 | 1 | 0 | 1 | 6 | 11 | 0 | 0 | 0 | 1 | 0 | 0 |
0 | 1 | 1 | 0 | 7 | 14 | 1 | 0 | 0 | 0 | 0 | 0 |
0 | 1 | 1 | 1 | 8 | 16 | 1 | 0 | 0 | 0 | 1 | 0 |
1 | 0 | 0 | 0 | 9 | 18 | 0 | 0 | 0 | 0 | 0 | 0 |
Через элемент 2И (D6.1)
на вход сброса счётчика поступает сигнал с устройства выбора режима, который
содержит в себе информацию о том, включено ли устройство, автоматический режим,
достаточное ли давление в системе. Если хотя бы одно из условий не выполняется,
то счётчик будет сброшен.
Выбранный нами счётчик КР1533ИЕ5, который считает по заднему фронту
входного сигнала. Поэтому на счётный вход счётчика подаётся сигнал с инверсного
выхода мультиплексора КР1533КП7. Выход «Q3» и «Q4» счётчика
соединены со входом сброса с помощью элемента 2И, что обеспечивает модуль счёта
12.
С помощью 2х мультиплексоров КР1533КП7 на 8 входов, а также логических
элементов был построен 16 входовый мультиплексор (рис.15)
Так как выходы дешифратора К1533ИД3 инверсные, а нам необходимо получить
высокий логический уровень при срабатывании того или иного датчика, подключим к
ним инверторы.
Затем выходы дешифратора через диоды подключаются к исполнительным
элементам, согласно таблице 24.
Рисунок 15.
4 Устройство
выбора режима
.4.1 с
использованием алгебры логики
Представляет собой совокупность двух микросхем КР1533КП16, содержащих по
4 одинаковых двухвходовых мультиплексора (рис. 16). На входы А0, А1, А2, А3
микросхемы DD3 и на вход А0 микросхемы DD4 подаются сигналы с блока ручного
управления. На входы В0, В1, В2, В3 микросхемы DD3 и на вход В0 микросхемы DD4 подаются сигналы с устройства автоматического режима.
Используемые выходы микросхем Y0-Y3 (DD3) и Y0 (DD4) подключены к исполнительным
элементам через усилительный каскад.
Рисунок 16 — Мультиплексор
Вход разрешения (E0) общий. Если на него подать высокий логический
уровень, то уровни сигналов на выходах будут зафиксированы, если низкий —
мультиплексор будет перезаписывать информацию со своих входов на выходы.
Вход адреса (А) одноразрядный. Если на него подать высокий логический
уровень, то сигналы на выход устройства будут перезаписываться с входов А0-А3,
если подать низкий логический уровень, то с входов В0-В3.
Это устройство обеспечивает пропускание сигналов к исполнительным
элементам и блоку индикации либо с датчиков, либо с устройства ручного
управления. Если схема включена, на вход разрешения мультиплексоров подаётся
сигнал низкого логического уровня. Разрешается перезапись значений с входов на
выходы. На вход адреса подаётся сигнал с устройства переключения режимов. Если
включен автоматический режим, то для перезаписи используются входы В0-В3, если
включен наладочный — А0-А3.
.4.2 Без использования алгебры логики
Представляет собой 5 элементов, один из которых показан на рисунке 17.
Рисунок 17. Элемент устройства выбора режима
.5 Блок индикации
Устройство индикации представляет собой набор из 5 светодиодов,
включенных по схеме с общим эмиттером (рисунок 18)
Рисунок 18 — Устройство индикации
Рассчитаем элементы данного устройства.
В качестве светодиода выбираем светодиод АЛ102АМ.
Его максимальный прямой ток Iпр max = 60 мА
.
Максимальное обратное напряжение Uобmax = 2В.
Зададимся прямым током через светодиод равным половине максимального:
Iпр
= ![]() = 30мА
= 30мА
Это есть коллекторный ток транзистора VT1. Выбираем транзистор КТ316А. Его максимальный ток
коллектора Iк max = 50мА .
Минимальный статический коэффициент передачи тока βmin = 20.
Максимальный ток базы:
Iб
max= ![]() =
= ![]() = 2,5 мА
= 2,5 мА
Рассчитаем резистор R2:
R2 = ![]() =
= ![]() = 100 Ом (Е24)
= 100 Ом (Е24)
Рассчитаем резистор R1:
R1 = ![]() =
= ![]() = 1.8кОм (Е24)
= 1.8кОм (Е24)
3.6 Усилительный каскад
Усилительный каскад представляет собой совокупность 5 ключей на
биполярных транзисторах в схеме с общим эмиттером, так как в ней наилучшим
образом используются усилительные свойства транзистора.
Рисунок 19 — Усилительный каскад
Проведём расчёт усилительного каскада. Для этого необходимо задаться
параметрами исполнительных элементов. Решим, что максимальный ток нагрузки Iнmax = 0.1А. Это и есть ток коллектора
транзистора VT1.
Выбираем транзистор КТ603Г: Его максимальный ток коллектора Iк max = 0,3А. Минимальный статический
коэффициент передачи тока βmin = 60.
Максимальный ток базы:
Iб
max= ![]() =
= ![]() = 5 мА
= 5 мА
Рассчитаем резистор R1:
R1 = ![]() =
= ![]() = 820Ом (Е24)
= 820Ом (Е24)
Для того, чтобы избежать эффект «индуктивного броска»
необходимо зашунтировать нагрузку диодом VT1. Диод подбирается так, чтобы он выдержал начальный ток,
равный току в установившемся режиме, после запирания транзистора. Выбираем диод
КД243А:
Максимальный прямой ток Iпр
max = 1А .
Максимальное обратное постоянное напряжение Umax обр = 50 В.
.7 Расчёт источника вторичного питания
Источник вторичного питания — электронное устройство, предназначенное для
преобразования энергии первичного источника электропитания в электроэнергию,
значения частоты, уровня и стабильности которой удовлетворяют требованиям
конкретного электронного изделия.
В нашем случае в качестве первичного источника будет выступать городская
электрическая сеть. Действующее значение напряжения в сети 220 В. ![]()
Так как напряжение в сети переменное, то в качестве устройства
согласования уровня будем использовать трансформатор.
Для питания проектируемого устройства необходимо постоянное напряжение,
поэтому в качестве устройства согласования частоты будем использовать
выпрямитель — диодный мост.
Устройство обеспечения стабильности должно пропускать постоянную
составляющую напряжения и ослаблять переменную. Будет использован фильтр,
коэффициент передачи которого для переменной составляющей существенно меньше,
чем для постоянной.
Нам необходимо получить напряжение 5 В.
Выберем трансформатор ТПК-0.7. Параметры трансформатора в таблице 24:
Таблица 24 — Параметры трансформатора
наименование | Мощность, Вт | Напряжение в первичной | Напряжение во вторичной | Выходной ток, А |
ТПК-0.7 | 0,7 | 220 | 6 | 0,12 |
Выберем предохранитель, подключаемый к первичной обмотке трансформатора.
Таблица 25 — Параметры предохранителя
наименование | Рабочий ток, А | Ном. напряжение, В | Материал |
Н630 | 0,5 | 250 | Стекло |
Амплитудное значение напряжения на выходе трансформатора ТПК-0.7:
![]() .
.
Выберем диодный мост.
Напряжение, прикладываемое к обратно смещённому диоду
![]()
Максимальный, выпрямленный за полупериод, ток должен быть больше
выходного тока трансформатора ![]()
Таблица 26 — Параметры диодного моста
наименование | Максимальное постоянное | Максимальный прямой ток, А | Максимальное прямое |
КЦ412А | 50 | 1 | 1,2 |
На выходе диодного моста получается напряжение:
![]()
Напряжение на выходе диодного моста будет иметь существенные пульсации,
поэтому следует использовать сглаживающий фильтр:
Рисунок 20. Диодный мост с подключённым сглаживающим фильтром
Основным параметром фильтра является коэффициент пульсации выходного
напряжения εвых. Выберем εвых. < 5 %. Амплитуда пульсаций будет
составлять ±3 В.
Так как, проходя через диодный мост напряжение выпрямляется в обоих
полупериодах, то частота пульсаций напряжения ![]() будет равна 100 Гц.
будет равна 100 Гц.
Рассчитаем ёмкость конденсатора С1:
![]()
![]() .
.
Рабочее напряжение конденсатора должно быть больше 7,26 В, полученных на
выходе диодного моста.
Выбранный конденсатор и его характеристики в таблице 27:
Таблица 27 — Параметры конденсатора
наименование | Ёмкость, мкФ | Рабочее напряжение, В | Допуск номинальной ёмкости, |
К50-35 | 680 | 50 | 20 |
Для обеспечения питания микросхем напряжение необходимо выровнять до
уровня 5 В и стабилизировать. Выберем стабилизатор положительного напряжения,
который будет обеспечивать необходимое напряжение.
Выбранный стабилизатор и его характеристики представлены в таблице 28:
Таблица 28 — Параметры стабилизатора
Типовые схемы включения стабилизатора с фиксированным значением выходного
напряжения представлены на рисунке 21:
Рисунок 21. Стабилизатор напряжения
Для устранения самовозбуждения стабилизаторов, их входные и выходные цепи
шунтируются конденсаторами.
Заключение
В ходе работы была разработана схема автоматизации технологического
процесса — установки для глубины контроля отверстия. По этой схеме была
построена циклограмма работы процесса, по которой были разработаны две схемы
электрических принципиальных. Одна из них реализует систему управления
технологическим процессом с использованием логических функций и алгебры логики,
а другая не использует алгебру логики для управления технологическим процессом.
Громоздкость первой схемы по сравнению со второй, а также необходимость
дополнительного вывода логических функций исполнительных устройств,
свидетельствует о нерациональности использования данного подхода для решения
подобных задач.
Список использованной литературы
. Смирнов В. А., Шереметьев А.В. Электроника систем
управления. Часть 2. Цифровая электроника: Учебное пособие. — Челябинск: Изд-во
ЮУрГУ, 2004. — 144с.
. Огарков С.Ю., Виноградова Н.В. Оформление курсовых и
дипломных проектов по специальности 210200 «Автоматизация технологических
процессов и производств»: Учебно-методическое пособие. — Челябинск: Изд-во
ЮУрГУ, 2000. — 54с.
. Шило В.Л. Популярные цифровые микросхемы:
Справочник. 2-е изд., испр. — Челябинск: Металлургия, Челябинское отд., 1989. —
352с.: ил. — (Массовая радиобиблиотека. Вып. 1111).
2
Электромагнит Y2
Составим таблицу состояний Y2,
опираясь на циклограмму работы исполнительного устройства.
Таблица 7Таблица состояний YA2
1234567891011121314151617
S1
1
0
0
0
1
1
1
1
1
0
0
0
1
1
1
1
1
S5
0
0
0
0
0
0
1
0
0
0
0
0
0
0
1
0
0
Y2
0
0
0
0
1
1
0
0
0
0
0
0
1
1
0
0
0
Из таблицы состояний видим, что устройство Y2 управляется сигналами с датчиков S1 и S5.
Составим таблицу истинности для управляющего устройства.
Таблица
8Таблица истинности YA2
S1 | S5 | Y2 |
0 | 0 | 0 |
0 | 1 | — |
1 | 0 | 1/0 |
1 | 1 | 0 |
Неопределенность наблюдается на тактах 1, 5-6, 8-9, 13-14, 16-17. Так как
на циклограмме нет сигнала, способного ликвидировать неоднозначность,
необходимо ввести искусственный сигнал Кm1. Реле памяти Km1
будет устанавливаться передним фронтом сигнала S1, а сбрасываться передним фронтом сигнала S5.
Таблица 9 Таблица состояний Кm1 и Y2
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 | 17 | |
S1 | 1 | 0 | 0 | 0 | 1 | 1 | 1 | 1 | 1 | 0 | 0 | 0 | 1 | 1 | 1 | 1 | 1 |
S5 | 0 | 0 | 0 | 0 | 0 | 0 | 1 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 1 | 0 | 0 |
Km1 | 0 | 0 | 0 | 0 | 1 | 1 | 0 | 0 | 0 | 0 | 0 | 0 | 1 | 1 | 0 | 0 | 0 |
Y2 | 0 | 0 | 0 | 0 | 1 | 1 | 0 | 0 | 0 | 0 | 0 | 0 | 1 | 1 | 0 | 0 | 0 |
Сигнал Кm1 устраняет неоднозначность.
Таблица 10 Таблица истинности Y1
S1 | S5 | Km1 | Y2 |
0 | 0 | 0 | 0 |
0 | 0 | 1 | — |
0 | 1 | 0 | — |
0 | 1 | 1 | — |
1 | 0 | 0 | 0 |
1 | 0 | 1 | 1 |
1 | 1 | 0 | 0 |
1 | 1 | 1 | — |
По данным таблицы строим карту Карно и минимизируем функцию:
Таблица 11 Карта Карно для Y1
S1S5 | S1S5 | S1S5 | S1S5 | |
Km1 | — | — | — | 1 |
Km1 | 0 | — | 0 | 0 |
Из таблицы видно, что логической функцией для Y2 будет функция вида:
Y2=Km1![]() S1
S1![]() S5
S5
Рисунок 4. Схема управления Y2
Модуль
включения
Представляет собой устройство, представленное на рисунке 10. Два
выключателя кнопочных нажимных без самовозврата («Включить» и
«Выключить»). При нажатии на кнопку «Включить», при
условии, что кнопка «Выключить» не нажата, на выходе модуля
формируется высокий логический уровень. При всех остальных комбинациях нажатий
этих 2х кнопок на выходе модуля формируется низкий логический уровень.
Составим таблицу состояний для выходного сигнала в зависимости от
состояний переключателей.
Таблица 22
SB1 | SB2 | Выходной сигнал |
0 | 0 | 0 |
0 | 1 | 0 |
1 | 0 | 1 |
1 | 1 |
Для выходного сигнала очевидна следующая логическая функция:
=SB1∙SB2
С использованием логических элементов она выглядит так (рисунок 9):
Рисунок 9. Выходной сигнал
Для устранения эффекта «дребезга контактов» используем
сглаживающую RC-цепь и триггер Шмитта. Рассмотрим
работу этих элементов.
Благодаря малому сопротивлению замкнутых механических контактов первое же
их замыкание приводит к полному разряду конденсатора. Последующие размыкания
контактов, вызванные дребезгом, практически не увеличивают напряжение на
конденсаторе вследствие относительно большой постоянной времени его заряда.
Инвертирующий триггер Шмитта переходит в высокое состояние, если напряжение на
входе становится ниже, чем Uсрб = 1,7В, и переходит в низкое
состояние, если напряжение на входе становится выше, чем Uотп =
0,9В.
Сигнал с данного модуля идёт к устройству выбора режимов.
Рисунок 10. Модуль включения
1 Модуль
переключения режимов
Представляет собой устройство, представленное на рисунке 12. Два
выключателя кнопочных нажимных без самовозврата («Автоматический
режим» и «Наладочный режим»). При нажатии на кнопку
«Автоматический режим», при условии, что кнопка «Наладочный
режим» не нажата, на выходе модуля формируется высокий логический уровень.
При всех остальных комбинациях нажатий этих 2х кнопок на выходе модуля
формируется низкий логический уровень.
Составим таблицу состояний для выходного сигнала в зависимости от
состояний переключателей.
Таблица 23
SB1SB2Выходной сигнал | ||
0 | 0 | 0 |
0 | 1 | 0 |
1 | 0 | 1 |
1 | 1 | 0 |
Для выходного сигнала очевидна следующая логическая функция:
=SB1∙SB2
С использованием логических элементов она выглядит так (рисунок 11):
Рисунок 11. Выходной сигнал
Для устранения эффекта «дребезга контактов» также используем
сглаживающую RC-цепь и триггер Шмитта. Сигнал с
данного модуля идёт к устройству выбора режимов.
Рисунок 12. Модуль переключения режима
2 Блок
ручного управления
Представляет собой 5 выключателей кнопочных нажимных без самовозврата.
Сигналы с данного блока идут к устройству выбора режима.
Для устранения эффекта «дребезга контактов» также используем
сглаживающую RC-цепь и триггер Шмитта.
Рисунок 13. Элемент блока ручного управления
.3 Устройство автоматического режима
.3.1 С использованием алгебры логики
Устройство автоматического режима реализует полученные ранее логические
функции исполнительных устройств. В качестве реле памяти будем использовать
RS-триггеры КР1533ТР2. Предварительный сброс триггеров будем осуществлять при
включении автоматического режима, используя сигнал, идущий с модуля
переключения режимов.
Рисунок 14. Элемент устройства автоматического режима
3.2 Без
использования алгебры логики
Данная схема формирует сигналы исполнительных устройств, не используя
полученные ранее логические функции. Принцип ее работы заключается в следующем:
сигналы датчиков поступают на мультиплексор DD1 в последовательности, в которой датчики включают или
выключают соответствующее исполнительное устройство. Выходной сигнал
мультиплексора подается на синхронный двоично-кодированный счетчик DD2 с модулем счета 12 (т.к. 6
исполнительных устройств, каждое из которых включается и выключается 1 раз),
который увеличивает счет на 1 при изменении уровня сигнала на счетном входе с
низкого на высокий. Сброс счетчика происходит при формировании на выходе кода
10002=810. Выходной код счетчика подается на адресные
входы мультиплексора DD1,
тем самым разрешая прохождение данных со следующего входа. Также выходной код
счетчика подается на дешифратор DD3,
преобразующий двоичный код в позиционный, управляющий исполнительными
устройствами. Таблица преобразования кода представлена в таблице 24. Схема
представлена на рисунке 15.
Таблица 24 Преобразование кода счётчика.
Выходы счетчика | Выход дешифратора | Участок цикла | Исполнительные устройства | ||||||||
Q3 | Q2 | Q1 | Q0 | ЭМ1 | ЭМ2 | ЭМ3 | ЭМ4 | М | Т | ||
0 | 0 | 0 | 0 | 1 | — | 0 | 0 | 0 | 0 | 0 | 0 |
0 | 0 | 0 | 1 | 2 | 1 | 0 | 0 | 1 | 0 | 0 | 0 |
0 | 0 | 1 | 0 | 3 | 3 | 0 | 0 | 1 | 0 | 0 | 1 |
0 | 0 | 1 | 1 | 4 | 6 | 0 | 0 | 0 | 1 | 0 | 0 |
0 | 1 | 0 | 0 | 5 | 8 | 0 | 1 | 0 | 1 | 0 | 0 |
0 | 1 | 0 | 1 | 6 | 11 | 0 | 0 | 0 | 1 | 0 | 0 |
0 | 1 | 1 | 0 | 7 | 14 | 1 | 0 | 0 | 0 | 0 | 0 |
0 | 1 | 1 | 1 | 8 | 16 | 1 | 0 | 0 | 0 | 1 | 0 |
1 | 0 | 0 | 0 | 9 | 18 | 0 | 0 | 0 | 0 | 0 | 0 |
Через элемент 2И (D6.1)
на вход сброса счётчика поступает сигнал с устройства выбора режима, который
содержит в себе информацию о том, включено ли устройство, автоматический режим,
достаточное ли давление в системе. Если хотя бы одно из условий не выполняется,
то счётчик будет сброшен.
Выбранный нами счётчик КР1533ИЕ5, который считает по заднему фронту
входного сигнала. Поэтому на счётный вход счётчика подаётся сигнал с инверсного
выхода мультиплексора КР1533КП7. Выход «Q3» и «Q4» счётчика
соединены со входом сброса с помощью элемента 2И, что обеспечивает модуль счёта
12.
С помощью 2х мультиплексоров КР1533КП7 на 8 входов, а также логических
элементов был построен 16 входовый мультиплексор (рис.15)
Так как выходы дешифратора К1533ИД3 инверсные, а нам необходимо получить
высокий логический уровень при срабатывании того или иного датчика, подключим к
ним инверторы.
Затем выходы дешифратора через диоды подключаются к исполнительным
элементам, согласно таблице 24.
Рисунок 15.
4 Устройство
выбора режима
.4.1 с
использованием алгебры логики
Представляет собой совокупность двух микросхем КР1533КП16, содержащих по
4 одинаковых двухвходовых мультиплексора (рис. 16). На входы А0, А1, А2, А3
микросхемы DD3 и на вход А0 микросхемы DD4 подаются сигналы с блока ручного
управления. На входы В0, В1, В2, В3 микросхемы DD3 и на вход В0 микросхемы DD4 подаются сигналы с устройства автоматического режима.
Используемые выходы микросхем Y0-Y3 (DD3) и Y0 (DD4) подключены к исполнительным
элементам через усилительный каскад.
Рисунок 16 — Мультиплексор
Вход разрешения (E0) общий. Если на него подать высокий логический
уровень, то уровни сигналов на выходах будут зафиксированы, если низкий —
мультиплексор будет перезаписывать информацию со своих входов на выходы.
Вход адреса (А) одноразрядный. Если на него подать высокий логический
уровень, то сигналы на выход устройства будут перезаписываться с входов А0-А3,
если подать низкий логический уровень, то с входов В0-В3.
Это устройство обеспечивает пропускание сигналов к исполнительным
элементам и блоку индикации либо с датчиков, либо с устройства ручного
управления. Если схема включена, на вход разрешения мультиплексоров подаётся
сигнал низкого логического уровня. Разрешается перезапись значений с входов на
выходы. На вход адреса подаётся сигнал с устройства переключения режимов. Если
включен автоматический режим, то для перезаписи используются входы В0-В3, если
включен наладочный — А0-А3.
.4.2 Без использования алгебры логики
Представляет собой 5 элементов, один из которых показан на рисунке 17.
Рисунок 17. Элемент устройства выбора режима
.5 Блок индикации
Устройство индикации представляет собой набор из 5 светодиодов,
включенных по схеме с общим эмиттером (рисунок 18)
Рисунок 18 — Устройство индикации
Рассчитаем элементы данного устройства.
В качестве светодиода выбираем светодиод АЛ102АМ.
Его максимальный прямой ток Iпр max = 60 мА
.
Максимальное обратное напряжение Uобmax = 2В.
Зададимся прямым током через светодиод равным половине максимального:
Iпр
= ![]() = 30мА
= 30мА
Это есть коллекторный ток транзистора VT1. Выбираем транзистор КТ316А. Его максимальный ток
коллектора Iк max = 50мА .
Минимальный статический коэффициент передачи тока βmin = 20.
Максимальный ток базы:
Iб
max= ![]() =
= ![]() = 2,5 мА
= 2,5 мА
Рассчитаем резистор R2:
R2 = ![]() =
= ![]() = 100 Ом (Е24)
= 100 Ом (Е24)
Рассчитаем резистор R1:
R1 = ![]() =
= ![]() = 1.8кОм (Е24)
= 1.8кОм (Е24)
3.6 Усилительный каскад
Усилительный каскад представляет собой совокупность 5 ключей на
биполярных транзисторах в схеме с общим эмиттером, так как в ней наилучшим
образом используются усилительные свойства транзистора.
Рисунок 19 — Усилительный каскад
Проведём расчёт усилительного каскада. Для этого необходимо задаться
параметрами исполнительных элементов. Решим, что максимальный ток нагрузки Iнmax = 0.1А. Это и есть ток коллектора
транзистора VT1.
Выбираем транзистор КТ603Г: Его максимальный ток коллектора Iк max = 0,3А. Минимальный статический
коэффициент передачи тока βmin = 60.
Максимальный ток базы:
Iб
max= ![]() =
= ![]() = 5 мА
= 5 мА
Рассчитаем резистор R1:
R1 = ![]() =
= ![]() = 820Ом (Е24)
= 820Ом (Е24)
Для того, чтобы избежать эффект «индуктивного броска»
необходимо зашунтировать нагрузку диодом VT1. Диод подбирается так, чтобы он выдержал начальный ток,
равный току в установившемся режиме, после запирания транзистора. Выбираем диод
КД243А:
Максимальный прямой ток Iпр
max = 1А .
Максимальное обратное постоянное напряжение Umax обр = 50 В.
.7 Расчёт источника вторичного питания
Источник вторичного питания — электронное устройство, предназначенное для
преобразования энергии первичного источника электропитания в электроэнергию,
значения частоты, уровня и стабильности которой удовлетворяют требованиям
конкретного электронного изделия.
В нашем случае в качестве первичного источника будет выступать городская
электрическая сеть. Действующее значение напряжения в сети 220 В. ![]()
Так как напряжение в сети переменное, то в качестве устройства
согласования уровня будем использовать трансформатор.
Для питания проектируемого устройства необходимо постоянное напряжение,
поэтому в качестве устройства согласования частоты будем использовать
выпрямитель — диодный мост.
Устройство обеспечения стабильности должно пропускать постоянную
составляющую напряжения и ослаблять переменную. Будет использован фильтр,
коэффициент передачи которого для переменной составляющей существенно меньше,
чем для постоянной.
Нам необходимо получить напряжение 5 В.
Выберем трансформатор ТПК-0.7. Параметры трансформатора в таблице 24:
Таблица 24 — Параметры трансформатора
наименование | Мощность, Вт | Напряжение в первичной | Напряжение во вторичной | Выходной ток, А |
ТПК-0.7 | 0,7 | 220 | 6 | 0,12 |
Выберем предохранитель, подключаемый к первичной обмотке трансформатора.
Таблица 25 — Параметры предохранителя
наименование | Рабочий ток, А | Ном. напряжение, В | Материал |
Н630 | 0,5 | 250 | Стекло |
Амплитудное значение напряжения на выходе трансформатора ТПК-0.7:
![]() .
.
Выберем диодный мост.
Напряжение, прикладываемое к обратно смещённому диоду
![]()
Максимальный, выпрямленный за полупериод, ток должен быть больше
выходного тока трансформатора ![]()
Таблица 26 — Параметры диодного моста
наименование | Максимальное постоянное | Максимальный прямой ток, А | Максимальное прямое |
КЦ412А | 50 | 1 | 1,2 |
На выходе диодного моста получается напряжение:
![]()
Напряжение на выходе диодного моста будет иметь существенные пульсации,
поэтому следует использовать сглаживающий фильтр:
Рисунок 20. Диодный мост с подключённым сглаживающим фильтром
Основным параметром фильтра является коэффициент пульсации выходного
напряжения εвых. Выберем εвых. < 5 %. Амплитуда пульсаций будет
составлять ±3 В.
Так как, проходя через диодный мост напряжение выпрямляется в обоих
полупериодах, то частота пульсаций напряжения ![]() будет равна 100 Гц.
будет равна 100 Гц.
Рассчитаем ёмкость конденсатора С1:
![]()
![]() .
.
Рабочее напряжение конденсатора должно быть больше 7,26 В, полученных на
выходе диодного моста.
Выбранный конденсатор и его характеристики в таблице 27:
Таблица 27 — Параметры конденсатора
наименование | Ёмкость, мкФ | Рабочее напряжение, В | Допуск номинальной ёмкости, |
К50-35 | 680 | 50 | 20 |
Для обеспечения питания микросхем напряжение необходимо выровнять до
уровня 5 В и стабилизировать. Выберем стабилизатор положительного напряжения,
который будет обеспечивать необходимое напряжение.
Выбранный стабилизатор и его характеристики представлены в таблице 28:
Таблица 28 — Параметры стабилизатора
Типовые схемы включения стабилизатора с фиксированным значением выходного
напряжения представлены на рисунке 21:
Рисунок 21. Стабилизатор напряжения
Для устранения самовозбуждения стабилизаторов, их входные и выходные цепи
шунтируются конденсаторами.
Заключение
В ходе работы была разработана схема автоматизации технологического
процесса — установки для глубины контроля отверстия. По этой схеме была
построена циклограмма работы процесса, по которой были разработаны две схемы
электрических принципиальных. Одна из них реализует систему управления
технологическим процессом с использованием логических функций и алгебры логики,
а другая не использует алгебру логики для управления технологическим процессом.
Громоздкость первой схемы по сравнению со второй, а также необходимость
дополнительного вывода логических функций исполнительных устройств,
свидетельствует о нерациональности использования данного подхода для решения
подобных задач.
Список использованной литературы
. Смирнов В. А., Шереметьев А.В. Электроника систем
управления. Часть 2. Цифровая электроника: Учебное пособие. — Челябинск: Изд-во
ЮУрГУ, 2004. — 144с.
. Огарков С.Ю., Виноградова Н.В. Оформление курсовых и
дипломных проектов по специальности 210200 «Автоматизация технологических
процессов и производств»: Учебно-методическое пособие. — Челябинск: Изд-во
ЮУрГУ, 2000. — 54с.
. Шило В.Л. Популярные цифровые микросхемы:
Справочник. 2-е изд., испр. — Челябинск: Металлургия, Челябинское отд., 1989. —
352с.: ил. — (Массовая радиобиблиотека. Вып. 1111).
Управление сверлильным станкоми его наладка
1. Поднять (опустить) стол станка (рис. 104).

Примечание. Подъемом или опусканием стола регулируют положение заготовок относительно сверла.
1. Поднимать и опускать стол всегда в такой последовательности:
— ослабить прижимы клиньев;
— поднять или опустить стол, вращая соответствующую рукоятку;
— закрепить прижимы клиньев.
2. Установить сверло в сверлильный патрон(рис. 105).

Рис. 105
Примечание. В патрон устанавливают сверла, имеющие цилиндрический хвостовик.
Проверить соответствие диаметра сверла размеру патрона.
Специальным ключом развести кулачки патрона так, чтобы хвостовик сверла свободно входил в патрон, протереть хвостовик сверла.
Вставить сверло в патрон так, чтобы оно упиралось хвостовиком в его дно, и ключом прочно закрепить сверло в патроне.
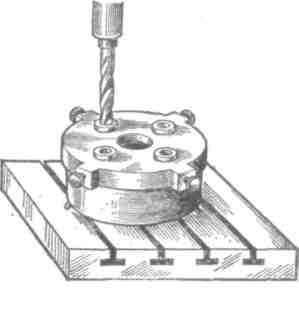
3. Установить сверло (или патрон со сверлом) в отверстие шпинделя станка.
Примечание. Непосредственно в отверстие шпинделя станка устанавливают сверла, имеющие конический хвостовик.
Проверить соответствие номера конуса сверла(патрона) номеру конусаотверстия шпинделя (при необходимости подобрать переходные втулки).
Протереть сопрягаемые поверхности сверла, переходных втулок и шпинделя.
Насадить переходные втулки на хвостовик сверла(патрона).

Вставить сверло (патрон) в отверстие шпинделя так, чтобы лапка хвостовика вошла в прорезь, после этого сильным толчком вверх закрепить сверло (патрон) в отверстие шпинделя (рис. 106).
4. Удалить сверло (или патрон со сверлом) из шпинделя станка. Удалить сверло из переходной втулки.
Вставить клин узким концом в прорезь шпинделя. Придерживая левой рукой сверло (или патрон), наносить молотком легкие удары по широкому концу клина до тех пор, пока сверло (патрон) не выйдет из шпинделя.

Вынимать сверла из переходных втулок таким же способом (рис. 107),
Запрещается:
¾ пользоваться вместо клина хвостовиком напильника;
¾ ударять молотком по сверлу;
¾ удалять сверло без поддержки его рукой;
¾ ударять по переходной втулке для снятия ее со сверла.
5. Установить заготовку на стол станка.
Примечание. Непосредственно на стол устанавливают крупные и тяжелые заготовки. Заготовки средней величины (не более 150×150 мм) закрепляют при сверлении в машинных тисках. Мелкие заготовки при сверлении на настольно-сверлильных станках удерживаются при сверлении ручными тисками.
Тщательно протереть стол станка и основание заготовки, машинных тисков или призм.
Если станок имеет регулируемый стол, установить заготовку так, чтобы плоскость сверления была перпендикулярна сверлу и место сверления находилось вблизи от оси сверла.
Закрепить заготовку на столе прижимами и, перемещая стол, точно отрегулировать положение ее относительно сверла.
Если станок имеет нерегулируемый стол, установить заготовку так, чтобы центр будущего отверстия находился точно против оси сверла, и, не смещая заготовку, закрепить ее на столе прижимами.
Заготовки цилиндрической формы для сверления устанавливают на столе станка на специальных призмах.
При установке заготовок в машинных тисках соблюдать следующие требования:
¾ заготовка должна плотно опираться на подкладки, заложенные на дно тисков, и выступать на 10—15 мм;
¾ плоская поверхность детали, в которой сверлится отверстие, должно быть перпендикулярна сверлу;
¾ заготовка должна быть надежно закреплена(рис. 108).

6. Настроить станок на частоту вращения и подачу (по заданию мастера).
Если на станке есть коробка скоростей и коробка подач, установить рукоятки в соответствующие положения, руководствуясь табличкой настройки, имеющейся на станке.
На станках со ступенчатыми шкивами перебросить ремни на соответствующие ступени шкивов, руководствуясь табличкой настройки, имеющейся на станке.
7. Включитьи выключить станок.
Включать станок поворотом выключателя по часовой стрелке, а выключать— поворотом против часовой стрелки.
При кнопочном пускателе для включения нажать кнопку «Пуск» (черную или белую), а для выключения— кнопку «Стоп»(красную).
Контрольные вопросык инструкционной карте 15
«Управление сверлильным станкоми его наладка»
1. Как поднять и опустить стол сверлильного станка?
2.Для чего после поднятия или опускания стола его нужно закреплять?
3. Как установить сверло с цилиндрическим хвостовиком в сверлильный патрон?
4. Как подобрать конусные переходные втулки по сверлу и отверстию шпинделя сверлильного станка?
5. Как установить сверло с коническим хвостовиком в конусную переходную втулку?
6. Как установить сверлильный патрон или конусную переходную втулку со сверлом в шпиндель сверлильного станка?
7. Каковы причины биения сверла, установленного в шпиндель сверлильного станка?
8. Как удалить сверло, конусную переходную втулку со сверлом или сверлильный патрон со сверлом из шпинделя сверлильного станка? Почему при этом сверло нужно поддерживать рукой?
9. Как извлечь сверло из конусной переходной втулки?
10.Как установить и закрепить заготовку непосредственно на столе сверлильного станка?
11.Какие правила необходимо соблюдать при установке заготовки в машинных тисках?
12.Как проверить перпендикулярность сверла плоскости детали?
13.Как установить на столе сверлильного станка деталь цилиндрической формы?
14.Как настроить сверлильный станок на заданные частоту вращения и подачу?
15.Как включить и выключить сверлильный станок?
БЮДЖЕТНОЕ ПРОФЕССИОНАЛЬНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ ОРЛОВСКОЙ ОБЛАСТИ
«ОРЛОВСКИЙ ТЕХНИКУМ АГРОБИЗНЕСА И СЕРВИСА»
РАССМОТРЕНО УТВЕРЖДАЮ
Цикловой методической Зам. директора по учебной работе
комиссией _______________ Павликова Л.Н.
Протокол № __________ «___» _____________________201__г
от «___» _____________201__г.
_______________ Петухова Е.Г..
Инструкционная карта №15 по МДК:
«Слесарное дело и технические измерения»
Мценск,2022
ИНСТРУКЦИОННАЯ КАРТА 15
§
Упражнения.
1. Сверление на станке.
2. Сверление ручными (электрическими или пневматическими) сверлильными машинами.
3. Заточка и заправка сверл.
Примерные объекты работ: гайки, молотки слесарные с квадратнымбойком, различные заготовки производственного характера, требующие сверления.
Оборудование и инструменты: вертикально-сверлильный станок, настольно-сверлильный станок, заточный станок, сверлильные машины (электрические или пневматические) легкого и среднего типов, сверла разные, молотки слесарные массой 500 г, кернеры, штангенциркули свеличиной отсчета по нониусу 0,1 мм, шаблоны для проверки углов заточки
сверл.
Приспособления и материалы: тиски машинные, тиски ручные, сверлильный патрон, переходные втулки разные, клинья, прижимы, подкладки, кондукторы, упорные кольца, эмульсия, бруски шлифовальные различной зернистости, резиновые перчатки, защитные очки, резиновые коврики.
Упражнение 1 -Сверление на станке
1.Просверлить отверстие насквозь по разметке при ручной подаче сверла.
Примечание. При ручной подаче сверла на вертикально-сверлильном станке рекомендуется сверлить отверстия в заготовках толщиной не более 10 мм. Все работы на настольно-сверлильном станке выполняются при ручной подаче сверла.
Разметить на заготовке отверстие и сделать в центре его глубокое керновое углубление.
Установить заготовку и сверло, настроить станок на соответствующую для данных условий работы частоту вращения шпинделя (число оборотов в минуту).
Подвести сверло к заготовке, переместить машинные тиски с заготовкой на столе станка так, чтобы вершина сверла точно совпала с керновым углублением, поднять шпиндель ивключить станок.
Засверлить пробное отверстиенаглубину 1/з режущей части сверла ипроверить его совпадение с контрольными кернами.
Плавно нажимая на рукоятку подачи, просверлить отверстие насквозь. При выходе сверла из заготовки нажатие уменьшить.
Сталь сверлить с применением охлаждающей жидкости эмульсии, чугун — без охлаждения.
Вывести сверло из отверстия, не останавливая станок.
Выключить станок (рис. 109).

Соблюдать следующие правила безопасности труда:
¾ не сверлить незакрепленную или плохо закрепленную заготовку;
¾ при сверлении убирать волосы под головной убор;
¾ тщательно застегивать обшлага на рукавах;
¾ не сверлить тупым сверлом;
¾ не нажимать сильно на сверло, особенно при сверлении отверстий малых диаметров;
¾ не наклоняться близко к сверлу, чтобы стружка не попала в глаз;
¾ не сдувать стружку ртом;
¾ не отпускать рукоятку сразу после вывода сверла из отверстия, а довести шпиндель до исходного положения плавнымдвижениемрукояткивверх;
¾ не сверлить сталь без охлаждающей жидкости;
¾ если при сверлении слышится скрип, то сверление прекратить, отжечь заготовку и перезаточить сверло.
2. Просверлить отверстие насквозь по разметке при механической подаче.
Примечание. Отверстия диаметром более 30 мм сверлить в два приема: вначале сверлом меньшего, азатем требуемого диаметра.
Установить заготовку и сверло, настроить станок на заданную частоту вращения и подачу.
Включить станок и вручную засверлить пробное отверстие.
Убедившись, что сверло идет по оси, включить механическую подачу.
Соблюдать все правила, указанные для сверления при ручной подаче.
3. Просверлить глухое отверстие по разметке.
Установить заготовку и сверло, настроить станок.
Просверлить отверстие на заданную глубину, применяя для измерения и контроля глубины его один из следующих способов:
¾ извлечь сверло из отверстия, очистить отверстие от стружки и измерить глубину глубиномером штангенциркуля;
¾ определить глубину отверстия по измерительной линейке станка (см. рис. ПО);
¾ использоватьупорстанка;
¾ определить глубину сверления по отметкам на шпинделе станка;
¾ применить упорное кольцо, установленное на сверло (см. рис. 110).

4. Просверлить отверстие по кондуктору.
Вложить заготовкувкондуктор, проверить правильность прилегания ее к кондуктору и плотно закрепить кондуктор на заготовке (или заготовку вкондукторе).
Подобрать сверло, точно соответствующее диаметру втулки кондуктора. Если отверстие сверлится в два рабочих хода, то соответствующим образом подобрать втулки и сверла (рис 111).
Рис. 111
Просверлить отверстие, руководствуясь правилами, указанными выше.
§
Примечание. Прежде чем приступить ксверлению, запомните следующие правила безопасности труда при работе с механизированными инструментами:
¾ категорически запрещается работать электроинструментом без заземления, если рабочее напряжение превышает 36 В;
¾ нельзя браться за вращающиеся части инструмента при включенном двигателе;
¾ если рабочее напряжение превышает 36В, обязательно применять резиновые перчатки и резиновый коврик;
¾ при всяком перерыве в работе двигатель необходимо выключить;
¾ запрещается работать электроинструментом с поврежденной изоляцией токоподводящей проводки;
¾ при необходимости осмотра или мелкого ремонта электроинструмента необходимо отсоединить токоподводящий провод от сети;
¾ присоединять резиновый шланг к пневматическому инструменту следует до того, как открыт кран пуска воздуха из сети в шланг;
¾ после окончания работы пневмоинструментом вначале перекрыть кран от сети, а затем отсоединить шланг от инструмента;
¾ детали и узлы, обрабатываемые с применением механизированных инструментов, должны быть надежно закреплены.
1. Подготовиться к сверлению.
Накернить место сверления, подобрать сверло необходимого диаметра, закрепить сверло в патроне (или в переходной втулке), установить патрон (сверло, втулку со сверлом) в шпинделе сверлильной машины.
Присоединить токоподводящий провод к электросети и заземлить электросверлильную машину (присоединить резиновый шланг к пневмосети).
Нажимая на курок, проверить работу машины на холостом ходу и убедиться в отсутствии биения сверла.
2. Просверлить отверстие до 9 мм сверлильной машиной легкого типа.
Взять сверлильную машину в правую руку. Установить вершину сверлав керновое углубление и, нажимая на курок указательным пальцем, включить двигатель.
Нажимая на рукоятку сверлильной машины, просверлить отверстие в детали. В процессе сверления следить, чтобы ось сверла была перпендикулярна плоскости сверления.
Не выключая сверлильную машину, вывести сверло из отверстия, затем выключить двигатель, отпустив курок.

Отключить сверлильную машину от электрической (или пневматической) сети (рис. 112),
Рис. 112
3. Просверлить отверстие до 15 мм сверлильной машиной среднего типа.
Взять сверлильную машину правой рукой за рукоятку, а левой — за корпус, установить вершину сверла в керновое углубление и, нажимая на курок большим пальцем правой руки, включить двигатель.
Сверлить отверстие, чередуя работу и перерывы для отдыха и охлаждения сверлильной машины. Нажимать на сверлильную машину двумя руками, при выходе сверла из заготовки нажатие ослабить.
Отключить сверлильную машину от электрической (или пневматической)сети(рис. 113).

Упражнение 3–Заточкаизаправка сверл
1. Заточить сверло.
Отрегулировать положение подручника, опустить экран и включить станок.
Взять сверло левой рукой за рабочую часть на расстоянии примерно 15—20 мм от режущих кромок, а правой за хвостовик и подвести его к периферии шлифовального круга так, чтобы режущая кромка была вверху.

Покачивая и поворачивая сверло правой рукой плавными полукруглыми движениями справа налево против часовой стрелки и слегка прижимая его к кругу, заточить одну за другой обе режущие кромки сверла, добиваясь, чтобы затачиваемые поверхности имели правильный наклон и одинаковую форму (рис.114).
2. Проверить правильность заточки и заправить режущие кромки.
Проверить по специальному шаблону:
¾ длину режущих кромок (обе кромки должны быть одинаковой длины);
¾ угол заточки при вершине сверла (должен соответствовать шаблону);
¾ углы между кромками и боковой поверхностью сверла (должны быть одинаковы);
¾ углы заострения кромок (оба угла должны быть равны и соответствовать шаблону)(рис. 115).

Рис. 115
Заправить режущие кромки на бруске.
Контрольные вопросы к инструкционной карте 15
«Сверление на станке и сверлильными машинами»
1: Как организовать рабочее место у сверлильного станка?
2.Как просверлить на сверлильном станке отверстие диаметром 6 мм в стальной детали при ручной подаче сверла? На какую примерно частоту вращения при этом следует настроить станок?
3.Почему при сверлении на сверлильном станке его нужно вначале пустить на холостом ходу, а затем подводить сверло к детали?
4. Определить, руководствуясь таблицами, оптимальные режимы работы сверлильного станка (п— частота вращения, s — подача) по следующим данным:
материал детали — сталь твердостью НВ 180;
сверло диаметром 10 мм из быстрорежущей стали Р9.
5. В какой последовательности сверлить по разметке сквозные отверстия в детали на сверлильном станке при механической подачесверла?
6. Почему отверстие большого диаметра (10 мм и более) сверлят за два рабочих хода?
7.Как проконтролировать глубину сверления на станке глухого отверстия, применяя для этого:
а) глубиномер штангенциркуля?
б) измерительную линейку сверлильного станка?
в) упор станка?
г) отметку на шпиндельной втулке станка?
д) упорное кольцо, устанавливаемое на сверло?
8.Каковы причины «увода» сверла в сторону при сверлении? Как избежать этого?
9.Почему сверло иногда скрипит при сверлении? Как этого избежать? Чем объяснить сильное разогревание стружки и сверла при сверлении?
10.Как просверлить на сверлильном станке отверстие в детали, применяя кондуктор?
11.Каковы причины задиров на поверхности просверленного отверстия?
12.Почему чугун сверлят без смазывающе-охлаждающей жидкости?
13.Каковы основные причины поломки сверл при сверлении?
14.Какие правила безопасности труда необходимо соблюдать при сверлении на сверлильном станке?
15.Как просверлить отверстие сверлильной машиной:
а) легкого типа?
б) среднего типа?
16. Какие правила безопасности труда нужно соблюдать при сверлении отверстий сверлильной машиной:
а) электрической?
б) пневматической?
17.Каковы основные правила заточки спирального сверла?
18.Каким требованиям должно удовлетворять правильно заточенное сверло?
19.Как влияет на качество сверления нарушение правильности заточки сверла:
а) режущие кромки разной длины?
б) угол заточки при вершине меньше (или больше) нормального?
в) углы между режущими кромками и боковой поверхностью сверла разные?
г) углы заострения режущих кромок разные?
20. Какие правила безопасности труданужно соблюдать при заточке сверл?
БЮДЖЕТНОЕ ПРОФЕССИОНАЛЬНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ ОРЛОВСКОЙ ОБЛАСТИ
«ОРЛОВСКИЙ ТЕХНИКУМ АГРОБИЗНЕСА И СЕРВИСА»
РАССМОТРЕНО УТВЕРЖДАЮ
Цикловой методической Зам. директора по учебной работе
комиссией _______________ Павликова Л.Н.
Протокол № __________ «___» _____________________201__г
от «___» _____________201__г.
_______________ Петухова Е.Г..
Инструкционная карта №16 по МДК:
«Слесарное дело и технические измерения»
Мценск,2022
ИНСТРУКЦИОННАЯ КАРТА 16
НАРЕЗАНИЕ НАРУЖНОЙ РЕЗЬБЫ
Упражнения.
1. Нарезание резьбы круглыми плашками.
Примерныеобъекты работ:болты, шпильки.
Инструменты: круглые плашки (неразрезные и разрезные), резьбонакатные плашки, напильники разные с насечкой № 2 и 3, штангенциркули с величиной отсчета по нониусу 0,1 мм,резьбовыекалибры-кольца.
Приспособления и материалы: тиски параллельные, воротки для круглых плашек разные, масло льняное, тавот.
§
1.Подготовить воротокк работе.
Слегка отвернуть все винты на воротке.
Вставить плашку в гнездо воротка так, чтобы клеймо на плашке было наружу, а углубления располагались против стопорных винтов. У разрезных плашек разрез должен быть против среднего винта.

Закрепить плашку в головке воротка стопорными винтами (рис. 135).
Рис. 135
2. Подготовить и закрепить стержень в тисках.
Проверить диаметр стержня, который должен быть на 0,1—0,2 мм меньше наружного диаметрарезьбы.
Для обеспечения врезания опилить на верхнем конце стержня фаску.
Закрепить стержень в тисках вертикально так, чтобы выступающая над губками часть его была на 20— 125 мм больше длины нарезаемойчасти.
3. Нарезать резьбу неразрезной плашкой.
Смазать конец стержня маслом. Наложить плашку на конец стержня так, чтобы клеймо было внизу и, нажимая на корпус воротка ладонью правой руки, левой рукой вращать его за рукоятку по часовой стрелке до полного врезания плашки.
Прорезать стержень на требуемую длину за один рабочийход, вращая плашку за рукоятки воротка по часовой стрелкенаодин-дваоборота и на пол-оборотаобратно (длясреза стружки).Обильносмазатьплашку маслом.
Снятьплашкусостержняобратным вращением (рис. 136)

Проверить качество резьбы наружным осмотром (не допускаются задиры и сорванные нитки резьбы).
4. Нарезать резьбу разрезной плашкой.
Отвернуть крайние регулировочные винты воротка и завернуть плотно средний винт — разжать плашку.
Прорезать стержень на требуемую длину способом, указанным выше, и снять плашку обратнымвращением.
Проверить резьбу резьбовым калибром-кольцом или гайкой и, если гайка или проходное кольцо не навинчивается, прорезать болт еще раз, регулируя размер резьбы регулировочными винтами.
5. Проверить качество резьбы.
Проверить качество резьбы наружным осмотром (не допускаются задиры и сорванные нитки).
Проверить резьбу гайкой (гайка должна навинчиваться легко, но без качания).
Проверить резьбу резьбовым калибром-кольцом (проходное кольцо должно навинчиваться, а непроходное— не навинчиваться) (рис. 137).

Рис. 137
Контрольные вопросы
К инструкционной карте 16
«Нарезание наружной резьбы»
1. Как организовать рабочее место для нарезания наружной резьбы?
2. Как закрепить в воротке круглую плашку:
а) цельную?
б) разрезную?
3.Почему рукоятки воротка делаются одинаковой длины?
4.В каких случаях применяют для нарезания наружной резьбы цельные и разрезные круглые плашки?
5.Какого диаметра должен быть стержень для нарезания на нем резьбы М12?
6.Как подготовить стержень для нарезания на нем резьбы круглой плашкой?
7. Как нарезать на стержне резьбу круглой плашкой:
а) цельной?
б) разрезной?
8. Как проверить качество резьбы, нарезанной на стержне:
а) круглой цельной плашкой?
б) круглой разрезной плашкой?
9. Каковы причины брака при нарезании, наружной резьбы:
а) «рваная» резьба?
б) неполная резьба?
в) перекос нарезанной части стержня?
10.Как получить при нарезании на стержне чистую и точную резьбу?
11.Почему при накатывании резьбы диаметр стержня болта (шпильки) должен быть меньше номинального диаметра (размера) резьбы?
12.Как проверить (рассчитать) диаметр стержня для накатывания резьбы?
13.Как подобрать резьбонакатные ролики?
14.В какой последовательности собрать и отрегулироватьрезьбонакатную плашку?
15.Как произвести накатывание резьбы на болте (шпильке)?
БЮДЖЕТНОЕ ПРОФЕССИОНАЛЬНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ ОРЛОВСКОЙ ОБЛАСТИ
«ОРЛОВСКИЙ ТЕХНИКУМ АГРОБИЗНЕСА И СЕРВИСА»
РАССМОТРЕНО УТВЕРЖДАЮ
Цикловой методической Зам. директора по учебной работе
комиссией _______________ Павликова Л.Н.
Протокол № __________ «___» _____________________201__г
от «___» _____________201__г.
_______________ Петухова Е.Г..
Инструкционная карта №17по МДК:
«Слесарное дело и технические измерения»
Мценск,2022
ИНСТРУКЦИОННАЯ КАРТА 17
НАРЕЗАНИЕ ВНУТРЕННЕЙ РЕЗЬБЫ
Упражнения.
1. Нарезание резьбы в сквозных отверстиях.
2. Нарезание резьбы в глухих отверстиях.
Примерныеобъекты работ: гайки разные, различные производственные заготовки с внутреннимирезьбами (сквозными и глухими).
Оборудование и инструменты: метчики слесарные для метрических и дюймовых резьб разные, зенковки 90 и 120° разные, калибры-пробки резьбовые, сверла разные,штангенциркули с величиной отсчета по нониусу 0,1 мм.
Приспособления и материалы: воротки для метчиков разные, сверлильные патроны, тиски параллельные, масло льняное.
§
1. Подготовить заготовкук нарезанию резьбы.
Подобрать по таблице резьб сверло, соответствующее заданномуразмеру резьбы, и закрепить его в патроне станка.
Разметить заготовку, установить ее на столе сверлильного станка и просверлить насквозь.
Зенковать отверстие на 1,0—1,5 мм Iзенковкой 90 или120° с одной или с двух сторон.
2. Нарезать резьбу в отверстии. Подобрать метчики в соответствии стребованиями чертежа. Смазать рабочуючастьпервого (чернового)метчика маслом и вставить его заборной частью в отверстие строго по его оси.
Надеть на квадрат хвостовика метчикaвороток и, нажимая правой рукойна метчик вниз, левой рукой вращать вороток по часовой стрелке до врезания метчика в металл на несколько ниток.
Нарезать резьбу, вращая метчик за рукоятку воротка по часовой стрелке на один-два оборота и на пол-оборота обратно (для среза стружки) до полного входа рабочей части метчика в отверстие.
Вывернуть метчик обратным ходом и прорезать резьбу вторым (калибрующим) метчиком (рис. 140).

3. Проверить качество резьбы.
Проверить резьбу внешним осмотром (не допускаются задиры и сорванные нитки).

Проверить резьбу резьбовым калибром-пробкой (проходной конец навинчивается, непроходной — не навинчивается)(рис. 141).
Упражнение 2 -Нарезание резьбы в глухих отверстиях
1. Подготовить заготовку к нарезанию резьбы.
Подобрать сверло по таблице резьб, разметить и просверлить отверстие на заданную глубину.
Зенковать отверстие на 1,0—1,5 мм зенковкой 90 или 120°.
2. Нарезать резьбу в глухом отверстии.
Подобрать метчики и закрепить заготовку в тисках.
Нарезать резьбу в отверстии первым метчиком, применяя приемы, указанные в упражнении 1. При этом после каждых двух-трех рабочих оборотов вывертывать метчик из отверстия и очищать отверстия от стружки.

Подобным образом нарезать резьбу вторым метчиком комплекта (рис. 142).
3. Проверить качество резьбы.
Ввернуть в нарезанное отверстие контрольный болт или шпильку.
Если болт (шпилька) ввертывается легко (без качания) до дна — отверстие нарезано правильно
Еслиболтввертываетсяоченьтрудно или совсемне ввертывается, прорезать отверстиевторымметчиком повторно.
Точную резьбу проверитькалибром.
Контрольные вопросы 17
«Нарезание внутренней резьбы»
1. Как организовать рабочее место для нарезания внутренней резьбы?
2. Каким сверлом нужно просверлить отверстие для нарезания в нем крепежной резьбы:
а) M 12?
б) 1/2″?
3. Как подготовить отверстие для нарезания в нем резьбы?
4.Как нарезать резьбу:
а) в сквозном отверстии?
б) в глухом отверстии?
5.Как просверлить резьбу нарезанную:
а) в сквозном отверстии?
б) в глухом отверстии?
6. Как получить при нарезании в отверстии чистую и точную резьбу?
7. Какие правила следует соблюдать, чтобы не сломать метчик?
8. Для чего применяется смазка при нарезании резьбы?
Нужно ли применять смазку при нарезании резьбы в чугунной детали? Если нет, то почему?
9. Предложите способ нарезания резьбы в
сквозном отверстии на сверлильном станке.
10. Почему метчики изготавливаются из углеродистой, а не из легированной стали, как сверла? Ведь метчики, как и сверла, — режущие инструменты.
БЮДЖЕТНОЕ ПРОФЕССИОНАЛЬНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ ОРЛОВСКОЙ ОБЛАСТИ
«ОРЛОВСКИЙ ТЕХНИКУМ АГРОБИЗНЕСА И СЕРВИСА»
РАССМОТРЕНО УТВЕРЖДАЮ
Цикловой методической Зам. директора по учебной работе
комиссией _______________ Павликова Л.Н.
Протокол № __________ «___» _____________________201__г
от «___» _____________201__г.
_______________ Петухова Е.Г..
Инструкционная карта 18 по МДК:
«Слесарное дело и технические измерения»
Мценск,2022
ИНСТРУКЦИОННАЯ НАРТА 18
РАСПИЛИВАНИЕ И ПРИПАСОВКА
Упражнения.
1. Подготовка заготовок.
2. Распиливание проемов.
3. Распиливание отверстий.
Примерные объекты работ: ключи для резцедержателя, ключи гаечные, воротки для метчиков нераздвижные, рукоятки кранов, молотки слесарные, шаблоны и контршаблоны для заточки резцов, различные производственные детали с отверстиями и проемами.
Инструменты, приспособления, оборудование и материалы: напильники разных профилей, размеров и номеров, надфили разные, вращающиеся фигурные напильники, разметочный инструмент (циркуль разметочный, чертилки, кернер), штангенциркуль с величиной отсчета по нониусу 0,1 мм, линейки измерительные и лекальные, сверла разные, зубила слесарные, крейцмейсели, просечки, молотки слесарные, угольники плоские 90°, выработки и вкладыши разные, сверлильный станок, сверлильные ручные машины, тиски параллельные, мел, лак.
§
1.Разметить заготовку.
Разметить контур проема или отверстия по чертежу.
У заготовок толщиной более 3 мм наметить центры отверстий для высверливания контуров так, чтобы просверленные отверстия не доходили до линии разметки на 0,2—0,3 мм и между ними оставались перемычки не более 0,2—0,3 мм.
Заготовки толщиной менее 3 мм разметить для вырубки проемов или отверстий.
При разметке руководствоваться следующими правилами:
¾ квадратные или треугольные проемы и отверстия размером не более 10—12 мм высверливать одним сверлом;
¾ проемы и отверстия размером более 12 мм обсверливать по контуру.
Накренить линии разметки контура и центры отверстий (рис. 157).

2.Высверлить, обсверлить или вырубить проемы и отверстия.
Просверлить размеченные отверстия насквозь сверлами соответствующих диаметров, соблюдая все правила сверления.
Вырубить размеченные проемы или отверстия с припуском на обработку 1,5—2 мм.
3. Удалить высверленную часть заготовки.
Удалить высверленную часть заготовки, руководствуясь следующими рекомендациями:
¾ у заготовок толщиной до 8 мм высверленную часть вырубить зубилом с обеих сторон, а у заготовок толщи- ной более 8 мм — крейцмейселем, просечкой или распилить вращающимся напильником;
¾ длинные и узкие отверстия вначале прорубить или распилить на одном конце, а затем вырезать ножовкой;
¾ при выполнении работы следить за тем, чтобы не выйти за линию разметки (рис. 158).

Упражнение 2 -Распиливание проемов
1. Распилить проем, образованный прямыми линиями.
Опилить контур начерно по разметке, оставляя припуск на окончательную обработку 0,2—0,3 мм на сторону.
Опилить контур начисто, проверяя размеры штангенциркулем,углы — выработками.
Опилить углы проема надфилем. Навести продольный штрих и притупить кромки(рис. 159).

2. Распилить проем, образованный прямыми и кривыми линиями.
Опилить контур начерно по разметке, оставляя припуск на окончательную обработку 0,2—0,3 мм на сторону.
Опилить начисто части проема, образованные прямыми линиями.
Опилить начисто криволинейную часть проема, проверяя кривизну шаблоном.
Опилить углы проема надфилем. Нанести продольный штрих и притупить кромки (рис. 160).

Рис. 160
Упражнение 3 -Распиливание отверстий
1. Распилить отверстие, образованное прямыми линиями.
Концом напильника или вращающимся напильником распилить отверстие со всех сторон так, чтобы в него вошел весь напильник.
Распилить отверстие начерно с припуском на отделку 0,2—0,3 мм на сторону.
Опилить начисто все стороны отверстия, проверяя размеры штангенциркулем, а углы — выработками. При особо точном распиливании отверстие проверить на просвет вкладышем.

Опилить углы отверстия надфилем. Нанести на гранях продольный штрих. Притупить кромки (рис. 161).
Опилить контур отверстия начерно по разметке, начиная с плоских частей и заканчивая закруглениями.
Опилить отверстие начисто, соблюдая ту же последовательность и пользуясь штангенциркулем, шаблоном-вкладышем и выработками для проверки размеров и формы отверстия.
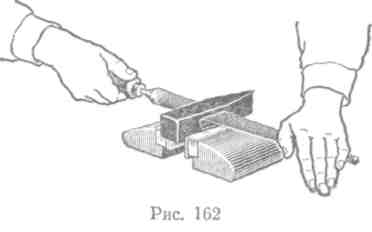
Притупить кромки отверстия (рис. 162).
Контрольные вопросы к инструкционной карте 18
«Распиливание и припасовка»
1. Какими способами можно удалить часть металла детали для получения в ней контура (проема или отверстия), подлежащего распиливанию:
а) если деталь толщиной менее 3 мм?
б) если деталь толще 3 мм, а проем или
отверстие размерами не более 12X12 мм?
в) если деталь толще 3 мм, а размеры проема или отверстия больше 12X12 мм?
2.Какие правила необходимо соблюдать при разметке на детали контура, проема или отверстия, подлежащего распиливанию?
3.Как распилить проем, контур которого образован:
а) прямыми линиями?
б) прямыми и кривыми линиями?
4. В какой последовательности производить распиливание отверстия, контур которого образован:
а) прямыми линиями?
б) прямыми и кривыми линиями?
5.Как с помощью шаблона убедиться в правильности распиливания проема и отверстия симметричной формы?
6.Как отделывать углы при распиливании проемов и отверстий?
7.В чем сущность припасовки деталей?
8.В какой последовательности производить припасовку двух сопряженных друг с другом деталей?
9.Почему симметричный шаблон нужно изготавливать обязательно совместно с контршаблоном?
10.В какой последовательности обычно обрабатывают шаблоны и контршаблоны (проймы и вкладыши), имеющие прямолинейные стороны?
11.Какую сторону шаблона и контршаблона (проймы и вкладыша) выбирают как базовую?
Для чего нужна базовая сторона?
12.По каким признакам судят о правильной припасовке симметричных шаблона и контршаблона (проймы и вкладыша)?
13.Какими инструментами отделывают углы в проймах и вкладышах?
14.Какими инструментами проверяют углы в проймах и вкладышах?
15.Как отделывают шаблон и контршаблон (пройму и вкладыш) при их припасовке?
БЮДЖЕТНОЕ ПРОФЕССИОНАЛЬНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ ОРЛОВСКОЙ ОБЛАСТИ
«ОРЛОВСКИЙ ТЕХНИКУМ АГРОБИЗНЕСА И СЕРВИСА»
РАССМОТРЕНО УТВЕРЖДАЮ
Цикловой методической Зам. директора по учебной работе
комиссией _______________ Павликова Л.Н.
Протокол № __________ «___» _____________________201__г
от «___» _____________201__г.
_______________ Петухова Е.Г..
Инструкционная карта №19 по МДК:
«Слесарное дело и технические измерения»
Мценск,2022
ИНСТРУКЦИОННАЯ КАРТА 19
КЛЕПКА
Упражнения.
1. Подготовка деталей к клепке.
2. Склепывание деталей с образованием потайной замыкающей головки.
3. Склепывание деталей с образованием полукруглой замыкающей головки.
4. Клепка пневматическим клепальным молотком.
Примерные объекты работ: учебные пластины, детали ножовочного станка, производственные детали.
Инструменты и оборудование: молотки слесарные массой 500— 600 г, разметочный инструмент (циркуль разметочный, чертилка, кернер), штангенциркуль с величиной отсчета по нониусу 0,1мм, линейки измерительные, сверла разные, зенковки угловые разные, напильники разные с насечкой № 2, и 3, ножовки слесарные, сверлильный станок, сверлильные машинки (пневматические и электрические) легкого и среднего типа, пневматические клепальные молотки.
Приспособления и материалы: обжимки разные, поддержки разные, тиски ручные, натяжки разные, заклепки 0 5—8 мм стальные или алюминиевые с полукруглыми и потайными головками, струбцины.
§
1.Разметить заклепочный шов.
Для клепки внахлестку разметить шов только на одной детали.
Для клепки встык разметить накладку.
При разметке соблюдать шаг между заклепками tи расстояние от центра заклепки до кромки детали а: однорядный шов t=3d, a=l,5d, двухрядный шов t=4d, a=l,5d, где d— диаметр заклепки (рис. 171).

Рис. 171
2. Просверлить отверстия и зенковать места под головки заклепок.
Подобрать сверло, соответствующее диаметру заклепки. Диаметр сверл подобрать по табл. 5.

Совместить детали и сжать их вместе ручными тисками или струбцинами.
Просверлить по разметке отверстия под заклепки в обеих деталях одновременно.
Зенковать места (гнезда) под потайные головки заклепок на глубину, равную 0,8 диаметра заклепки (рис 172).

Упражнение 2 — Склепывание деталейс образованием потайнойзамыкающей головки
1. Выполнить клепку заклепками с потайными закладными головками.
Примечание. При выполнении приемов клепки рекомендуется работать вдвоем: один поддерживает склепываемые детали, другой выполняет клепку.
Подобрать заклепки (длина стержня заклепки берется в зависимости от суммарной толщины склепываемых деталей и с учетом, чтобы на образование потайной замыкающей головки осталась часть стержня длиной, равной 0,8—1,2 d).
Наложить детали друг на друга, в крайние отверстия вставить заклепки и положить детали на плиту (или упереть закладную головку в плоскую поддержку).
Осадить детали в месте клепки натяжкой до плотного их прилегания.
Осадить стержень крайней заклепки бойком молотка, расплющить заклепку носком и выровнять головку снова бойком молотка.
Расклепать подобным образом другую крайнюю заклепку, а затем и остальные заклепки(рис. 173).

2. Выполнить клепку заклепками с полукруглыми закладными головками.
Клепку выполнять с соблюдением всех указанных выше рекомендаций, упирая закладную полукруглую головку в сферическую поддержку.
Упражнение 3 -Склепывание деталейс образованием полукруглойзамыкающей головки
1. Выполнить клепку заклепками с полукруглыми закладными головками.
Подобрать, заклепки (длина стержня заклепки берется в зависимости от суммарной толщины склепываемых деталей с учетом, чтобы на образование полукруглой замыкающей головки осталась часть стержня длиной, равной 1,25—1,5 d).
Наложить детали друг на друга, в крайние отверстия вставить заклепки и упереть закладную головку в сферическую поддержку.
Осадить детали в месте клепки натяжкой до плотного их прилегания.
Осадить стержень крайней заклепки бойком молотка, расплющить и боковыми ударами придать головке полукруглую форму. С помощью сферической обжимки придать замыкающей головке окончательную форму.

Расклепать подобным образом вторую крайнюю заклепку, а затем и остальные (рис. 174).
2. Выполнить клепку заклепками с потайными закладными головками.
Клепку выполнять с соблюдением всех указанных выше рекомендаций, упирая закладную головку в плиту или плоскую поддержку.
§
Выполнить клепку клепальным молотком.
Примечание. Клепка клепальным молотком выполняется вдвоем: один упирает поддержкой закладную головку заклепки, другой расклепывает замыкающую головку клепальным молотком.
Присоединить клепальный молоток к резиновому шлангу от сети сжатого воздуха, открыть кран от сети и, нажимая на курок, проверить работу молотка вхолостую.
Зажать склепываемые листы с просверленными отверстиями в тиски.
Вставить заклепку в отверстие и упереть закладную головку в углубление поддержки.
Установить в ствол пневматического клепального молотка обжимку, взять молоток правой рукой за рукоятку, а левой за ствол и установить обжимку на выступающий конец стержня заклепки.
Включить молоток и оформить замыкающую головку заклепки, слегка поворачивая молоток с обжимкой вокруг головки заклепки.
Таким же образом расклепать остальные заклепки.
После окончания работы перекрыть кран от сети сжатого воздуха и только после этого отсоединить резиновый шланг от молотка (рис.175).
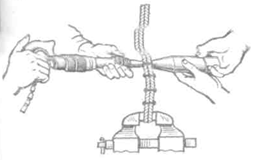
Рис. 175
Контрольные вопросык инструкционной карте 19
«Клепка»
1. Как организовать рабочее место для клепки:
а) вручную?
б) пневматическим клепальным молотком?
2. Как разметить заклепочный шов:
а) однорядный внахлестку?
б) однорядный встык?
3. Каким сверлом сверлить отверстия под заклепки диаметром 6 мм?
4.Какие правила нужно соблюдать при сверлении отверстий для склепывания двух стальных листов:
а) внахлестку?
б) встык?
5. Какой длины заклепку диаметром 6 мм нужно взять для склепывания двух стальных листов толщиной по 5 мм:
а) с образованием потайных головок?
б) с образованием полукруглых головок?
6. В какой последовательности склепывать вручную два стальных листа с образованиемпотайной замыкающей головки:
а) заклепками с потайными закладным: головками?
б) заклепками с полукруглыми закладными головками?
7. В какой последовательности склепывать вручную два стальных листа с образованием полукруглой замыкающей головки:
а) заклепками с полукруглыми закладными головками?
б) заклепками с потайными закладными головками?
8. Какое свойство твердого тела используется при выполнении заклепочных соединений?
9. Как выполнять клепку пневматическим клепальным молотком?
10. Какие правила безопасности труда нужно соблюдать при клепке:
а) вручную?
б) пневматическим клепальным молотком?
11. Каковы причины брака при клепке:
а) перекос заклепки?
б) склепанные листы неплотно прилегают друг к другу?
в) неполная замыкающая головка?
г) неполное заполнение раззенкованнойчастидетали?
БЮДЖЕТНОЕ ПРОФЕССИОНАЛЬНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ ОРЛОВСКОЙ ОБЛАСТИ
«ОРЛОВСКИЙ ТЕХНИКУМ АГРОБИЗНЕСА И СЕРВИСА»
РАССМОТРЕНО УТВЕРЖДАЮ
Цикловой методической Зам. директора по учебной работе
комиссией _______________ Павликова Л.Н.
Протокол № __________ «___» _____________________201__г
от «___» _____________201__г.
_______________ Петухова Е.Г..
Инструкционная карта №20 по МДК:
«Слесарное дело и технические измерения»
Мценск,2022
ИНСТРУКЦИОНННЯ КАРТА 20
СКЛЕИВАНИЕ
Упражнения.
1. Подготовка к склеиванию.
2. Склеивание деталей.
Примерные объекты работ: тормозные барабаны, детали с трещинами, детали, армируемые резиной и теплоизоляцией и т. п.
Материалы и приспособления: клеи БФ-2, 88Н, ЭДП; ацетон, бензин, кисточки, струбцины.
Упражнение 1 – Подготовка к склеиванию
1. Подобрать клей в зависимости от склеиваемых материалов и назначения клеевого соединения, руководствуясь следующей таблицей 6.

2. Подготовить места склеивания.
Очистить места склеивания от грязи, ржавчины, следов жира и масла, просушить. Для обезжиривания использовать при склеивании клеем: БФ-2 —ацетон, 88Н —бензин, ЭДП — ацетон.
§
1. Нанести клей на места соединения.
Клей БФ-2 и 88Н наносить тонким равномерным слоем кисточкой или поливом и просушить. После высыхания первого слоя таким же образом нанести второй слой.
Режим сушки:
| БФ-2 | 1 ч при температуре20°С,«до отлипа» |
| 88Н | первая сушка 10 — 15 миннавоздухе,вторая -3 — 4 мин |
| Клей ЭДП | Наноситьв один слой и не подсушивать |
2. Соединить склеиваемые детали и выдержать под давлением.
Соединить детали и прижать их друг к другу струбциной.
При соединении деталей следить за точным их совпадением и плотным прилеганием друг к другу.
Режим выдержки:
| БФ-2 | 50 — 60 мин при температуре 140 — 160°С или 3 — 4 сут при температуре16 -20° С |
| 88Н | 24 — 48 ч при температуре 16 — 20° С под грузом |
| Клей ЭДП | 2 — 3 сут при температуре 16 — 20° С, 1 сут при температуре 40° С |
После выдержки очистить швы от подтеков клея.
При выполнении склеивания соблюдать следующие правила безопасности труда:
1. Работы по склеиванию проводить вхорошо проветриваемом помещении или под вытяжным колпаком.
2. Не допускать попадания клея на руки, пользоваться резиновымиили полиэтиленовыми перчатками.
3. Рабочие места на верстаке покрывать плотной бумагой, которую уничтожить после окончания работы.
4. После работы тщательно вымыть руки горячей водой с мылом.
5. Клей 88Н, ацетон и бензин — огнеопасны. Хранить их в герметически закрытой таре и в помещении для огнеопасных материалов.
Контрольное вопросык инструкционной карте 20
«Склеивание»
1.В каких случаях и для чего применяются клеи при выполнении слесарных работ?
2. Каким образом подготовить детали для склеивания?
3. Каковы режимы подсушки клея перед процессом склеивания? Почему при склеивании эпоксидным клеем ЭДП клей наносится и один слой и не подсушивается? Как определить готовность слоя клея БФ-2?
4. Каковы режимы выдержки клеевых соединений, выполненных с применением клеев:
а) БФ-2?
б) 88Н?
в) ЭДП?
5. Какие правила безопасности труда нужно соблюдать при склеивании?
БЮДЖЕТНОЕ ПРОФЕССИОНАЛЬНОЕ ОБРАЗОВАТЕЛЬНОЕ
УЧРЕЖДЕНИЕ ОРЛОВСКОЙ ОБЛАСТИ
«ОРЛОВСКИЙ ТЕХНИКУМ АГРОБИЗНЕСА И СЕРВИСА»
РАССМОТРЕНО УТВЕРЖДАЮ
Цикловой методической Зам. директора по учебной работе
комиссией _______________ Павликова Л.Н.
Протокол № __________ «___» _____________________201__г
от «___» _____________201__г.
_______________ Петухова Е.Г..
Инструкционная карта №21 по МДК:
«Слесарное дело и технические измерения»
Мценск,2022
ИНСТРУКЦИОННАЯ КАРТА21
ОПИЛИВАНИЕ КРИВОЛИНЕЙНЫХПОВЕРХНОСТЕЙ
Упражнения.
1. Опиливание выпуклых поверхностей.
2. Опиливание вогнутых поверхностей.
3. Обработка криволинейных поверхностей механизированным инструментом.
Примерные объекты работ: угольники, барашковые гайки и хвостовики, слесарные ножовки, шаблоны разметочные, молотки слесарные, различные производственные заготовки с криволинейными поверхностями.
Оборудование и инструменты: напильники тупоносые плоские, круглые, полукруглые длиной 250—300 мм с насечкой № 2, разметочный инструмент (циркуль разметочный, чертилка, кернер), радиусомер, линейки измерительные, опиловочно-зачистной станок с набором инструмента к нему, ручные сверлильные машины легкого или среднего типа. Приспособления: тиски параллельные, тиски ручные, шаблоны разные.
Упражнение 1 -Опиливание выпуклых поверхностей
1.Опилить цилиндрический стержень, закрепленный в горизонтальном положении (рис. 97).

Закрепить стержень в тисках так, чтобы обрабатываемая часть выходила из губок тисков слева или справа.
Опилить стержень, соблюдая следующую балансировку напильника:начало рабочего хода — носок напильника опущен вниз, рукоятка поднята вверх;
середина рабочего хода — напильник расположен горизонтально;
конец рабочего хода — носок напильника поднят вверх, рукоятка опущена вниз.
При опиливании периодически освобождать стержень из тисков и поворачивать его на небольшой угол (75—’/е оборота).
Применяя указанный прием, производят также опиливание выпуклых поверхностей обрабатываемых деталей, например бойка и носка молотка, рукоятки гаечного ключа и т. п.
2. Опилить цилиндрический стержень, закрепленный в вертикальном положении (рис. 98).

Закрепить стержень в тисках перпендикулярно губкам.
Опилить стержень, соблюдая следующую балансировку напильника:начало рабочего хода — носок напильника направлен влево;
конец рабочего хода — носок напильника направлен вперед.
При опиливании периодически освобождать стержень из тисков и поворачивать его на небольшой угол (1/6 – 1/5оборота).
3. Опилить выпуклую поверхность детали толщиной 3—5 мм (рис. 99).

Разметить заготовку по чертежу.
Вырубить заготовку с припуском на обработку 2—3 мм.
Опилить заготовку на многогранник, не доходя до линии разметки на 0,5 мм.
Опилить выпуклую поверхность заготовки поперечным штрихом с припуском на отделку 0,1—0,2 мм.
Отделать выпуклую поверхность заготовки продольным штрихом, проверяя контур ее шаблоном на просвет.
§
1. Опилить вогнутую поверхность большого радиуса кривизны.
Разметить заготовку.
Закрепить заготовку втисках так, чтобы вогнутая часть была сверху.
Опилить вогнутую поверхность закругленной частью полукруглого напильника с припуском на отделку 0,1—0,2 мм, во время рабочего хода вперед смещать напильник по опиливаемой поверхности вправо или влево, слегка поворачивая его.
Отделать вогнутую поверхность продольным штрихом (рис. 100).
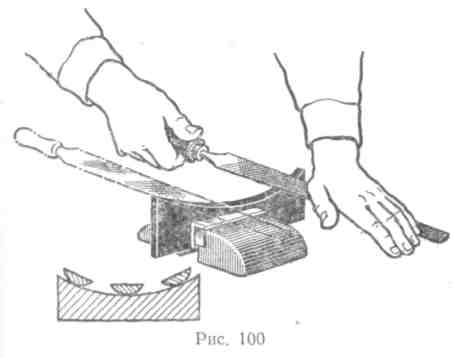
Опилить заготовку по разметке, делая напильником во время рабочего хода вращательное движение вокруг его оси (рис. 101).

3. Проверить радиус закругления шаблоном или радиусомером.
Кривизну большого радиуса проверить соответствующим шаблоном на просвет.
Кривизну малого радиуса проверить шаблоном или радиусомером на просвет (рис. 102).

Упражнение 3 — Обработка криволинейныхповерхностей механизированныминструментом
Обработать поверхность фрезой-шарошкой, круглым фигурным вращающимся напильником, шлифовальной головкой (рис. 103).
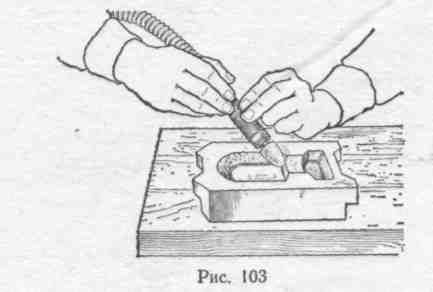
Примечание. Фрезами-шарошками снимают большой слой металла или выполняют грубую зачистку поверхностей и заусенцев; фигурные круглые напильники применяют для точной обработки; шлифовальными фасоннымиголовками выполняют окончательную зачистку обработанных поверхностей. Форму инструмента выбирают в зависимости от конфигурации обрабатываемой поверхности.
Вставить хвостовик режущего инструмента в инструментодержатель опиловочно-зачистного станка.
Включить двигатель и проверить работу станка на холостом ходу.
Обработать поверхность до требуемой чистоты, проверяя профиль соответствующими шаблонами.
Обработку поверхности круглыми фасонными вращающимися напильниками можно производить, закрепив их в патрон ручной сверлильной машины мощностью не менее 0,5 кВт.
Контрольные вопросык инструкционной карте 21
«Опиливание криволинейных поверхностей»
1. В каких случаях при опиливании цилиндрических стержней их закрепляют в тиски:
а) горизонтально?
б) вертикально?
2. Какова балансировка напильником при
опиливании цилиндрического стержня, закреп
ленного в тисках:
а) горизонтально?
б) вертикально?
3.Как располагать на напильнике кисть левой руки при опиливании цилиндрических стержней, закрепленных в тисках вертикально?
4. В какой последовательности опилить выпуклую поверхность детали толщиной 5 мм по разметке?
5. Как опилить вогнутую поверхность:
а) большого радиуса кривизны?
б) малого радиуса кривизны?
6.Как проверить радиус кривизны при
опиливании:
а) выпуклых поверхностей?
б) вогнутых поверхностей?
7. Как добиться равномерного просвета между опиливаемой криволинейной поверхностью и шаблоном?
Как обработать фасонную криволинейную поверхность с применением механизированных инструментов?




