 Станки дома
Станки дома Важные технические характеристики
Подбирать трубогибочный станок нужно с учетом его конструкции и технических характеристик. Главные из них – диаметр и толщина стенок трубы, они могут составлять максимум 75 мм и 6 мм соответственно. Но при работе с трубами от 50 мм их нужно предварительно заполнить песком. Обычно в комплектацию трубогибов входят несколько оправ под изделия разного размера.
Степень деформации определяется углом изгиба – 90 — 220 градусов. Давление, которое оказывает трубогиб на заготовку, называется максимальным усилием на штоке, и составляет 8-12 тонн.
Видео












Выбор по типу привода
- Ручные — самые мобильные и компактные. Они работают по принципу рычага. Подходят для деформации труб диаметром до дюйма. Востребованы на мелкосерийном производстве, при выездных монтажных работах.
- Гидравлический — имеет механизм, сходный по действию с домкратом или гидропрессом. Он позволяет значительно увеличить давление на штоке, чтобы работать с изделиями диаметром 2-3 дюйма. Популярны такие установки на стройплощадках, при прокладке водопроводов, изготовлении каркасных конструкций.
- Электроприводный трубогиб профильной трубы – мощное производственное оборудование для мебельной, машиностроительной и транспортной промышленности. Обладает большой силой и скоростью работы.
Запчасти для гибочных станков, купить в москве, каталог и цены
Реализуемые нами товары — это профессиональное, надежное и долговечное оборудование. Обращаясь к нам, вы можете быть уверены, что приобретаете сертифицированную и высококачественную продукцию, ведь мы работаем только с ведущими зарубежными и отечественными производителями. Выбрать запасные части и оснастку к гибочным станкам вы можете самостоятельно или обратившись за помощью к квалифицированным специалистам компании «STANEW».
§
§
§
§
§
§
Как выбрать
Планируя покупку трубогиба необходимо оценивать основные технические характеристики:
- Максимальный профиль трубы, мм
- Тип профиля трубы: квадратный, прямоугольный, круглый
- Радиус гиба, мм
- Диаметр гиба, мм
- Развиваемое усилие, тонн
- Скорость гибки
- Выбор дополнительной оснастки
- Размеры станка, мм
Звоните и покупайте трубогибочный станок в компании «РуСтан». Большой выбор отличного качественного оборудования по доступной цене! Доставка в Москве и по России, возможен самовывоз. Цены и условия продажи станков можно уточнить по телефону 7 (495) 249-49-90!
Способы гибки
- арбалетный: по способу действия напоминает древнее стрелковое оружие, где роль стрелы выполняет шток с оправкой требуемой конфигурации, который давит между двумя роликами, на которых лежит труба. Может сгибать трубы до 90 градусов;
- пружинный: в основном используется в монтаже систем кондиционирования;
- сегментный: труба гнется вокруг сегмента-оправки необходимого диаметра трубы, а также радиуса гиба;
- дорновый: трубогиб с ЧПУ, применяется в массовом производстве и обеспечивает высокую точность сгиба.
Трубогибочные станки и профилегибочные станки для гибки труб (профилей) способом вальцовки.
Профилегибочные станки (3-х роликовые вальцевые трубогибы) предназначенные для гибки труб и специальных профилей в кольца сегментные дуги и спирали с заданным шагом подъема витка спирали. Эти трубогибы работают с профилями из любого материала — стали, нержавеющей стали, алюминия, меди, титана и их сплавов.
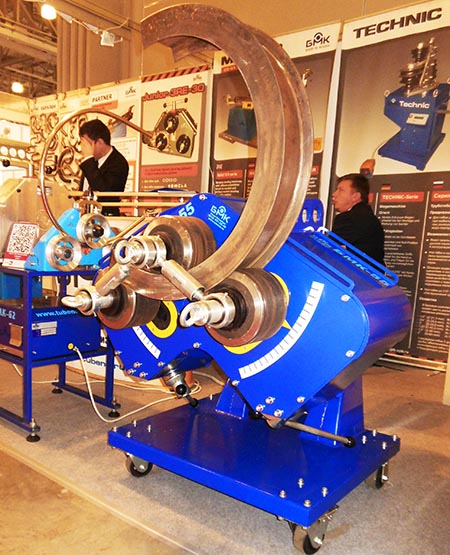 Профилегиб RE-80 серии БМК-55У — гибка двутавра на выставке
Профилегиб RE-80 серии БМК-55У — гибка двутавра на выставке
Работу таких трубогибов и профлегибов следует разделить на два этапа:
Первый этап — создание на трубогибочном станке преднатяга — задать кривизну ,радиус гиба трубы. Это может осуществляться путем приложения усилия средним подвижным роликом на трубу опирающуюся на два крайних ролика, либо путем приложения усилия на трубу через два крайних, подвижных ролика на трубу опирающуюся на средний ролик;
Второй этап — непосредственно гиб трубы, осуществляемый за счет силы трения между ведущими роликами профилегиба и изгибаемой трубой, где труба силой трения увлекается в направлении вращения ведущих роликов и изгибается на радиус заданной кривизны (преднатяга).
Если при гибке трубы или профиля на трубогибочных и профилегибочных станках не удается получить требуемый радиус гиба за один прогон, то операции первого и второго этапов повторяются до получения требуемого радиуса гиба на изделии.
На трубогибочных вальцах минимальный радиус гиба труб для очень толстостенных труб составляет- 5, для толстостенных-10, для тонкостенных более 10 диаметров труб.
Особо внимание следует уделять работе по первому этапу, так как от количества ведущих роликов и силы трения на них зависит усилие создаваемое для задания кривизны (радиуса) гиба трубы.
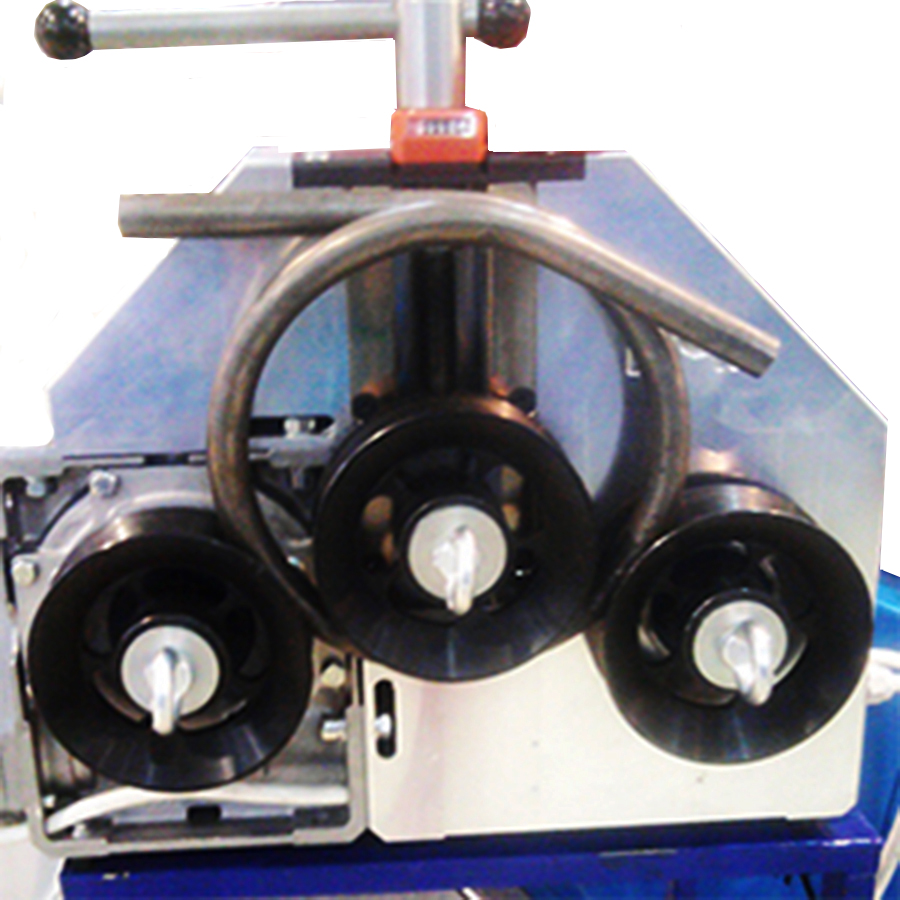 Трубогиб RE-30 серии JUNIOR — гибка трубы в кольцо
Трубогиб RE-30 серии JUNIOR — гибка трубы в кольцо
Для гибки черного металла трубогибочные вальцы оснащаются стальными гибочными роликами, а для гибки полированных труб- роликами из капролона. Однако, применение капролоновых роликов возможно только на трубогибах производства ООО «Балтийской Машиностроительной Компании» — 3RE-60 (БМК-55)
Качественная гибка труб на трубогибах и профилегибах обеспечивается соответствием ручьев гибочных роликов типоразмеру трубы. Применение наборных роликов удешевляет стоимость оснастки, но резко снижает качество гибов, особенно на тонкостенных и полированных трубах.
Трубогибочные станки работающие способом наматывания
Трубогибы и трубогибочные станки, работающие способом наматывания наиболее часто используются для гибки труб в авиационной и космической промышленности, автомобилестроении, тракторостроении, во всех сферах машиностроения, а так же при производстве мебели.
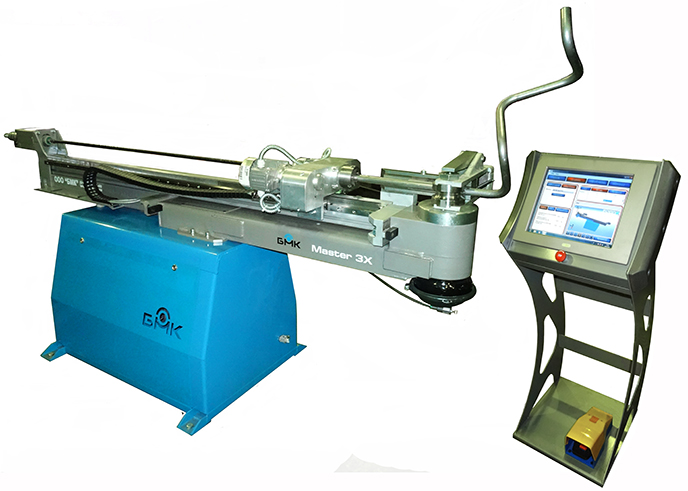 Автоматический трубогиб СЕ-51 серии MASTER.3X
Автоматический трубогиб СЕ-51 серии MASTER.3X
Трубогибочные станки, работающие способом наматывания, из-за высокой производительности, чаще применяется при массовом, крупносерийном и серийном производствах, однако и при штучном и при экспериментальном производствах этот метод гибки труб позволяет получить превосходные результаты.
Полуавтоматический трубогиб СЕ-51 серии MASTER
Принцип действия трубогиба работающего способом наматывания состоит в том, что труба одетая на дорн трубогибочного станка зажимом прижимается к ручью гибочного ролика, который вместе с зажимом поворачиваясь вокруг оси тянет за собой трубу, наматывая её на гибочный ролик, по радиусу ручья гибочного ролика, до требуемого угла гиба.
Автоматический трубогиб СЕ-51 MASTER.3X — гибка трубы на выставке
Следует отметить, что выдвижением дорна на трубогибе регулируется показатель овальности трубы в месте ее изгиба. В практике ООО “БМК” были случаи когда, при дорновой гибки труб способом наматывания , достигалось значение овальности (изменения сечения ) трубы не более 0,2- 0,3%.
Трубогибы, производства ООО «БМК», практически всегда при дорновой гибке труб на радиус гиба от 2D, обеспечивают овальность трубы в месте ее гиба не более 4%,что является достаточным для любых изделий, будь то ракеты, самолеты, автомобили или любые другие технически сложные механизмы.
Автоматический трубогиб СЕ-51 серии MASTER.3X в работе на выставке
Трубогиб работающий способом наматывания может работать, как с дорном так и без дорна.
Ручной трубогиб СМ-30/3 PARTNER
Дорновые трубогибы и трубогибочные станки позволяет гнуть тонкостенные трубы на радиус гиба от 2 диаметров трубы, а толстостенные – от 1,5 диаметра труб, без образования гофр, с качеством гиба отвечающим требованиям космической и авиационной отрасли, атомной тепловой энергетики и общего машиностроения.
Бездорновые трубогибы и трубогибочные станки обеспечивает гиб только толстостенных труб на радиус более 3÷4-х диаметров трубы, а при бездорновой гибке тонкостенных труб, на указанные радиусы гиба, в процессе гибки на трубе всегда образуются заломы либо гофра.
Дорновые трубогибы, дорновые трубогибочные станки и дорновые трубогибочные машины работающие способом наматывания позволяют гнуть тонкостенные трубы в разных плоскостях с прямым участком между гибами от 1,5 диаметров трубы, а при наличии специальной оснастки прямой участок может быть сокращен до 0,1 диаметра трубы.
Оснастка для дорнового трубогиба состоит из:
- Гибочного ролика, с ручьем под конкретный типоразмер трубы, с жестко фиксированным диаметром ролика;
- Зажим трубы, с ручьем под конкретный типоразмер трубы;
- Вставка либо ролики скользящего башмака под конкретный типоразмер трубы;
- Дорн (может быть жестким или гибким) под конкретный типоразмер и материал трубы;
- Складкоразглаживатель (только для тонкостенных труб при маленьких радиусах гиба), под конкретный типоразмер трубы совмещенный с конкретным диаметром гибочного ролика.
Оснастка автоматического трубогиба СЕ-51 серии MASTER.3X
Оснастка для бездорнового трубогиба работающего способом наматывания аналогична оснастке дорнового трубогибочного станка за исключением того, что в комплекте оснастки для бездорнового трубогиба отсутствуют дорн и складкоразглаживатель.
В настоящее время в мире производится большое количество моделей трубогибочных станков, трубогибочных машин и различных трубогибов работающих способом наматывания, но сравнительный анализ возможностей, надежности работы (безотказности, долговечности, ремонтопригодности), простоты изготовления оснастки, удобства, простоты эксплуатации и обслуживания, производительности, стоимости и сроков изготовления несомненно выводит в лидеры производителя трубогибов — Балтийскую Машиностроительную Компанию, изготавливающую весь спектр дорновых и бездорновых трубогибочных автоматов, трубогибочных полуавтоматов и ручных трубогибов для трех координатной, пространственной гибки труб.
Трубогибочные станки работающие способом обкатки
Трубогибы и трубогибочные станки, работающие способом обкатки широко применяются в строительной отрасли , а так же при мелкосерийном и штучном производствах. Принцип работы трубогибов, работающих способом обкатки заключается в прижатии трубы к ручью неподвижного гибочного ролика обкаточным роликом.
 Трубогиб бездорновый RE-60 серии TECHNIC
Трубогиб бездорновый RE-60 серии TECHNIC
Способом обкатки, гнутся только толстостенные трубы, (например на трубогибах, типа RE-60 TECHNIC, с наружным диаметром до 60 миллиметров) на осевой радиус гиба не менее 3,5D, при этом изменение сечения формы (овальность) трубы в месте гиба может составлять до 10-12 %.
В тех случаях когда необходимо изготовить простые детали с одним или несколькими гибами, к которым не предъявляется требований по качеству гиба — сохранению сечения трубы в месте гиба, сохранению геометрии и пространственных параметров изделия применимы трубогибочные станки и трубогибы работающие способом обкатки, так как такие трубогибы относятся к группе наиболее дешевых и простых трубогибочных станков.
Трубогибы для гибки труб на двух опорах
При выполнении работ по прокладке и ремонту трубопроводов непосредственно на строительной площадке, в стесненных условиях, в подвалах и т.д., широко применяются трубогибы арбалетного типа, принцип работы которых заключается в приложении изгибающего усилия гибочным сегментом на трубу лежащую на двух опорах.
Изгибающее усилие на гибочный сегмент может подаваться от гидравлического, пневматического, электрического или механического источника энергии. Этот тип трубогибов предназначен для штучных гибов труб в стесненных условиях. Качество гибов труб, на таких типах трубогибов, и повторяемость геометрии пространственных деталей, ни коем образом не отвечает требованиям промышленного производства.
В настоящей статье мы рассмотрели способы гибки труб получившие наибольшее распространение. Другие способы гибки труб применяются крайне редко или требуют больших затрат на производство специальных трубогибочных станков при их низкой производительности.
Данная статья про способы гибки труб и профилей на трубогибах и профилегибах — интеллектуальная собственность ООО «Балтийской Машиностроительной Компания» Любое копирование этой статьи полное или частичное являеся нарушением авторских прав владельца.
Похожие записи:
 Сверлильный станок Витязь 2Н125Л — купить в Москве, цена | Диам Алмаз
Сверлильный станок Витязь 2Н125Л — купить в Москве, цена | Диам Алмаз  Кинематическая настройка токарно-винторезного станка 1К62 для нарезания резьбы
Кинематическая настройка токарно-винторезного станка 1К62 для нарезания резьбы  Электроэрозионные станки: проволочно-вырезные станки с ЧПУ и копировально-прошивные, другие виды и принцип их работы
Электроэрозионные станки: проволочно-вырезные станки с ЧПУ и копировально-прошивные, другие виды и принцип их работы  Характеристики консольно-фрезерных станков
Характеристики консольно-фрезерных станков