 Станки дома
Станки дома Введение
Станки с ЧПУ (числовым программным управлением) – это автоматизированные станки-роботы, которые могут производить операции по заданной программе без непосредственного участия человека. Такие станки являются важной частью современной автоматизации, применение которой необходимо для сохранения рентабельности и получения прибыли предприятиями, так как является важным условием обеспечения качества и скорости производства.
В этой статье мы рассказываем о том, какие бывают станки с ЧПУ, приводим классификацию их видов и описываем возможности.
Основные типы станков с чпу
Станки с ЧПУ обычно подразделяются по способам обработки материала.
- Сверлильные устройства: работают путем вращения и перемещения сверла вокруг и в контакте с блоком исходного материала.
- Токарные станки: в противоположность сверлильным устройствам, токарные станки вращают блок сырьевого материала против головки бура.
- Фрезерные станки: предусматривают использование вращающихся режущих инструментов для удаления материала из заготовки.
- Электрическая и химическая обработка. Существует ряд новых технологий, в которых используются специальные методы резки материала. Примерами являются электронно-лучевая обработка, электрохимическая обработка, электроэрозионная обработка (EDM), фотохимическая обработка и ультразвуковая обработка.
- Другие режущие инструменты. Существует ряд других новых технологий, в которых для обработки заготовки используются различные материалы. Примеры включают станки для лазерной резки, машины для кислородной резки, станки для плазменной резки и машины водоструйной резки.
Станки с числовым программным управлением могут работать практически с любым сырьем: алюминий, латунь, медь, сталь, титан, дерево, стекловолокно, пластмассы, полипропилен.
Компоненты осей ЧПУ
Каждая ось станка содержит следующие компоненты:
Направляющие оси
Вал винтовой передачи
Мотор оси
- Концевой датчик
Направляющие фрезерного станка с ЧПУ
Направляющие фрезерного станка с ЧПУ должны выполнять три основных задачи:
Движение в направлении заданной оси. Тут основную роль играет низкий коэффициент трения.
Обеспечить точное перемещение, исключая вибрации и люфты. Основное требование — качество направляющих и каретки.
Направляющая должна воспринимать и гасить вторичные нагрузки. Основное требование — жесткость.
В зависимости от формы профиля различают несколько видов линейных направляющий, в их числе:
Концевой датчик или «концевик» Оси
Концевой датчик для фрезерного станка с ЧПУ
Концевой датчик, или «концевик» сообщают фрезерному станку с ЧПУ, когда он достигает предела перемещения по оси. Обычно он нужен для двух целей:
Положение «дом»: это нулевая координата, точка отсчета «0» для текущей оси.
Лимит оси: противоположное от нулевой координаты положение инструмента на заданной оси
В большинстве станков используется один концевик на ось, и это датчик нулевого положения. Лимиты движения по осям задаются программно.
Первое, что нужно сделать, когда мы включаем станок — это отправить его в «дом» или позицию нуль. Моторы приводят в движение каретки станка по координатам до концевиков, и встает в так называемое домашнее положение.
У концевиков есть погрешность повторяемости, которая обычно определяется конструкцией датчика и используемыми компонентами. Это значит, что каждый раз отправляя станок в «дом», оси останавливаются с некоторым отклонением, предположим с погрешностью в 0.1 мм.
Допустим, мы выключили станок на ночь, и включили утром, что бы продолжить работу. Отправив станок в дом, мы получили отклонение по оси 0.1 мм. Единственный возможный вариант — вручную перенастраивать станок с помощью щупа, что отнимает значительное время.
Единственный способ свести на нет большую погрешность — использовать более дорогие датчики. Наименее точными считаются механические концевики, открытые оптические — поточнее. Так же возможно использование в качестве концевика датчика Холла, который дает погрешность порядка 0.01мм.
Каталог фрезерных станков с ЧПУ 5 осей
Каталог фрезерных станков с ЧПУ 4 оси
Каталог фрезерных станков с ЧПУ 3 оси
Что ж, а на этом у нас все! Надеемся статья была Вам полезна.
Приобрести станки с ЧПУ, 3D принтеры, расходные материалы к ним и другое оборудование, задать свой вопрос, или сделать предложение, вы можете, связавшись с нами:
Блок управления станком
Блок управления станком — ключевой элемент в конструкции станка с ЧПУ, он отдаёт команду узлам и анализирует результат работы, выполняя такие функции:
- Обработка данных, полученных с устройства для ввода;
- Формирование кодов для управления узлами станка;
- Обработка сигналов обратной связи;
- Выполнение дополнительных действий (смена режущего инструмента и т.д.).
В чем разница между сервомотором и шаговым двигателем?
Основное различие состоит в том, что сервомоторы имеют замкнутый контур, а шаговые двигатели — разомкнутый
К сервомотору прикреплено устройство, называемое энкодером.
В случае шагового двигателя контроллер сообщает ему, что нужно переместить шаг, и он просто должен предположить, что так и произошло.
В большинстве случаев так и происходит, но изредка, обычно из за превышения нагрузки на валу, двигатель теряет шаги. Потерянные шаги влияют на точность станка с ЧПУ. Энкодер сервопривода отслеживает подобные потери и корректирует положение вала, пока оно не будет соответствовать заданному.
Сервомоторы также работают лучше в том смысле, что они производят мощность в более широком диапазоне и часто на более высоких оборотах. В результате имеем лучшую точность позиционирования, динамику разгона и отсутствие снижения момента при высоких скоростях.
Тогда как обычный шаговый двигатель обеспечивает точность перемещения рабочей оси в районе 0.01 мм, сервомотор дает 0.002 мкм.
У сервомоторов есть и минусы. В первую очередь — необходимость регулярно обслуживать и менять узлы. Так же сервомоторы станка должны быть оснащены дополнительной защитой при экстренной остановке. Цена на сервопривод гораздо выше, чем на шаговый двигатель.
Возможная продукция
Область использования различных деревообрабатывающих станков с ЧПУ чрезвычайно широка. Они применяются при изготовлении рекламной продукции, упаковки, мебели, при производстве, игрушек, фурнитуры, дизайнерских изделий для интерьера и т.п.
Из наиболее распространённых областей применения можно отметить следующие:
Раскрой листов для изготовления элементов вывесок, из оргстекла или других полимерных материалов. Надписи на древесине и фанере, которая используется в качестве сувенирной продукции: брелоки, подставки под стаканы и чашки для кофе, меню в кафе, канцелярские наборы и многое другое;
Меню для кафе
Очень широко применяется фрезеровка на станках ЧПУ в мебельном производстве. С её помощью изготавливают как отдельные конструкционные детали мебели, так и различную фурнитуру и декоративные элементы.
Оригинальная мебель, все элементы которой сделаны на станке с ЧПУ
Также при помощи фрезера с ЧПУ выполняют отделку мебельных фасадов.
Оборудование с ЧПУ является идеальным средством производства сложных декоративных элементов используемых в дизайне интерьеров.
Декоративные элементы для украшения интерьера
Достоинства и технические ограничения
Использование станков с ЧПУ по дереву даёт массу преимуществ, из которых специалисты выделяют следующие наиболее важные:
Автоматизация производственного процесса, ограничивающая воздействие человеческого фактора. Станок самостоятельно выполняет основные действия по обработке детали:
- Выбор рабочего инструмента — при наличии револьверной головки;
- Перемещение рабочего инструмента с оптимальной интенсивностью и заданной точностью;
- Контроль скорости и при необходимости изменение направления и скорости вращения шпинделя.
- Это обеспечивает высокое качество детали или изделия.
Точность обработки. Использование ЧПУ позволяет минимизировать отклонения от требуемых размеров обрабатываемые детали. Некоторые модели позволяют достичь стопроцентной точности при постоянной повторяемости процессов. Что практически невозможно, если обработку осуществляет оператор на ручном оборудовании.
Высокая скорость выполнения операций — основной критерий производительности. Использование станков с ЧПУ значительно снижает время простоя оборудования, а также ускоряет все процессы, исключив необходимость систематической остановки устройств для выполнения промежуточных замеров.
Гибкость производства. Чтобы перейти от выпуска одной детали к другой, независимо от сложности её формы, количества и разнообразия процессов обработки, необходимо просто заменить программу.
Снижение потребности в расходных материалах. Режущий инструмент эксплуатируется в оптимальном режиме, что существенно повышает его ресурс. Это приводит к дополнительной экономии средств и снижении себестоимости продукции.
- Однако, использование станков с ЧПУ имеет определенные недостатки технические ограничения:
- Высокая стоимость, определяющая необходимость крупных первоначальных инвестиций;
- Высокие требования к квалификации персонала, осуществляющего техническое обслуживание или необходимость привлечения внешних специалистов из специализированных организаций;
- Обеспечение приемлемых условий эксплуатации: температура, влажность, запыленность;
- Необходимость переквалификации или наём нового инженерного персонала, осуществляющего разработку и проектирование деталей.
Исполнительный механизм
Исполнительный механизм в станке с ЧПУ — это узлы, которые обеспечивают обработку детали. Рабочий стол отвечает за перемещение детали в горизонтальной плоскости, а шпиндель — за перемещение инструмента в вертикальной. Для обеспечения работы механизма необходимы двигатели и ходовые винты.
Используемые материалы
Из самого названия понятно, что основным назначением деревообрабатывающего станка с ЧПУ является определённое воздействие на древесину. Однако, большинство оборудование такого типа является более универсальным. Всего помощью можно обрабатывать композитные материалы на основе древесины: фанеру, OSB, ДСП / ЛДСП, МДФ и т.п.
При этом необходимо помнить, что для полимерных изделий существуют совершенно иные пороги термического воздействия. Что должно отражаться в программах по обработке этого материала. Некоторые производители указывают соответствующие допуски в стандартном программном обеспечении, которое поставляется в комплекте. Для других типов оборудования данные показатели необходимо вывести эмпирически.
Процесс создания резной ножки
Как устроены и работают станки с чпу
Нынешний уровень развития технологического прогресса, вкупе с высоким потреблением и соответствующим спросом, ставит различным производствам все новые и новые планки относительно количества и качества выпускаемой ими продукции. Требуемые сегодня объемы уже невозможно обеспечить не прибегая к всесторонней автоматизации.
В результате одним из главных новшеств за последнее десятилетие стало широкое внедрение станков с ЧПУ — станков с числовым программным управлением.
Задача повышения эффективности машиностроения может быть решена на основе комплексной механизации и автоматизации производственных процессов, улучшения структуры парка металлообрабатывающего оборудования, за счет внедрения станков с программным управлением, промышленных роботов, автоматических линий и комплексов, т. е. возможности быстрой переналадки оборудования при переходе на различные виды продукции.
Промышленный робот (автоматический манипулятор с программным управлением) является автоматической машиной (стационарной или передвижной), состоящей из исполнительного устройства в виде манипулятора, имеющего несколько степеней подвижности, и перепрограммируемого устройства программного управления для выполнения в производственном процессе двигательных и управляющих функций.
Подробнее про роботов:
Классификация промышленных роботов
Виды промышленных роботов в современном производстве
Автоматизация управления любым объектом заключается в подчинении движения этот объекта определенным требованиям, обеспечивающим наилучшее выполнение им своего целевого назначения. Такая организация движения объекта реализуется посредством устройств автоматического управления — управляющих машин, к которым относятся и системы программного управления.
Программное управление заключается в том, что требуемые режимы движения какого-либо управляемого объекта заранее рассчитываются и фиксируются в соответствующих хранителях информации — органах памяти. Процесс управления сводится к воспроизведению объектом движений, зафиксированных данной программой.
Программное управление – управление с помощью систем, обеспечивающих быстрый переход на любую программу работы путем набора ее или записи условным кодом на программоносителе, с помощью которого она вводится в устройство управления.
Числовое программное управление станком – управление обработкой заготовки на станке по управляющей программе (УП), в которой данные заданы в цифровой форме.
Системы числового программного управления (ЧПУ) строятся на базе аппаратных и программных средств, ориентированных на применение микропроцессоров и современных микро-ЭВМ с периферийным оборудованием, на применении быстродействующего автоматизированного электропривода, обеспечивающего воспроизведение программных траекторий движения, а также системах автоматизированного проектирования, подготовки и отладки системного и прикладного программного обеспечения.

Внешний вид УЧПУ модели WinPCNC
Итак, ЧПУ (числовое программное управление) представляет собой по сути компьютеризированную систему управления механизмами станка, использующую для выполнения тех или иных поставленных задач определенные машинные команды. Данная технология позволила многим предприятиям резко повысить их производственные мощности и параллельно понизить себестоимость выпускаемой продукции.
Программирование порядка и режима работы станка с ЧПУ осуществляется при помощи наборов специальных функций и алгоритмов, понятных цифровой системе управления. Количество и качество подаваемых системе управления команд, а также особенности программирования каждого станка, зависят как от профессионализма оператора, так и от возможностей конкретного станка, которые могут быть изначально ограничены его конструкцией.
Многие фрезерные станки, например, допускают программирование движения рабочего инструмента, но при этом вовсе не допускают движения рабочего стола. Другие станки допускают выполнение большего количества программируемых действий, поэтому и у оператора простор для управления оказывается шире. Иногда все что нужно от оператора — вовремя менять заготовки и следить за износом рабочего инструмента, а со всем остальным справится программа.
Устройство станков с ЧПУ
В конструкцию станка с ЧПУ входит несколько узлов, каждый из которых, будучи частью целого, имеет свое функциональное назначение. Могут присутствовать дополнительные узлы, вносящие в систему агрегата индивидуальные особенности. Допустим, токарный станок с ЧПУ имеет следующие основные узлы: основание, станина, шпиндельная бабка, задняя бабка, резцовая головка, приводы передач, датчик нарезания резьбы, панель управления.

Основание — это литая прямоугольная деталь, на которой установлена станина, и которая обеспечивает станку прочность и вибростойкость. Станина — главная деталь токарного станка, объединяющая все его узлы и механизмы. Она состоит из пары стенок, жестко соединенных поперечными элементами.
На станине есть направляющие, кроме того здесь закреплена коробка передач и задняя бабка. По направляющим могут перемещаться задняя бабка и суппорт с фартуком, в зависимости от вида рабочего инструмента. В шпиндельной бабке находится подшипниковый узел, благодаря данной конструкции заготовка фиксируется и вращается.
Резцовая головка автомат предполагает последовательную установку режущих инструментов в рабочее положение. Привод передач главного движения, поперечной и продольной передачи.

Электродвигатели предают вращение ротора, которое, благодаря шарико-винтовым парам, преобразуется в линейное перемещение узлов. Задняя бабка удерживает центр обрабатываемой заготовки. Датчик нарезания резьбы располагается на шпиндельной бабке. Панель управления предназначена для комфортной работы оператора и для контроля за процессом. Панелей управления может быть несколько.
Программирование нерегулируемых приводов шпинделей сводится к включению, выключению и переключению соответствующих контакторов. Для этого достаточно записать сигнал команд «включено» и «выключено».
Регулирование скорости главных шпинделей оказывается необходимым чаще всего для того, чтобы обеспечить обработку металла с оптимальной скоростью резания. В этом случае необходимо регулировать угловую скорость так, чтобы окружная скорость, с которой происходит резание, имела постоянное оптимальное значение.
Программирование управления приводами подач является значительно более важной и сложной задачей, так как оно обеспечивает выполнение главной функции станка — образование формы изделия.
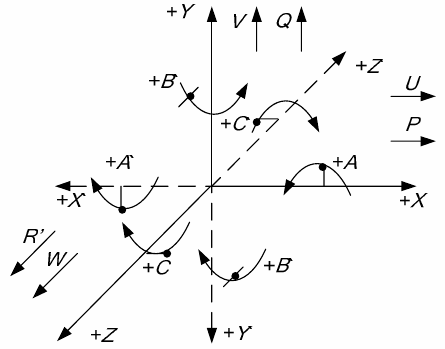
Стандартная система координат станков с ЧПУ
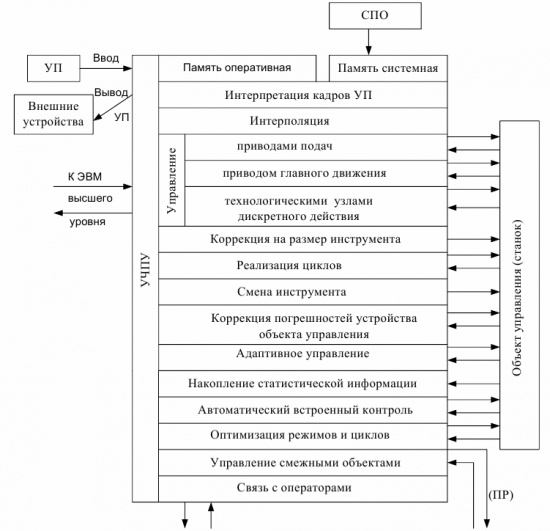
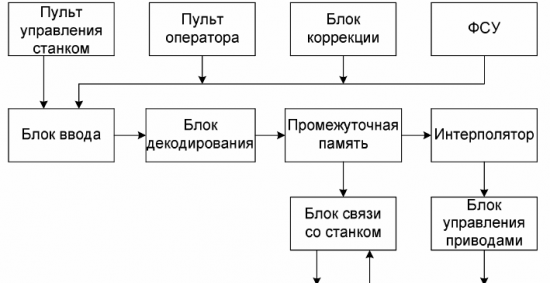
Функциональная схема управления станком с ЧПУ
Схемная реализация алгоритмов УЧПУ класса NC (SNC)

Архитектура системы ЧПУ класса PCNC-1 фирмы Allen Bradley
Преимущества станков с ЧПУ
Главное и очевидное достоинство станка с ЧПУ, по сравнению с обычным станком, заключается в высочайшем уровне автоматизации производства, что позволяет минимизировать вмешательство человека в процесс изготовления детали.

Станок с ЧПУ по определению способен работать автономно и практически непрерывно, не уставая, круглосуточно, причем качество продукции не будет от этого падать. Если бы работу выполнял человек, он бы устал, потребовалось бы сменять токаря, вездесущий человеческий фактор, ошибки и т. д. Здесь этого нет. Оператор только подготавливает станок к работе, ставит и снимает детали, налаживает инструмент. Один человек способен обслуживать таким образом несколько станков.
Далее следует отметить высочайшую гибкость станков с ЧПУ. Для изготовления разных деталей от оператора требуется лишь изменить рабочую программу станка. Причем программа всегда готова к исполнению неограниченное число раз, при этом программу не нужно каждый раз редактировать.
Высокая точность и повторяемость зависят уже не от подготовленности оператора, а от качества применяемой программы. Это огромный плюс, по сравнению с обычными станками, позволяющий выпускать тысячи идентичных по форме и качеству деталей, причем без снижения этого качества.
Некоторые детали невозможно изготовить вручную на обычном станке в силу сложности или дороговизны, а на станке с ЧПУ — это только вопрос подбора соответствующей программы. В результате станки с ЧПУ предоставляют человеку возможность качественно и быстро получить деталь практически любой сложности и принципиально в любом количестве. Только есть одно условие — изготавливаемая деталь должна быть предварительно спроектирована при помощи компьютера.
Смотрите также:
Электроприводы станков с ЧПУ
Электрооборудование сверлильных станков с ЧПУ
Электрооборудование токарных станков с ЧПУ
Андрей Повный, FB, ВК
Классификация станков с чпу по типу привода
Основная функция станка с ЧПУ состоит в том, чтобы обеспечить автоматическое и точное управление движений его элементов, таких как платформа, шпиндель и т. д. Приводы используются для обеспечения управляемого движения компонентов станка с ЧПУ.
Приводная система состоит из приводных двигателей и шарико-винтовых передач. Блок управления посылает интенсивные управляющие сигналы для активации приводных двигателей, которые, в свою очередь, вращают шарико-винтовые передачи, чтобы установить платформу станка в требуемое положение или вызвать вращение шпинделя.
Приводы, используемые в станках ЧПУ, бывают разных типов, таких как
электрические, гидравлические и пневматические.
Комплектующие
Набор комплектующих для оборудования с ЧПУ напрямую зависит от его типа. Однако есть детали общие для принципиальной конструкции таких станков:
- Станина — в зависимости от габаритных размеров оборудования может быть как напольной, так и настольной;
- Портал — комплект направляющих по которым рабочая часть перемещается в двух- трёхмерной оси координат;
- Силовые агрегаты — представляют собой сервоприводы, приводящие в движение портал, а также электродвигатель передающей вращательное движение шпинделю;
- Различные механические детали: рельсовые направляющие, валы, подшипники, муфты и т.п.;
- Контроллер управления — коммуникационная плата, на которой осуществляется запись программы, я датчики контролирующие работу устройства;
- Источники питания.
Коробчатые направляющие и ласточкин хвост
Направляющие данного вида отличаются лишь профилем сечения, принцип работы же у них одинаков. После точной подгонки данные направляющие крепятся к станине станка, становясь её непосредственной частью. Движение осуществляет каретка, точно подогнанная по размеру к профилю рельсы. Минусом данных типов направляющих является сложность замены рельсы и подгонки к ней размеров каретки в случае износа.
Данные направляющие чаще всего изготавливаются из чугуна, потому что он обладает хорошими свойствами с точки зрения скользящего контакта металл-металл.
Лучшие компактные станки с чпу
Оптимальные станки для небольшой мастерской и общего знакомства с технологией.
Характеристики:
Миниатюрный станок для работ по дереву, пластику, полимерным и композитным материалам. Легко поместится на верстак в любой мастерской. Идеален для создания сувениров, небольших декоративных и рекламных изделий.
Пример изделия, произведенного на станке SolidCraft:
Также выпускается в модификации 6090, с увеличенной до 60 на 90 см площадью обработки. Фрезера с ЧПУ с такой площадью хватит на более внушительные изделия.
Характеристики:
- Размер рабочего поля: 300 x 500 мм
- Мощность лазера: 50 Вт
- Скорость гравировки: 800 мм/с
- Скорость резки: 300 мм/с
- Скорость перемещения луча: 800 мм/с
- Тип лазерного излучения: СО2
- Точность гравировки: 0,05
- Тип охлаждения: водяной
- Поддерживаемые материалы: картон, бумага, дерево, фанера, МДФ и ДСП, паронит, резина, акрил и оргстекло, ПЭТ, полистирол, двухслойные пластики, Rowmark, монолитный поликарбонат, мех, ткани, кожа, кожзам
- Специализация: резка, гравировка
- Цена: 226 637 рублей
https://www.youtube.com/watch?v=dcM5Z4LBneI
Лазерный гравер-резак для работы с листовым материалом незаменим, когда требуется с высокой точностью вырезать множество мелких деталей, что может быть применено где угодно — в рекламном производстве, в искусстве, в производстве сувениров и игрушек, создании предметов быта — украшений интерьера, деталей осветительных приборов.
Образец изделий, изготовленных на ЧПУ-станке LaserSolid:
Фрезер Roland SRM-20
Характеристики:
Закрытый настольный станок, обеспечивающий защиту пользователя от шума и опилок, используется как правило ювелирами.
Образец изделия, изготовленного на ЧПУ-станке Roland SRM-20:
Обзор комплектующих для самостоятельной сборки чпу станка или наши руки не для скуки
Тема достаточно специфическая, но давно собирался выложить подобный краткий обзор, да и часто просят в сообщениях.
Приведу перечень основных комплектующих для ЧПУ-самоделок: фрезеров, принтеров, граверов и т.п., на примере самодельного мини-фрезера
Давно интересуюсь темой ЧПУ и сопутствующей информацией и мониторю стоимость «настольных» аппаратов на рынке, например, CNC1610 или CNC2418. На первый уже были пару обзоров на муське (обзоры на CNC1610 от Kirich и от sav13). На CNC2418 обзора здесь еще не было, обзоры на других ресурсах не утешающие. Если что, цифры в названии это рабочая зона станка. Хотя зная китайских товарищей — это скорее габарит станка.
Ну а если серьезно говорить, то рыночная стоимость подобных комплектов для сборки сильно завышена. Я не готов отдавать под $300 за подобный набор. А вот собрать его своими руками раза в три дешевле — пожалуйста! Для сравнения на фото слева CNC1610, справа CNC2418. На последний любят навешивать дополнительно лазерную головку.
К слову, иметь подобный настольный ЧПУ станочек, который всегда будет «на подхвате» при изготовлении печатных плат и небольших поделок, это большой плюс для домашнего мастера.
Так вот, в свое время озадачился сборкой, и даже собрал фанерный станок. Теперь собираю из профиля 2020. Набор комплектующих примерно одинаковый как для фанерного, так и для CNC2418. Постараюсь ничего не упустить и дать полный список комплектующих.
Как правило, нужно купить набор направляющих: рельсы или полированные валы, ходовые винты (чаще всего Т8, ремни типа GT2-6 могут устанавливаться в лазерные станки, в фрезер не желательно), двигатели Nema17, шпиндель (чаще всего двигатель постоянного тока типа RS775 или мощнее) и различная мелочевка типа подшипников, суппортов, метизов. Вопрос электроники отдельный: кто-то пользуется платами Arduino Nano/Uno CNC Shield, кто-то Mega Ramps, есть варианты более серьезных комплектов под Mach3.
Цены привожу с бангууда, так как надоело покупать по 1 лоту у разных продавцов с Али и ждать кучу посылок, приходящих в разное время. Цены сравнимые с Али, где-то дешевле, где-то удобнее применитьпоинты, набитые с акции. В итоге получил одну большую посылку с комплектухой. Также привожу ключевые слова для самостоятельного поиска, если нужно найти подобное на Али или Тао.
Теперь по порядку. Получил посылку разной комплектухи для станочной механики.
Направляющие полированные валы.
Linear Shaft (Rod). Еще встречается Optical Axis (полированная ось). Бывают на 5-6-8-10-12-16-20 мм. Актуальный диаметр 8 мм. На 16-20 мм лучше использовать круглые рельсы типа SBR16 или SBR20, так как они имеют поддержку. Валы разного диаметра используются, например, в принтере Ultimaker (6-8-10 мм). Валы на 12мм — в оси Z для принтера ZAV 3D.
На фото 6 мм, 8 мм, 12 мм.
Валы 8 мм. Брал часть в размер (они с фасками), часть резал сам
Есть большой лот с выбором валов от 5 мм до 12 мм и длин 300-600 мм
Отдельными лотами бывает чуть дешевле. Я стараюсь брать длину или в размер или значительно больше, чтобы самостоятельно напилить из одного вала 2-3 отрезка нужного размера.
Вот рез торцевой пилой. Желательно потом зачистить, снять фаску.
Вал 8х300
Вал 8х600
Вал 8 мм с длинами 300…500 мм
Вал 8 мм с длинами 100… 350 мм
Удобно, если подбирать в размер. Да и периодически на разные лоты делают акции, если не спешно собирать станок, можно поэкономить.
Вал 6х400
Вал 6х300
Вал 6х500
Вал 6×600

Используются в Х-каретке Малька (для перемещения Z-оси), достаточно купить одного на 300 и распилить пополам
Валы на 12 мм (указанные в заглавной ссылке в обзоре). Брал для ZAV 3D.
Вал 12х400
Вал 12х500
Приходят упакованные каждый в запаянный пакет, зачем то положили наклейки бангууда.
Будут установлены в корпус ZAV 3D
Есть несколько вариантов крепления направляющих. Самый простой — нарезать на концах резьбу и законтрогаить. Можно установить фланцы типа SHF08 или суппорты SK8. В этом случае длина увеличивается на 2 см каждой направляющей (один фланец захватывает 1см вала).
Я печатал сам, не скажу что большая разница, но экономия около $12. Вот ссылка на лот для установки нормальных металлических фланцев SHF08, а не пластиковых. Еще хороший вариант крепление не фланцами, а суппортами, прямо на профиль 2020. Это суппорт SH08 (SF08?).
Есть еще «китайский» вариант крепления, когда в центре вала сверлится отверстие и нарезается внутренняя резьба М3. В этом случае установка подобных направляющих максимально облегчается.
Суппорты-фланца для крепления валов
от SHF8 до SHF20
Фланец SHF8
Суппорт SK8
Еще один
суппорт SK8
для валов для установки на профиль

Подшипники для валов
Лот с выбором размера коротких линейных подшипников LMххUU на 6/8/10 мм
Bearing LM08LUU (на 8 мм, длинные), LM08UU (на 8 мм короткие), в корпусе соответственно: SC8LUU и SC08UU.
Удлиненные лот с выбором типа SCSххLUU от 8 до 20 мм.
Еще удлиненные на 8 мм
Подшипники в корпусе SC8UU
На 6 мм LM6LUU удлиненные и обычные LM6UU
На 12 мм LM12UU
Вот фотография станка Малька с валами на 8 мм, подшипниками LM08LUU и SC08UU 
Вот интересные комплекты-наборы осей с направляющими и подшипниками
на 500 мм с удлиненными подшипниками
То же, плюс винт Т8 с суппортом на 300 мм и на 400 мм
на 200 мм
Ходовой винт Т8 (Lead Screw T8, гайка T8 Nut)
Подробно рассматривал в своем обзоре Kirich, винт с многозаходной резьбой. Лучше брать сразу с гайкой. 
Если пилить, то дополнительно надо будет прикупить еще латунных гаек
На 100 мм
На 200 мм (обращайте внимание, какой склад в магазине выбираете, цена разная).
На 250 мм
На 400 мм
Лот с выбором Т8 от 100 до 600 мм
Обычно беру больше, плюс одну гайку. Режу в размер, остаток идет еще куда-либо
Фланец-подшипник KFL08 для крепления винта Т8 на торцевую поверхность (Flange Bearing KFL08)
Фланец-суппорт KP08 для крепления винта Т8 на профиль Mount Bearing KP08

Комплектующие для профиля
уголки 20202020 Corner Bracket
Для сборки станка типа 2418 потребуется минимум 16 шт. Берите с запасом )))
Т-гайки М4 для профиля 2020 (слот 8мм) 100 шт. Тоже лучше не мелочиться. Сто штук разлетятся в момент, особенно учитывая что ими можно крепить все что угодно на профиль. Для заказа: T Nut M4 (есть М3, М5, для паза 6 мм)
А вот сам профиль 2020. Это конструкционный алюминиевый профиль от Соберизавода. Это наверное самый дешевый вариант, так как профиль из Китая будет стоить дороже, да и существует ограничение на максимальную длину посылок на китайской почте (500мм).
Я покупал сразу нарезанный в размер комплект профиля для 2418.
Под спойлером размеры отрезков, советы для заказа.
Есть два варианта — профиль без покрытия (подешевле) и с покрытием (анодированный). Разница в стоимости небольшая, я рекомендую с покрытием, особенно если использовать в качестве направляющих для роликов.

Выбираем нужный тип профиля 2020, далее вводим «порезать по размерам». Иначе, можно купить один отрезок (хлыст) на 4 метра. При расчете имейте ввиду, что стоимость одного реза бывает разная, в зависимости от профиля. И что на рез закладывается 4 мм.

Вводите размеры отрезков. Я сделал станок 2418 чуть больше, это семь отрезков по 260 мм и два вертикальных по 300 мм. Вертикальный можно сделать поменьше. Если нужен станок длиннее, то два продольных отрезка больше, например, 350 мм, поперечные также по 260 мм (5 шт).

Подтверждаем (надо обязательно добавить в карту раскроя)

Я обычно остатки (небольшие отрезки) беру на что-либо другое, например, держатель для катушки 3Д принтера.

Профиль получается на 667р вместе с услугой резки.

Доставка осуществляется ТК, расчитать стоимость можно по калькулятору, так как размеры профиля вам известны, вес очень хорошо считается в карте раскроя. Плюсуйте «забор груза у поставщика». То есть стоимость мне до Тулы вышла 1450 (30 кг профиля для разных целей). Доставка Деловыми линиями обойдется дешевле, около 1000 рублей.
Можно забрать самовывозом в Москве.
В одном месте офис, склад и мастерская, где режут профиль в размер. Есть витрина с образцами, можно оценить профиль. Я как раз подбирал себе профиль для SBR20, у него посадочные места через 30 мм, это профиль, 3060, 3090. Изначально хотел 4040, порылся в ассортименте, понял что лучше даже 6060.
А вот профиль «на месте»
Про большой станок отдельная тема.
Ну разве что забыл указать про шпиндель. В указанных станках 1610 и 2418 используется
двигатель типа RS775
плюс цанговый патрон

Если нужно шпиндель помощнее, вот
есть вариант
и отдельно
скоба крепления
для него (дороговато выходит)
Итак, мы купили 7 отрезков по 300 для станины и два по 240 для портала. Размеры могут быть совершенно любыми, но учитывайте изменение длины направляющих валов и ходового винта. Высота портала вообще никак не привязана к размеру рамы. Можно будет сделать высокий, можно низкий. Это влияет только на требуемых ход оси Z.
Вот как выглядит 2418 на рекламных фото.
Фото 2418 в достройке. 
По стоимости могу сказать примерно:
винты рублей 600 три штуки
направляющие около 1000, плюс подшипники по доллару штука
стоимость профиля 700р (с самовывозом)
плюс уголки, гайки, винты и т.п.
Это пока без шпинделя и электроники, только механические части станка.
Двигатели (3 шт) у меня есть со старого станка.
Подробную инструкцию по сборке рамы, механики 2418 я выложу чуть попозже, не хочу мешать все в один обзор.
О выборе электронике, прошивке и настройке — тоже самое.
3D печатные запчасти, для экономии:
lm8uu
Nema 17 motor mount
Суппорт 8 мм
SK8 mount
SHF8
Вроде по механической части все, пока готовлю топик о сборке рамы для 2418, установке моторов и прочего.
Не переключайте канал)))
Область применения
Область применения деревообрабатывающего оборудования с ЧПУ весьма разнообразна и напрямую зависит от его типа. Чаще всего для обработки древесины используются следующие виды станков:
- Токарные или токарно-фрезерные — используются для изготовления тел вращения имеющих сложный профиль. К примеру, балясины для лестниц, ножки для стульев и различные декоративные элементы;
- Фрезерно-гравировальные — используется для формирование и гравировки плоских и криволинейных поверхностей;
- Лазерные — в зависимости от типа, применяемого в конструкции лазера, а также набора оптики для фокусировки луча могут применяться для гравировки по технологии точечного обогревания или резки массива древесины и плит из древесного композита: ДСП, МДФ, OSB, ЛДСП, фанеры и т.п.

При помощи оборудования под программным управлением можно создавать художественные прикладные шедевры
Особенности конструкции (500)
Основным элементом станка с ЧПУ, который отличает его от ручного оборудования, является устройство программно-аппаратного управления. В зависимости от модели она может иметь различные схемы. Однако её основное назначение интерпретировать полученный программный код в действия исполнительных устройств, а также осуществлять контроль на их функционированием, изменением формы заготовки и общим состоянием всех функциональных элементов оборудования.
Управление периферийным оборудованием осуществляется через следующие устройства:
- Электропривод главного движения с обратной связью;
- Контроллер перемещений на основе фотоэлектрического преобразователя;
- Различные каналы входа-выхода обеспечивающие двухстороннюю связь между контроллером и исполнительными устройствами шпинделя, револьверного барабана, серводвигателями портала и т.п.
Особенности функционирования и меры безопасности при работе
Инструкция по технике безопасности станков с ЧПУ мало отличается от стандартных правил эксплуатации любого производственного оборудования. Перед допуском оператора к работе он проходит обучение со сдачи соответствующих тестов на знание функциональности оборудования и техники безопасности.
- Эксплуатация устройства запрещается в помещениях с повышенной влажностью, недостаточной освещенностью, наличием огнеопасных жидкостей и горючих газов;
- Оборудование следует останавливать в следующих случаях: при замене режущего инструмента, установке / снятии детали, проведении контрольных замеров;
- Одежда оператора не должна иметь свободных или развивающихся элементов, браслетов, галстуков, которые могут быть затянуты в станок.
ВАЖНО! Следует понимать, что даже тотальная автоматизация средств производства не означает снижение квалификационных требований к рабочему персоналу. Действие оператора заключается не только в установке заготовки и извлечении готовые детали после обработки.
Передача винт-гайка
Данный вид передачи был наиболее распространен до появления ШВП, но всё же до сих пор используется на некоторых видах станков в силу простоты конструкции и её дешевизны. Для уменьшения люфта на таком соединении может применяться разрезная гайка, которая позволяет путем сжатия регулировать натяг, устраняя тем самым увеличивающийся со временем люфт.
Минусом и одновременно плюсом такой пары является повышенное трение в передаче, что с одной стороны ведет к досрочному износу винта, и требует более мощного мотора, но с другой стороны компенсирует вращательные колебания винта при использовании шагового двигателя.
Профильные рельсовые направляющие

Профильный направляющий рельс с кареткой.
Профильные рельсовые направляющие по принципу работы похожи на предыдущий тип направляющих, но все же имеет несколько ключевых от него отличий:
Скольжение осуществляется по заранее определенным профилям дорожек рельсы, с очень тонкой подгонкой зазоров между кареткой и рельсом.
Минимальное трение в данном случае обеспечивают шарики внутри каретки
С боков каретки обычно стоят сальники и пыльники, что исключает попадание пыли и стружки внутрь подвижных элементов
Обычно, на одну ось используется 2 рельсы, а на одной рельсе находятся 2 каретки, но конструкция позволяет разместить на рельсе сколько угодно кареток в зависимости от её длинны и конструктивных особенностей станка.
Пульт управления
Пульт управления используется и для ввода задачи, и для наблюдения за выполнением этой задачи. Оператор может через пульт управления оперативно вносить коррективы или остановить процесс при необходимости.
Сервомотор
Недостатком шагового двигателя является то, что он не отслеживает текущую позицию вала и количество сделанных оборотов, что в некоторых ситуациях может вести к пропуску шагов. Поэтому в промышленных станках используется другой тип моторов — сервомоторы.
Система обратной связи
Система обратной связи станка анализирует в режиме реального времени точность перемещения режущего инструмента относительно обрабатываемой детали. Используя данные высокоточных датчиков, станок с ЧПУ может автоматически вносить коррективы в траекторию и скорость перемещения фрезы.
Схема устройства фрезерного станка с чпу
Вышеперечисленные элементы конструкции обеспечивают эффективное взаимодействие оператора и техники. Причем вмешательство оператора в рабочий процесс минимизировано. На приведенной схеме оператор имеет доступ только к устройству ввода данных и к пульту управления. Все остальные процессы техника выполняет автономно.
Устройства для ввода данных
Станки с ЧПУ отличаются по конструктивным особенностям и, соответственно, цене. Самым очевидным различием является тип устройства ввода данных. В станках используются такие технологии:
- Персональный компьютер или сеть предприятия;
- Считыватель магнитных лент;
- Считыватель перфолент.
Второй и третий тип чаще встречаются на устаревших промышленных станках и постепенно выходят из употребления, особенно третий. Для связи устройства для ввода данных с блоком управления используется порт формата RS-232-C.
Фрезерный станок с чпу
Кроме стандартных элементов присущих любому оборудованию с электронным управлением фрезерный станок по дереву с ЧПУ имеет вертикальный или горизонтальный шпиндель, как альтернатива фрезерный автомат, где головка шпинделя установлена на шарнирное соединение, позволяющее выполнять как вертикальную, так и горизонтальную обработку.
Кроме того в стандартную комплектацию входят предохранительные устройства и концевые выключатели отключающие подачу электричества при чрезвычайной ситуации, вызванной сбоями в программе. Гидравлическая или пневматическая системы перемещение портала — при необходимости работы с особо твердыми породами древесины и приложении увеличенной нагрузки.
Цилиндрические направляющие
По своей сути это — шлифованный цилиндрический вал, по которому движутся каретки с литыми втулками, либо линейными подшипниками. Сами рельсы крепятся на несущую конструкцию корпуса. Точность станка с такими направляющими будет ниже, нежели с линейными направляющими за счет повышенных люфтов и меньшего сопротивления вторичным нагрузкам.
Шаговый двигатель
Шаговый двигатель для фрезерного станка с ЧПУ.
На фотографии выше показан типичный шаговый двигатель для фрезерного станка с ЧПУ. Шаговые Двигатели называются так потому, что они предназначены для перемещения по дискретным шагам
. В зависимости от типа шагового двигателя, количество шагов на один оборот варьируется от 100 до 400, а угол одного шага — от 0.9 до 3.6 градусов.
Как правило двигатель имеет водонепроницаемый корпус, поэтому в случае протекания, например, охлаждающей жидкости двигатель не выходит из строя.
Шаговые двигатели очень распространены как в проектах DIY с ЧПУ, так и в большинстве коммерческих станков ЧПУ. Однако, в станках промышленного качества чаще всего используются так называемые сервомоторы.
Похожие записи:
 Самодельный Лазерный гравёр с ЧПУ, в домашних условиях.
Самодельный Лазерный гравёр с ЧПУ, в домашних условиях.  Плоскошлифовальный станок 3Л722В-2000 купить по выгодной цене. Продажа станков 3Л722В-2000 с доставкой в Москве, по всей России и СНГ | Станочный Мир
Плоскошлифовальный станок 3Л722В-2000 купить по выгодной цене. Продажа станков 3Л722В-2000 с доставкой в Москве, по всей России и СНГ | Станочный Мир  Детский столярный станок PLAYMAT: обработка дерева своими руками — это интересно / Хабр
Детский столярный станок PLAYMAT: обработка дерева своими руками — это интересно / Хабр  Регламент обслуживания лазера
Регламент обслуживания лазера