 Станки дома
Станки дома Назначение форматно-раскроечного станка
Форматно-раскроечное оборудование предназначается для поперечного, продольного раскроя пиломатериалов и раскроя под определенным углом, форматной обрезки и раскроя щитовых заготовок, включая и удаление свесов после проведения их облицовывания, а также с целью раскроя на заготовки заданного размера полноформатных плит.
Форматно-раскроечное оборудование, что используется при производстве корпусной мебели, позволяет выпускать готовую продукцию высокого качества. Функция этих станков кроется в задаче базовых параметров деталям мебели для проведения последующей обработки. Подобные станки предназначены для поштучного и пакетного раскроя заготовок.
Фабричные и самодельные форматно-раскроечные станки работают с разными материалами: различными породами древесины, фанерой любой толщины, панелями МДФ, ДСП, ДВП, в том числе композиционными листовыми материалами, облицованными пластиком, ламинированными бумажными и пленочными материалами, шпоном и меламином. Данное оборудование, как правило, используется для раскроя материала, который имеет точные геометрические размеры.
Форматно-раскроечные станки используются на мелкосерийных производствах, средне- и крупно-масштабных мебельных фабриках, а также в небольших столярных мастерских. Возможность предварительной подрезки заготовок отдельной пилой непосредственно под зоной совершения пропила позволяет раскраивать облицованные натуральным или искусственным материалом заготовки без возникновения сколов облицовки.
Предназначение форматно-раскроечного станка
Форматно-раскроечный станок используется для раскроя в поперечном или продольном направлении с возможностью выдерживания заданного угла, а также обрезки и раскроя щитовых заготовок.
К особенностям использования форматно-раскроечного станка можно отнести:
- При его использовании можно получить готовую продукцию высокого качества. Это связано с тем, что раскройка и другие технологически процессы проходят с высокой точностью.
- Предназначение станка кроется в задаче основных параметров оборудованию, после чего деталь будет более подготовленной к дальнейшей обработке.
- Некоторые модели могут проводить поштучную раскройку, другие предназначены для обработки целого пакета.
При рассмотрении функционала достаточно важно обратить внимание на то, с какими материалами может работать форматно-раскроечный станок. Самодельный и промышленный вариант исполнения рассматриваемого оборудования предназначен для работы с:
- ДСП, ДВП, МДФ;
- облицовочным пластиком и композитными листовыми материалами;
- порода массива дерева не определяет возможность использования оборудования;
- заготовки из шпона и меламина также могут обрабатывать на форматно-раскроечной станке;
- ламинированный и бумажные заготовки.
Существенным ограничением по области применения можно назвать то, что заготовка должна иметь точные геометрические размеры, то есть массив дерева или другой материл должен пройти первичную обработку.
Целесообразно использовать форматно-раскроечный станок на мелкосерийном производстве. Многие мелкие, средние и достаточно крупные фабрики по производству мебели устанавливают подобное оборудование с автоматизированной системой обработки. Для бытового применения в большей степени самодельный вариант исполнения, так как он будет обладать меньшей стоимостью, а процесс наладки и обслуживания можно провести самостоятельно. В домашней мастерской многие решают установить самодельный форматно-раскроечный станок по причине того, что он проводит раскройку заготовок с высокой точностью и качеством. При использовании обычной пилорамы есть вероятность нарушения правильности геометрии, а также торцевая поверхность может иметь другого рода дефекты.
Самодельный станок с чпу
Р. Ветров
vetrovroman [a] mail.ru
Разработанный и изготовленный самостоятельно станок с ЧПУ может выполнять механическую обработку (сверление, фрезерование) пластмасс, текстолита; гравировку по стали. Станок может использоваться как графопостроитель, можно рисовать печатные платы.

Точность агрегата 0.0025 мм на 1 шаг, но по факту (с учетом неточности изготовления узлов станка, зазоры в узлах, в паре винт- гайка) точность составляет 0.1 мм. Станок без обратной связи, т.е. положение инструмента отслеживается программно, за точность перемещения отвечают шаговые двигатели.
Станок подключается к компьютеру через LPT порт, работает под Windows 98 и XP.
Механическая часть
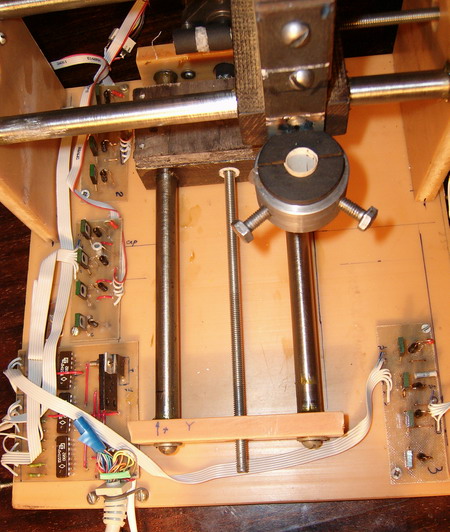
Корпусные части станка выполнены из винипласта б=10мм. Направляющие – круглые, шлифованные прутки. Суппорта выполнены из текстолита (с отверстиями под направляющие). Винт – шпилька с резьбой М6 (шаг t=1мм). Гайки фторопластовые (позднее были заменены на бронзовые т.к. при таких размерах потери на трение в бронзовой гайке меньше).
Электрика
Электрику можно разделить на три части:
- Блок питания.
- Контроллер
- Драйвер.
12 В 3 А – для питания шаговых двигателей и 5 В 0.3 А для питания микросхем контролера.
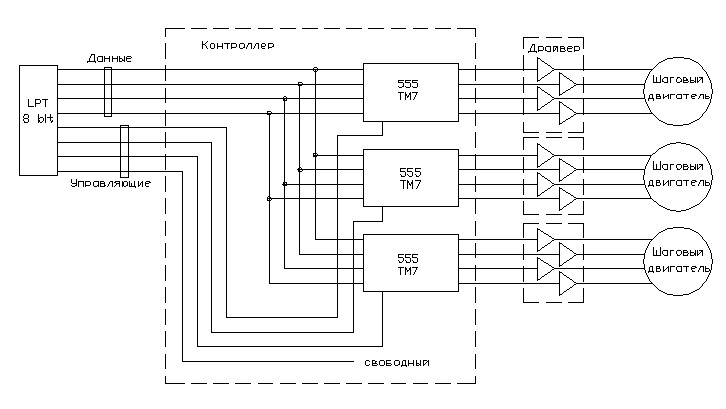
Контроллер: Разработанный контроллер может обслуживать до 32 (в моей схеме 3) шаговых двигателей последовательно, т.е. одновременно может работать только один двигатель. Параллельная работа двигателей обеспечивается программно. Контроллер управления шаговыми двигателями собран на микросхемах 555TM7 серии (3шт). Не требует прошивки.
Электрическая схема контролера:
Блок питания:
Описание и назначение выводов разъема порта LPT.
выв. | Название | Направление | Описание |
1 | STROBE | ввод и вывод | устанавливается PC после завершения каждой передачи данных |
2/9 | DO-D7 | вывод | 8 линий данных |
10 | АСК | ввод | устанавливается в «0» внешним устройством после приема байта |
11 | BUSY | ввод | устройство показывает, что оно занято, путем установки этой линии в «1» |
12 | Paper out | ввод | для принтеров |
13 | Select | ввод | устройство показывает, что оно готово, путем установки на этой линии «1 » |
14 | Autofeed | Ввод и вывод | |
15 | Error | ввод | индицирует об ошибке |
16 | Initialize | Ввод и вывод | |
17 | Select In | Ввод и вывод | |
18-25 | Ground | GND | общий провод |
Для эксперимента был использован шаговый двигатель от старого 5,25-дюймов
8 бит идущих от LPT разделяем на две группы по 4бит: данные и управляющие. При получении сигнала одним из трех триггеров, данные записываются в триггер ТМ7 и соответственно поступают на драйвер шагового двигателя. При снятии с ТМ7 разрешающего сигнала данные в триггере сохраняются (триггер с защелкой) и т.д.
Биты LPT | |||||||
0 | 1 | 2 | 3 | 4 | 5 | 6 | 7 |
данные | Управляющий сигнал –определяет на какой двигатель придет сигнал | ||||||
Т.е. для подачи на второй двигатель сигнала 0101 необходимо подать разрешающий сигнал на второй ТМ7 т.е. выдать в порт LPTсигнал:
Биты LPT | |||||||
0 | 1 | 2 | 3 | 4 | 5 | 6 | 7 |
0 | 1 | 0 | 1 | 0 | 1 | 0 | 0 |
Предаваемые данные на шаговый двигатель | Данные идут на 2 двигатель | ||||||
В моей схеме 7 бит не используется т.к. применено 3 двигателя. На него можно повесить ключ включение главного двигателя (фреза или сверло).
Для подключения к схеме 32 двигателей необходимо на управляющие биты установить дешифратор 4 бит=32 в десятичной системе.
Драйвер: Драйвер шагового двигателя (не путать с компьютерными драйверами) представляет собой 4 х канальный усилитель или 4 ключа. Собран на 4х транзисторах КТ917 .
Схема драйвера.
Также можно использовать серийные микросхемы (stepper motor driver), например ULN 2004 (9 ключей) на 0.6А.
Т.е. для подачи на второй двигатель сигнала 0101 необходимо подать разрешающий сигнал на второй ТМ7 т.е. выдать в порт
LPT
сигнал:
Шаговые двигатели
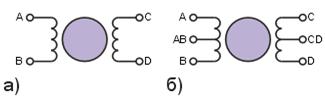
Используемые в станке шаговые двигатели от 3,5″ дисководов (12 В, 0.6 А), но можно (и нужно) использовать более мощные, например от принтеров (24 В, 5 А). Схем подключения шаговых двигателей (распайка) в Интернете навалом, а также описание принципа их работы вы найдете сами.
Мне попались двигатели с 5 концами (униполярный см. рис.б) их подключение проще. Управление биполярным двигателем (а) сложнее, в настоящий момент ведется разработка и испытание драйвера для него.
Soft
Программа для управления станком с ЧПУ (программа для управления шаговыми двигателями) также является моей собственно разработкой. Опять выражаю благодарность Кичаеву Константину за то, что поставил меня на путь истинный, а именно объяснил что такое Delphi, а первая программа была разработана под Q-Basic и работала только в Win 98. Предлагаемая программа работает и под Win 98 (95) и под XP.
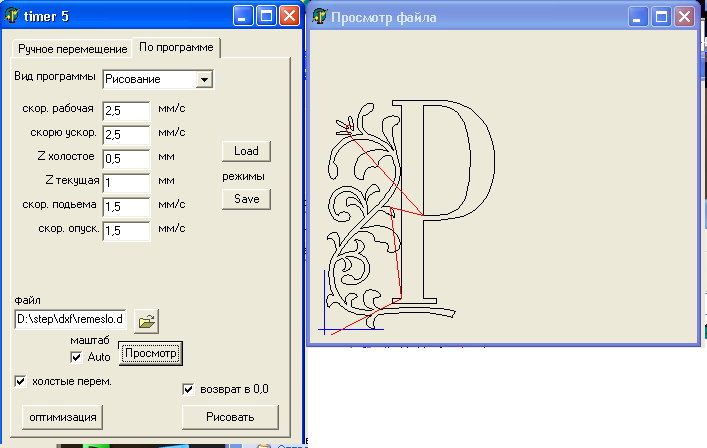
Принцип работы: Рисуется в AutoCad рисунок только линиями (lines) , круги, полигинии, дуги не поддерживаются. Для прорисовки кругов необходимо их обвести маленькими линиями. Файл сохраняется в формате DXF. Запускается программа, открывается сохраненный файл. Рабочий инструмент (перо, сверло и т.п.) выставляется в «ноль» — вкладка «ручное перемещение»

В программе есть просмотр «программы(файла) обработки», оптимизация файла – сокращение холостых перемещений, задание режимов резания. Выбирается вид обработки: рисование, сверление, фрезерование, гравировка. Сверление происходит по точкам “Point” в файле DWG. Фрезерование почти не отличатся от рисования (только режимы). Гравировка это многократное повторение рисунка с постепенным углублением инструмента благодаря этому получена возможность гравировать по стали.
Программу управления самодельным станком с ЧПУ (управления шаговым двигателем) можно
скачать здесь.
Также возможна работа с файлами Sprint-Layout формата Gerber (RS274-X) или G-код. Т.е. рисовать и сверлить платы разработанные в программе Sprint-Layout.
Другое применение станка и программы
Можно навесить выжигатель по дереву. Прикольно получается. Есть много программ преобразующих растровую графику в векторную. Выбранный рисунок можно нанести на CD или DVD. Можно сделать привод для поворота видео камеры или телескопа.
Часто задаваемые вопросы:
> И такой вопрос: видел как-то программы для разработки печатных плат!
> Не пробовал ли ты с ними работать?
Не пробовал. Мне AutoCAD ближе. не вижу смысла (для себя) в других программах. Все можно сделать в AutoCAD. Кроме трассировки. Моя программа работает с dxf форматом, который поддерживается множеством программ работающих с векторным форматом (Corel Draw, 3D MAX) . Из всех возможностей поддерживаются (пока) только Lines и point (сверление). Другие примитивы (и различные свойства примитивов) из файла игнорируются (пока, если кому надо могу добавить).
> Я хотел узнать немного по электронике, я использовал драйвер
> ULN 2308 , и один двигатель, после запуска программы и
> в ручном управлении двигатель просто дрожит и не поворачивается,
> двигатель и драйвер заведомо исправны, обмотки подключил правильно,
> при подаче в порт сторонней программой такую последовательность
> 1000,0100,0010,0001, двигатель делает 4 шага. Подумал что в вашей
> программе другая последовательность менял обмотки в разных комбинациях
> результат тот же.
В моей программе используется полу шаговый режим, последовательность такая (на первый двигатель)
1бит……8 бит LPT
10001000
11001000
01001000
01101000
00101000
00111000
00011000
10011000 затем повтор.
шестая единица «горит» постоянно т.к. управляем первым двигателем если управляем вторым то
10000100
11000100
01000100 …….
Необходимо проверить подключение обмоток двигателя.
> В чем может быть дело может просто двигатель на той частоте которая
> установлена в demo версии программы не
> успевает проварачиватся?
Вполне возможно, в demo версии я «залочил» среднюю скорость. Там стоит 0.5 мм/сек = 0.5 об/сек т.е. если у тебя двигатель не
поддерживает такую скорость то его можно выкинуть т.к. это для станка очень медленно. у меня мах для двигателей 2.8 мм/сек =2.8 об/сек на 3 уже пропуск шагов. Сейчас доступна версия 6.0, в ней исправлены ошибки, улучшена проверка LPT порта. (меню настройка) попробуй там в ручную проверить доходят ли сигналы до двигателя. с помощью введения комбинации (см.выше) определи фазировку обмоток.
> Мне не очень понятна схема подключения контроллера к
> LPT порту, соответствуют ли цифры на схеме — выводам LPT порта, или я
> ошибаюсь?
Соответствует. Но нумерация разъемов российских и импортных не совпадает! У меня указанна импортная.
>У вас на сайте выложена схема контроллера, будет ли работать с
>программами типа Кcam4, Mach3, и подобными, или только с вашими
>программами.
Я не знаю этих программ. Но работать не будет на 99.9% т.к. система сигналов придуманна мной. Шаговыми двигателями я управляю программно, а других за это отвечает контроллер, которому дается команда — 1 шаг.
> и можно еще вопрос: насколько мощные двигатели от дисковода.
у меня стоят винты (ходовые) м6х1 т.е. 1об = 1мм. все зависит от этого (передаточного отношения). Мой станок фрезерует текстолит б=1мм фтезой 3мм. Сверлить можно текстолит сверлом до 5мм.
www.temport.by.ru
Электронная начинка оборудования
Управлять вашим станком с ЧПУ, сделанным своими руками, будет программное обеспечение, а его необходимо правильно подобрать. Выбирая такое обеспечение (его можно написать и самостоятельно), важно обращать внимание на то, чтобы оно было работоспособным и позволяло станку реализовывать все свои функциональные возможности. Такое ПО должно содержать драйверы для контроллеров, которые будут установлены на ваш фрезерный мини-станок.
В самодельном станке с ЧПУ обязательным является порт LPT, через который электронная система управления и подключается к станку. Очень важно, чтобы такое подключение осуществлялось через установленные шаговые электродвигатели.
")
Схема подключения униполярных шаговых электродвигателей для 3-х координатного станка с ЧПУ (нажмите для увеличения)
Выбирая электронные комплектующие для своего станка, сделанного своими руками, важно обращать внимание на их качество, так как именно от этого будет зависеть точность технологических операций, которые на нем будут выполняться. После установки и подключения всех электронных компонентов системы ЧПУ нужно выполнить загрузку необходимого программного обеспечения и драйверов. Только после этого следуют пробный запуск станка, проверка правильности его работы под управлением загруженных программ, выявление недостатков и их оперативное устранение.
Все вышеописанные действия и перечисленные комплектующие подходят для изготовления своими руками фрезерного станка не только координатно-расточной группы, но и ряда других типов. На таком оборудовании можно выполнять обработку деталей со сложной конфигурацией, так как рабочий орган станка может перемещаться в трех плоскостях: 3d.
Ваше желание своими руками собрать такой станок, управляемый системой ЧПУ, должно быть подкреплено наличием определенных навыков и подробных чертежей. Очень желательно также посмотреть ряд тематических обучающих видео, некоторые из которых представлены в данной статье.




