 Станки дома
Станки дома Основные функции cистем программного управления на станках чпу
При программировании обработки деталей на станках с ЧПУ в соответствии со стандартом DIN 66025 (ISO 6983), известном ранее как ISO 7bit, используются следующие операторы:
- N — номер кадра;
- G — подготовительные функции;
- Х, Y, Z, А, В, С — информация о перемещениях по осям;
- М — дополнительные функции;
- S — функции шпинделя;
- T — функции инструмента;
- F — функции подачи;
- D — номер коррекции инструмента;
- Н — вспомогательные функции (блоки данных коррекции инструмента в режиме DIN-ISO). При наличии действительного номера D актуального инструмента он индицируется дополнительно.
Для большей наглядности структуры кадра операторы в кадре должны быть расположены в следующей последовательности: N, G, X, Y, Z, А, В, С, F, S, T, D, M, H.
Управляющая программа состоит из n-го числа кадров, воспроизводимых непрерывно или с заданными паузами (при высокоскоростной обработке деталей из высокопрочных алюминиевых сплавов даже кратковременная остановка инструмента между смежными кадрами недопустима из-за опасности перегрева или проплавления обработанной поверхности за счет трения). Кроме того, возможен пропуск отдельных кадров и коррекция размеров путем подключения подготовительных функций. Это обеспечивает разработку управляющих программ для типовых технологических процессов.
Кадры управляющей программы состоят из следующих компонентов:
- команды (операторы) по DIN 66025;
- элементы высокоуровневого языка программирования ЧПУ;
- идентификаторы (определенные имена) для:
- системных переменных;
- определенных пользователем переменных;
- подпрограмм;
- кодовых слов;
- меток перехода;
- макросов;
- операторы сравнения;
- логические операторы;
- функции вычисления;
- управляющие структуры.
Так как набора команд по DIN 66025 недостаточно для программирования сложных процессов обработки на современных многоцелевых станках, он был дополнен элементами высокоуровневого языка программирования ЧПУ.
В отличие от команд по DIN 66025 команды высокоуровневого языка программирования ЧПУ состоят из нескольких букв адреса, к примеру:
- OVR — для коррекции скорости (процентовка);
- SPOS — для позиционирования шпинделя.
Структура программы имеет следующий вид: «%» (только для программ, разработанных на ПЭВМ), заголовок программы «О» или «:» с последующим номером программ, содержащим не более четырех цифр. Каждая строка в программе является кадром.
Каждый кадр программы имеет структуру:
- N — порядковый номер кадра (не более четырех знаков, нумерация ведется через 5 или 10 для возможности при отработке программы введения дополнительных кадров);
- подготовительная функция G;
- координаты Х, Y, Z, A, C, В;
- дополнительная функция М;
- функция шпинделя S;
- функция инструмента Т;
- функция подачи F;
- D — номер коррекции инструмента;
- H — блоки данных коррекции инструмента в режиме DIN-ISO. Команды действуют либо модально, либо покадрово.
Модально действующие команды сохраняют свою значимость во всех последующих кадрах с запрограммированным значением до тех пор, пока по тому же адресу не будет запрограммировано новое значение, отменяющее действующую прежде команду.
Действующие покадрово команды сохраняют свою значимость только в том кадре, в котором они программируются.
Каждый кадр заканчивается символом LF, запись символа LF не требуется, он автоматически создается при переключении строки. Программа заканчивается командами М2, М30 или М99. Кадр может состоять максимально из 512 символов (включая комментарий и символ конца кадра LF).
Подготовительные функции G обеспечивают все действия станка.
Х, Y, Z — линейные координатные оси станка, координата Z всегда параллельна оси шпинделя станка или перпендикулярна плоскости закрепления детали для станков с двухповоротной фрезерной головкой; А, С, В — угловые координаты вращения относительно линейных координатных осей. Если станок имеет больше двух шпинделей, а также инструментальных головок, то появляются дополнительные координатные оси Х’, Y’, Z’, А’, С’, В’ и т. д.
Следует отметить, что подготовительные функции позволяют переходить к системе координат детали, что в ряде случаев позволяет отказаться от применения специальных приспособлений.
Дополнительные функции М отвечают за включение, выключение шпинделя, насосных станций для подачи СОЖ, направление вращения шпинделя, конец программы.
Функция шпинделя S задает частоту вращения шпинделя.
Функция инструмента Т задает номер инструмента или инструментальной наладки.
Функция подачи F задает значение подачи.

Рис. 1. Система координат рабочего пространства станка и направления положительных перемещений
Система координат станка и направления положительных перемещений приведены на рисунке 1.
Управляющие программы могут быть составлены в системе координат станка, в этом случае применяемая станочная оснастка должна быть согласована с координатной сеткой стола станка. Согласование выполняется тем, что опорная плита приспособления имеет центрирующий палец и шпонку. Палец совмещается с втулкой, запрессованной в центре стола станка, а шпонка — с классным пазом. Таким образом, рабочее пространство станка в плоскости Х–Y совмещается с системой координат приспособления. В системе координат приспособления выполнены базовые поверхности, например плоскость и два пальца (цилиндрический и срезанный). Следовательно, погрешности базирования имеют место как при установке приспособления, так и при установке детали.
При интенсивной эксплуатации в условиях многономенклатурного производства, т. е. при частой смене приспособлений необходимо выполнять перепроверку не только оснастки, но и направляющих базовых поверхностей стола станка, а именно центрирующую втулку и классный паз.
С учетом этого целесообразно обработку выполнять в системе координат детали. Приспособление ориентируется только по одной оси, а привязка к системе координат детали выполняется измерительными датчиками. В этом случае кроме исключения погрешности базирования снижаются требования к срокам перепроверки оснастки, более того, появляется возможность шире применять нормализованные приспособления или наладки из них без привязки к системе координат станка.
Подготовительные функции G, дополнительные функции М приведены в таблицах 1, 2.
Так, на фрезерных станках смена инструмента выполняется в следующей последовательности: с помощью команды Т выбирается инструмент, а его смена происходит только по команде M6.
Для револьверных головок токарных станков для смены инструмента достаточно команды Т.
Функция шпинделя S задает частоту вращения шпинделя, функция инструмента Т задает номер инструментальной наладки или инструмента, функция подачи F задает значение подачи.
Таблица 1. Подготовительные функции G
| Инструкция | Описание |
| G00 | Линейная интерполяция при ускоренном перемещении |
| G01 | Линейная интерполяция при скорости подачи |
| G02 | Круговая интерполяция по часовой стрелке |
| G03 | Круговая интерполяция против часовой стрелки |
| G04 | Выдержка времени |
| G05 | Круговая интерполяция с выходом на круговую траекторию по касательной |
| G06 | Снижение допустимого уровня ускорения |
| G07 | Отмена снижения допустимого уровня ускорения |
| G0S | Управление скоростью подачи в точках перегиба |
| G09 | Отмена управления скоростью подачи в точках перегиба |
| G10 | Ускоренное перемещение в полярных координатах |
| G11 | Линейная интерполяция в полярных координатах |
| G12 | Круговая интерполяция по часовой стрелке в полярных координатах |
| G13 | Круговая интерполяция против часовой стрелки в полярных координатах |
| G14 | Программирование величины коэффициента усиления по скорости следящего привода |
| G15 | Отмена G14 |
| G16 | Программирование без указания плоскости |
| G17 | Выбор плоскости У—Х |
| G1S | Выбор плоскости Z—X |
| G19 | Выбор плоскости У—Z |
| G20 | Задание полюса и плоскости координат при программировании в полярных координатах |
| G21 | Программирование классификации осей |
| G22 | Активизация таблиц |
| G23 | Программирование условного перехода |
| G24 | Программирование безусловного перехода |
| G32 | Нарезание резьбы в режиме линейной интерполяции без компенсирующего патрона |
| G34 | Скругление угла для двух соседних прямолинейных участков (с допустимым отклонением под адресом Е) |
| G35 | Выключение сглаживания угла |
| G36 | Выключение запрограммированного при скруглении угла отклонения, которое становится равным машинному параметру |
| G37 | Программирование точки для зеркального отображения или поворота координат |
| G38 | Активизация зеркального отображения, поворота координат, масштабирования |
| G39 | Отмена зеркального отображения, поворота координат, масштабирования |
| G40 | Отмена эквидистантной коррекции |
| G41 | Эквидистантная коррекция слева по направлению подачи |
| G42 | Эквидистантная коррекция справа по направлению подачи |
| G53 | Отмена смещения нуля |
| G54-G59 | Инициация смещения нуля |
| G60 | Смещение координатной системы программы |
| G61 | Точное позиционирование при движении со скоростью подачи |
| G62 | Отмена точного позиционирования |
| G63 | Включение 100% от запрограммированного значения скорости |
| G64 | Привязывание скорости подачи к точке контакта фрезы и детали |
| G65 | Привязывание скорости подачи к центру фрезы |
| G66 | Активизация значения скорости заданной потенциометром |
| G67 | Отмена смещения координатной системы программы |
| G68 | Вариант сопряжения отрезков эквидистант по дуге |
| G69 | Вариант сопряжения отрезков эквидистант по траектории пересечения эквидистант |
| G70 | Программирование в дюймах |
| G71 | Отмена программирования в дюймах |
| G73 | Линейная интерполяция с точным позиционированием |
| G74 | Выход в начало координат |
| G75 | Работа с датчиком касания |
| G76 | Перемещение в точку с абсолютными координатами в системе координат станка |
| G78 | Активизация сверлильной оси |
| G79 | Деактивация одной сверлильной оси или всех сразу |
| G80 | Отмена вызова стандартных циклов |
| G81, G82 | Стандартный цикл сверления |
| G83 | Стандартный цикл глубокого сверления |
| G84 | Цикл нарезания резьбы с компенсирующим патроном |
| G85, G86 | Стандартный цикл рассверливания |
| G90 | Программирование в абсолютных координатах |
| G91 | Программирование в относительных координатах |
| G92 | Установка значений координат |
| G93 | Программирование времени отработки кадра |
| G94 | Программирование подачи в мм/мин |
| G95 | Программирование подачи в мм/об |
| G97 | Программирование скорости резания |
| G105 | Установка нуля для линейных бесконечных осей |
| G108 | Управление подачей в точках перегиба с учетом Look Ahead |
| G112 | Деактивация опережающего управления скоростью |
| G113 | Активация опережающего управления торможением |
| G114 | Активация опережающего управления скоростью |
| G115 | Деактивация опережающего управления скоростью |
| G138 | Включение компенсации положения заготовки |
| G139 | Выключение компенсации положения заготовки |
| G145-845 | Активизация внешней коррекции со стороны программируемого контролера |
| G146 | Выключение внешней коррекции инструмента |
| G147, G847 | Вторичная компенсационная группа коррекций инструмента; коррекции соотнесены с осями |
| G148 | Отмена дополнительной компенсации инструмента |
| G153 | Отмена первого аддитивного смещения нуля |
| G154-159 | Индикация первого аддитивного смещения нуля |
| G160-360 | Внешнее смещение нуля |
| G161 | Точное позиционирование при ускоренном перемещении |
| G162 | Отмена точного позиционирования при ускоренном перемещении |
| G163 | Точное позиционирование при ускоренном перемещении и перемещение со скоростью подачи |
| G164 | Первая опция точного позиционирования |
| G165 | Вторая опция точного позиционирования |
| G166 | Третья опция точного позиционирования |
| G167 | Отмена внешнего смещения нуля |
| G168 | Смещение координатной системы управляющей программы |
| G169 | Отмена всех смещений координатной системы |
| G184 | Цикл нарезания резьбы без компенсирующего патрона |
| G189 | Программирование в абсолютных координатах для бесконечных осей |
| G190 | Программирование в абсолютных координатах «слово за словом» |
| G191 | Программирование в относительных координатах «слово за словом» |
| G192 | Установка нижнего предела частоты вращения в управляющей программе |
| G194 | Программирование скорости (подачи, частоты вращения) с адаптацией ускорения |
| G200 | Линейная интерполяция на ускоренном перемещении без торможения до V = 0 |
| G202 | Винтовая интерполяция по часовой стрелке |
| G203 | Винтовая интерполяция против часовой стрелки |
| G206 | Активизация и сохранение в памяти максимальных значений ускорений |
| G228 | Переходы от кадра к кадру без торможения |
| G253 | Отмена второго аддитивного смещения нуля |
| G254-259 | Инициация второго аддитивного смещения нуля |
| G268 | Аддитивное смещение координатной системы управляющей программы |
| G269 | Отмена аддитивного смещения координатной системы управляющей программы |
| G292 | Установка верхнего предела частоты вращения в управляющей программе |
| G301 | Включение осциллирующего движения |
| G350 | Установка параметров осциллирующего движения |
| G408 | Формирование гладкого ускорения при движении от точки к точке |
| G500 | Обнаружение возможных коллизий при опережающем просмотре кадров |
| G543 | Включение управления коллизиями при опережающем просмотре кадров |
| G544 | Выключение управления коллизиями при опережающем просмотре кадров |
| G575 | Переключение кадров высокоскоростным внешним сигналом |
| G580 | Расформирование координатных осей |
| G581 | Формирование координатных осей |
| G608 | Формирование гладкого ускорения при движении от точки к точке для каждой оси в отдельности |
Примечание. Для каждой системы управления некоторые значения подготовительных функций могут иметь разные значения в зависимости от изготовителя станка. Следует отметить, что для расширения технологических возможностей оборудования у изготовителей систем ЧПУ имеет место тенденция увеличения подготовительных функций.
Таблица 2. Дополнительные функции М
| Инструкция | Описание |
| МО | Остановка программы |
| М1 | Остановка по требованию |
| М2 | Конец программы |
| М3 | Включение вращения шпинделя по часовой стрелке |
| М4 | Включение вращения шпинделя против часовой стрелки |
| М5 | Остановка шпинделя |
| М2=3 | Инструмент с механическим приводом включен по часовой стрелке |
| М2=4 | Инструмент с механическим приводом включен против часовой стрелки |
| М2=5 | Инструмент с механическим приводом выключен |
| М6 | Автоматическая смена инструмента |
| М7 | Включение обдува воздухом |
| МS | Включение подачи СОЖ |
| М9 | Выключение охлаждения |
| М1О | Отключение обдува воздухом |
| М11 | Зажим инструмента |
| М12 | Разжим инструмента |
| М13 | Включение вращения шпинделя по часовой стрелке совместно с включением СОЖ |
| М14 | Включение вращения шпинделя против часовой стрелке совместно с включением СОЖ |
| М15 | Включение СОЖ для смыва стружки |
| М17 | Конец подпрограммы |
| М19 | Ориентация шпинделя |
| М21 | Включение зеркального отображения программы вдоль оси Х |
| М22 | Включение зеркального отображения программы вдоль оси У |
| М23 | Отключение зеркального отображения программы |
| М29 | Включение режима жесткого резьбонарезания |
| М3О | Конец программы с возможностью одновременного выключения питания станка |
| М52 | Перемещение магазина на позицию вправо |
| М53 | Перемещение магазина на позицию влево |
| М7О | Инициализация магазина |
| М71 | Опускание активного кармана магазина |
| М72 | Поворот манипулятора на 60° |
| М73 | Разжим инструмента |
| М74 | Поворот манипулятора на 120° |
| М75 | Зажим инструмента |
| М76 | Поворот манипулятора на 180° |
| М77 | Поднятие активного кармана магазина |
| М98 | Вызов подпрограммы |
| М99 | Возврат в основную программу |
Примечакие. Для разных систем управления и типов станков дополнительные функции могут иметь другие значения, например активировать перемещение задней бабки, функции загрузочного устройства, люнета и т. д.
При создании программы ЧПУ само программирование, т. е. преобразование отдельных рабочих переходов в язык ЧПУ, часто является лишь небольшой частью работы по программированию.
Перед программированием необходимо осуществить планирование и подготовку рабочих переходов. Чем точнее будет спланировано начало и структура программы ЧПУ, тем быстрее и проще будет осуществляться само программирование и тем более наглядной и менее подверженной ошибкам будет готовая программа ЧПУ.
Преимущество наглядных программ особо проявляется тогда, когда позднее необходимо вносить изменения.
Так как не каждая программа имеет такую же структуру, то не имеет смысла работать по типовому шаблону. Однако для большинства случаев целесообразно придерживаться следующей последовательности.
1. Подготовка чертежа детали заключается:
- а) в определении нулевой точки детали;
- б) в нанесении системы координат;
- в) в вычислении возможно отсутствующих координат.
2. Определение процесса обработки:
- а) Когда будут использоваться, какие инструменты и для обработки каких контуров?
- б) В какой последовательности будут изготовляться отдельные элементы детали?
- в) Какие отдельные элементы повторяются (возможно, в повернутом виде) и должны быть сохранены в подпрограмме?
- г) Имеются ли в других программах обработки деталей или подпрограммах контуры деталей, которые могут быть повторно использованы для актуальной детали?
- д) Где целесообразны или необходимы смещения нулевой точки, вращение, отражение, масштабирование (концепция фрейма)?
3. Создание технологической карты. Определить поочередно все процессы обработки станка, к примеру:
- а) движения ускоренным ходом для позиционирования;
- б) смена инструмента;
- в) определение плоскости обработки;
- г) свободный ход для дополнительного измерения;
- д) включение/выключение шпинделя, СОЖ;
- е) вызов данных инструмента;
- ж) подача;
- з) коррекция траектории;
- и) подвод к контуру;
- к) отвод от контура и т. д.
4. Перевод переходов на язык программирования: запись каждого перехода как кадра ЧПУ (или кадров ЧПУ).
5. Соединение всех отдельных переходов в операцию, как правило, в одной программе. Иногда, особенно при обработке крупногабаритных деталей в программу, могут быть выделены переходы черновой, получистовой и чистовой обработки. Это имело место при ограниченном объеме памяти, характерном для устаревших систем ЧПУ. Для современных систем программного управления объем памяти практически не ограничивает технологические возможности станков.
В современных системах программного управления широко применяются стандартные циклы обработки. Их использование значительно сокращает затраты времени на программирование.
Некоторые постоянные цикла для систем управления, используемые в программном обеспечении WIN NC SINUMERIK, приведены ниже:
- CYCLE81 — сверление, центрование;
- CYCLE82 — сверление, зенкерование;
- CYCLE83 — сверление глубоких отверстий спиральными сверлами;
- CYCLE84 — нарезание внутренней резьбы без компенсирующего патрона;
- CYCLE840 — нарезание внутренней резьбы с компенсирующим патроном для метчика;
- CYCLE85 — растачивание 1;
- CYCLE86 — растачивание 2;
- CYCLE87 — растачивание 3;
- CYCLE88 — растачивание 4;
- CYCLE89 — растачивание 5;
- CYCLE93 — проточка;
- CYCLE94 — внутренняя выточка;
- CYCLE95 — цикл снятия припуска;
- CYCLE96 — резьбовая выточка;
- CYCLE97 — цикл нарезания резьбы.
Следует отметить, что системы программного управления высокого уровня являются открытыми, что позволяет расширить библиотеку стандартных циклов обработки типовых поверхностей характерных для производства данного типа продукции и тем самым сократить сроки подготовки производства.

Рис. 2. Текущее положение между системами автоматизированного проектирования технологических процессов, управляющих программ и ЧПУ разных изготовителей
Применение CAM систем привело к необходимости для каждой системы программного управления разрабатывать постпроцессоры, без которых оборудование не понимает программы без их перевода в машинные коды (рис. 2).
Программирование современных систем ЧПУ выполняется в соответствии со стандартом ISO 6983 (DIN 66025), которому уже более 50 лет и который, как считают программисты, якобы тормозит развитие ЧПУ-технологий. Термин «ЧПУ-технологии», по мнению автора, не правомерен, обработка деталей на станках с ЧПУ подчиняется всем закономерностям технологии машиностроения и обработки металлов резанием или других методов формообразования.
Нарушение закономерностей технологических наук приводит:
- к повышенному короблению деталей;
- к снижению точности линейных размеров;
- к росту трудоемкости обработки деталей и т. д.
Основным отличием для многоцелевых станков является предельно выраженная концентрация операций, не только характерная для данного вида оборудования, но и реализуемая приводным инструментом и специальной шпиндельной оснасткой, а также методы обеспечения точности с использованием станочных измерительных систем. Стандарт поддерживает простые команды для элементарных перемещений и логических операций. В настоящее время для решения сложных геометрических и логических задач в системах программного управления кроме машинных кодов в соответствии с DIN 66025 (ISO 7bit) применяют языки программирования высокого уровня. Управляющие программы в стандарте ISO 6983 содержат незначительное количество информации, полученной на уровне CAD-CAM систем. Однако более серьезным недостатком, как считают разработчики систем программного управления, является невозможность двустороннего обмена информацией с этими системами, что означает, что любые изменения в управляющей программе не могут быть отображены в восходящем информационном потоке к системам CAD-CAM. Необходимо отметить, что это целесообразно не для всех отраслей промышленности. Так, например, сглаживание плавного сопряжений теоретических контуров сплайнами допустимо, а сопряжение двух поверхностей требует анализа возможных методов их формообразования, для ряда конструкционных материалов могут иметь место технологические ограничения, например, минимально допустимые радиусы сопряжения конструктивных элементов деталей из высокопрочных алюминиевых сплавов и т. д.
В отличие от DIN 66025 (ISO 6983) разрабатываемый стандарт STEP-NC ISO 14649 (на данный период разработаны не все его модули) определяет специальную структуру управляющей программы ЧПУ — program structure, которую используют для построения логических блоков в рамках структурного программирования обработки. Структура управляющей программы не является списком типовых обрабатываемых форм (features); она определяет план операции (workplan), который представляет собой последовательность исполняемых объектов (executables). STEP-NC предполагает широкий обмен информацией между инженерными службами, в том числе подготовки и планирования производства, а также цеховым уровнем.
Структура предполагаемого обмена информацией приведена на рисунке 3.
Структура планируемого информационного обмена вызывает массу вопросов:
- недостаточный уровень формализации инженерных работ затрудняет создание баз знаний;
- большое количество каталогов режущего инструмента, в которых приведена недостаточная информация для выбора инструмента для обработки специальных материалов и условий его применения, что требует в большинстве случаев экспериментальной проверки;
- в каталогах оборудования часто отсутствует информация о позиционной точности управляемых осей станка, динамические характеристики приводов и т. д.;
- устаревшие технологические справочники, разработанные еще для универсального оборудования и систематически переиздаваемые практически без обновления технологической информации;
- отсутствие систематизированной информации о прогрессивной технологической оснастке.

Рис. 3. Планируемый обмен информацией между инженерными службами и цеховым уровнем
Дополнительно необходимо отметить, что не существует типовых методов оптимизации программирования станков по параметрам, позволяющих выбрать наилучший станок или группу станков для выполнения того или иного технологической операции или процесса.
На эти проблемы много раз указывали пользователи различных станков, вовлеченные в процесс стандартизации STEP-NC. Производители оборудования и разработчики программного обеспечения стараются учесть требования пользователей и реализуют некоторые из указанных функций в своей продукции. Однако часто их работа не подчиняется единому стандарту, что, по существующему мнению, может тормозить обновление промышленных систем. Также нельзя не упомянуть о том, что выпускаемое оборудование редко пользуется всеми современными технологиями и в результате производственная база оказывается не такой эффективной и совершенной. С учетом этого изготовители систем программного управления выбрали компромиссный вариант, позволяющий работать как по DIN 66025 (ISO 6983), так и по ISO 14649 (рис. 4).

Рис. 4. Смешанная архитектура системы ЧПУ, поддерживающая стандарты DIN 66025 (ISO 6983) и ISO 14649 (STEP-NC)
Все это свидетельствует о том, что кроме совершенствования систем программного управления и методов программирования необходимо заниматься на системной основе и подготовкой технологической информации:
- инструмент, обеспечивающий интенсификацию режимов обработки;
- рекомендации по применению различных конструкций инструмента;
- зависимости для расчета резания;
- зависимости для расчета составляющих усилий резания;
- базы данных по оборудованию с ЧПУ и их технологические возможности, в том числе и в случаях оснащения разными системами управления;
- алгоритмы расчета режимов резания для станков, где в качестве привода главного движения применены электрошпинделя;
- стратегия обработки различных конструктивных элементов деталей на станках с ЧПУ;
- базы данных по применению серийно выпускаемой оснастки для станков с ЧПУ;
- измерительные системы для станков, включая датчики нулевого отсчета и измерительные;
- производственные инструкции по сборке инструментальных наладок и их балансировке;
- технологические регламенты по проверке точности станков с ЧПУ, перепроверки шпиндельной оснастки, особенно оправок и втулок типа HSK и многое другое.
Рекомендуемое оборудование
LF1325L – станок для резки металла от компании G.WEIKE LASER, который широко применяется в рекламной индустрии. Модель отличается компактными для своей рабочей площади размерами, что позволяет размещать ее в помещениях ограниченного объема. Используется для фигурной резки и раскроя листовых материалов, в том числе металла.
Новый дизайн гравировального станка компании GCC был разработан с учетом потребностей потребителей — он имеет свободную область в нижней части, предназначенную для расположения инструментов, вытяжки, вспомогательных материалов и многого другого. Применяется в рекламной и сувенирной отраслях, характеризуется высокой скоростью и точностью работы.
Мощнейший промышленный сверлильный станок Optimum DR5 подойдет для нарезания резьбы, сверления и развертывания. Рукав снабжен электроприводом подъемного штока, позволяющим поднимать и опускать его автоматически, и поворачивается вокруг колонны на 180 градусов.
МЛ6-1-25 – принтер отечественного производителя, разработанный для объемного построения функциональных металлических объектов с использованием технологии SLM. В своей работе устройство использует широкий спектр мелкодисперсных металлических порошков: порошок нержавеющей стали, титана, алюминия, сплавов никеля, кобальт-хрома.
Плавление производится лазерным лучом в герметично закрытой камере, заполненной инертным газом. Подогрев рабочей поверхности до 250°С обеспечивает снижение механических деформаций при послойном построении и повышение продуктивности производства.
Модель 1SL01 – это 3D-станок по дереву и другим материалам, выделяющийся большой скоростью фрезерования (0-2м/мин) и точным перемещением суппорта (0-3м/мин). Обрабатывающий инструмент двигается с крайней точностью, из-за присутствия в конструкции оборудования высокопрофессиональных ШВП, которые позволяют с высокой точностью перемещать суппорт и шпиндель по трем осям перемещения, что полностью убирает люфт.
Роутер 7846 предназначен для обработки разных видов заготовок и материалов. Детали станка изготовлены из металла, благодаря чему достигается высокая жесткость и устойчивость к вибрациям. В комплект поставки входит зажим, который, вместе со столом, обеспечивает надежную фиксацию материалов и заготовок.
Функционал станка идеален для работы с изделиями небольшого размера для различных производственных отраслей. Это может быть изготовление опытных и штучных изделий, малосерийных деталей и многого другого.
MDX-50 – это промышленный фрезерный станок, который идеально подходит для CAD/CAM-образования, прототипирования и моделирования. На нем можно также печатать 3D-детали с точностью до 0.01 мм. Эта мощная и точная машина обладает большими возможностями, за счет совместимости с любым софтом CAM, встроенной панели управления и автоматической смене инструмента.
Токарный станок с копиром LTT MCF3015 разработан по современным технологиям и оснащен мощными комплектующими, поэтому прослужит долгие годы даже при минимальном уходе. Он используется при обработке дерева, композитов и полимеров, прост и удобен в управлении, за счет чего отлично подойдет для учебных целей. Данная модель способна работать как по шаблону, так и полностью в ручном режиме.
Какой софт необходимо приобрести в первую очередь
Основным требованием, которое предъявляется к софту при его выборе является простота использования и многофункциональность.
Весьма желательно приобретать продукт лицензированный.
Это минимизирует вероятность «зависания» станка, скажется на существенном повышении производительности и эффективности технологических процессов.
Работы рекомендуется начинать с выбора и последующей профессиональной настройки, под существующую модель станка, необходимого блока ПО, обозначаемого международной аббревиатурой САМ (в русском переводе, системы автоматизированного изготовления, производства).
Применение CAD позволяет выполнять проектирование и создание 3D объектов с учётом заданных исходных значений, с их последующим редактированием.
Использование САМ обеспечивает конвертацию цифровой информации в команды, понятные фрезерному станку с ЧПУ. Чаще всего, это G-code, представляющие набор команд, осуществляющих непосредственное управление рабочими органами станка.
Для отдельных случаев, совместимость приобретаемой CAM программы с фрезерным станком может потребовать использования программ, именуемых конверторами: Post Processor, Post. В противном случае, формируемые G-code могут выдать непредсказуемую последовательность управляющих команд при установке на станок и запуске последнего.
Кроме него, на рынке представлены иные языки: Cutter Location, OpenSBP, Data, HPGL, APT.
Достаточно частым решением у многих разработчиков является разработка единого программного пакета CAM/CAD, либо выполняется их заблаговременная подготовка, обеспечивающая успешную интеграцию для совместной работы в любых существующих программно-аппаратных системах (комплексах).
Начинающим пользователям фрезерным станком с ЧПУ не рекомендуется начинать с покупки и установки «самого-полного» комплекта CAM. Попробуйте начать работу с простого пакета. Получите в процессе первичные навыки, который в дальнейшем существенно облегчат вам работу с более функциональным софтом.
Важно понимать, что кроме САМ-программ к управляющему софту относится программы, осуществляющие прямое управление станком с ЧПУ (общее обозначение, machine controller). Они могут (пример) передавать движение пера, мышки на контроллер непосредственно.
Модели 3d
В случаях необходимости разработки пространственной модели выбор более значительный. Назовём только программы, являющиеся самыми популярными на рынке:
- Solidworks – обладает широчайшими возможностями для моделирования твёрдотельного. Высокая производительность и функционал делают данный софт одним из самых востребованных инженерами и проектировщиками.
Обеспечивает проработку сборок и деталей практически любой сложности, анализ предстоящих процессов изготовления и технологичности создаваемой конструкции, проведение рендеринга, создание управляющих программ (УП).
- MasterCAM – весьма популярная программа для 3D (2D) моделирования с последующей разработкой УП для станков, оснащённых ЧПУ.
В ней несложно разобраться. Обеспечивает значительную скорость выполнения расчётов. Обесп6ечивает создание модели под черновую, чистовую обработку, заблаговременную проверку траекторий перемещения инструмента и заготовки, подбор оптимальных технологических режимов. Комплектуется значительным количеством библиотек, допускающих перенастройку.
- Type 3 – имеет приложение, применяемое при создании моделей скульптур (Type Art), библиотеку инструмента.
Рассчитана на эффективную работу с моделями в диапазоне 2D-5D. Реализован прямой доступ к непосредственному управлению конкретным станком.
- AutoCAD – многопрофильная программа с большим числом встроенных инструментов.
Обеспечивает анализ и проектирование объектов 2D, 3D. Интерфейс весьма удобен для пользователя. Имеет встроенную функцию генерации различной техдокументации, возможность создавать и загружать приложения самостоятельно, широкий ряд иных опций и функций.
- ArtCAM – включает пакет программ, предназначенных для плоского и объёмного моделирования.
Допускает работу с растровой, векторной графикой. Активно востребован для формирования рельефных поверхностных объёмов, обесп6ечивает построение маршрута перемещения фрезы, допускает трансформацию 2D эскиза в 3D объект.
После создания модели (эскиза) следует построить траекторию, по которой должна двигаться фреза, выбрать конкретные типы инструмента, сформулировать указания в части режима обработки (финишная, черновая).
После этого подготовленный файл следует сохранить в формате, понятном имеющейся у вас модели фрезерного станка с ЧПУ.
Работа по созданию управляющей программы завершена. Теперь следует загрузить её в контроллер.
О технических особенностях некоторых устройств с чпу
Изготовление подобных станков для работ по шлифовке бывает связано с определенными сложностями, которые характеризуются такими техническими факторами:
- с одного боку, необходимо добиваться хорошего качества и довольно высокой точности шлифовальных работ, с наименьшим рассеиванием по размерам кругов;
- с другого, необходимо учитывать погрешность в точных размерах шлифовального рабочего круга, зависимые от его износа.
В таких случаях требуется, чтобы на подобном шлифовальном станке ЧПУ, имелись специальные механизмы для автоматического компенсирования изнашиваемости этого инструмента. Подобные механизмы призваны компенсировать (возместить):
- некоторую деформацию;
- небольшую погрешность в температурном режиме;
- изменения в припусках, допустимых на обрабатываемых заготовках;
- любые погрешности станочных приспособлений по заданным координатам.
Важно. Для таких кругло-шлифовальных типов устройств, к примеру, эти механизмы могут обеспечить постоянную возможность измерения размера заготовки по диаметру во время ее обработки. Причем погрешность в измерении не превысит больше 2·10-5 мм. Продольное же перемещение такого стола контролируется, имея погрешность всего 0.1 мм.
Обычно для шлифовочного типа устройств употребляют специальные системы CNC (от англ. ЧПУ), управление которыми реализовывается по ординатам от 3 до 4. А если в станках задействовано несколько шлифовочных кругов, то такое управление будет производиться по 5-6-8 разным ординатам.
1.1. Блоки G-кода
Стандарт G-кода был опубликован еще во времена, когда машины имели небольшие объемы памяти. Из-за этого ограничения памяти G-код является чрезвычайно компактным и лаконичным языком, который на первый взгляд может показаться архаичным. Возьмем, к примеру, эту строку кода:
G01 X1 Y1 F20 T01 M03 S500
В этой единственной строке мы даем машине ряд инструкций:
- G01 — Выполнить линейное перемещение
- X1 / Y1 — перейти к этим координатам X и Y
- F20 — движение со скоростью подачи 20
- T01 — Используйте инструмент 1, чтобы выполнить работу
- M03 — включить шпиндель
- S500 — установить скорость вращения шпинделя 500
То есть, в результате выполнения этой короткой строки, станок: переместит шпиндель в заданные координаты, двигая его с указанной скоростью, установит выбранный инструмент, запустит шпиндель и будет вращать фрезу с заданной скоростью вращения.
Несколько строк G-кода, подобные этим, объединяются, чтобы сформировать полную программу для станка с ЧПУ. Ваш станок будет читать его по одной строке, слева направо и сверху вниз, как при чтении книги. Каждый набор инструкций находится на отдельной строке.
Программы, осуществляющие автоматическое управление манипуляциями, выполняемыми различными блоками и узлами станка
Эти задачи решает отдельный блок софта. Лидерами по востребованности в данном сегменте являются:
- Mach3 – эта программа создана на основе Windows. Используется любителями и профессионалами.
Обеспечивает создание пользовательских кодов, позволяет одновременно управлять фрезерованием по шести осям, контролировать скорость вращения шпинделя. Выполняет прямой импорт файлов формата DXF, JPG, BMP, способна генерировать G-code (благодаря встроенному ПО). Совместима с экранами сенсорного типа.
- NC Studio – этот пакет программ совместим с любым фрезерным станком.
Удобный, интуитивно понятный интерфейс, способность обработки самых сложных УП, работа с G-code, сформированными почти во всех программах моделирования.
- EMC2 – существенным преимуществом программы является её разработка на Linux, возможность управлять станком через порт LPTспособна контролировать работу по шести осям.
В качестве недостатка можно назвать повышенную сложность управления и установки (необходимо хорошо разбираться в системах UNIX).
Вывод
Приобретая фрезерный станок с ЧПУ модельного ряда WATTSAN, можно быть уверенным в том, что он адаптирован для использования всех наиболее востребованных версий софта (пример, графических редакторов, поддерживающих векторные форматы: CorelDraw, Adobe Illustrator (для 2D моделирования), AutoCAD (для 3D).
Черчение
После выбора принципиальной схемы компоновки элементов, началась их детальная проработка в чертежах. Т.е. мне предстояло нарисовать корпус, двигатель, шлифовальный барабан, подающий стол (для заготовок), вспомогательные ручки, зажимы, крепеж, повышающую ременную передачу, защиту пользователя от вращающихся частей, пылеудаление.
Сложность данного этапа заключается в том, что ты соединяешь в уме разнородные этапы. Например, чтобы задать габариты корпуса, надо знать размеры двигателя и шлифовального барабана. Но размер барабана зависит (в свою очередь) от максимально возможной ширины заготовки, а максимальная ширина заготовки зависит от мощности двигателя.
Все чертежи я делал на бумаге, шел по принципу «от общего к частному». Задавал ограничения по конкретной части станка (например, подающему столу), и потом детализировал этот элемент, раскладывал его на составляющие. После сведения всех взаимных размеров воедино — делал подетальные чертежи для раскроя.
Введение
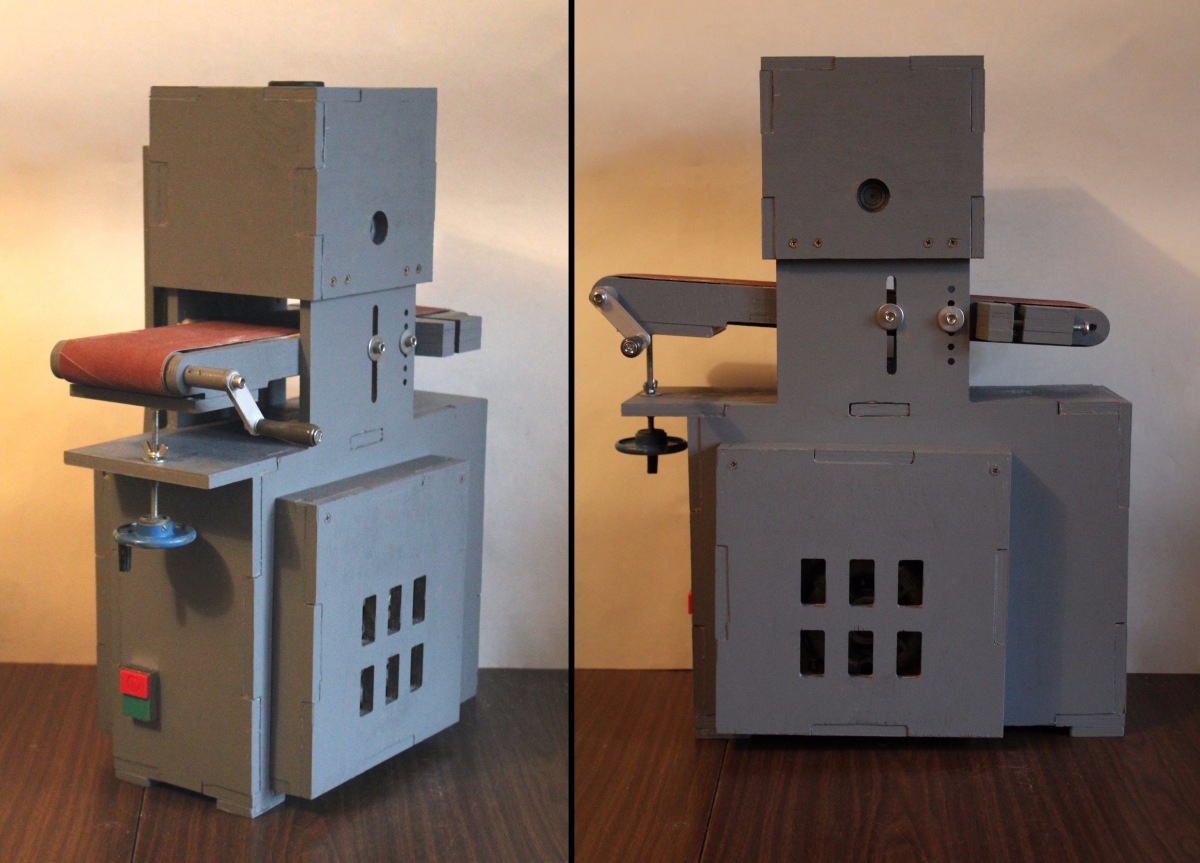
В данной статье описывается процесс конструирования и создания горизонтально-шлифовального станка по дереву. Акцент в изложении материала ставится на особенностях изготовлении и воплощении в материале подобных изделий в рамках хоббийной мастерской.
Предыстория. Одно время я занимался изготовлением традиционных луков. Для получения требуемой силы натяжения и обеспечения качества склейки требовалось точно калибровать узкие и длинные полоски шпона твердых пород дерева. Узкоспециализированного станка для подобных задач у меня не было, обходился приспособлениями и услугами сторонних лиц.
Приступая к работе я ставил перед собой следующие цели и задачи: создать функциональное, удобное, надежное, ремонтнопригодное, компактное, эстетичное изделие, способное выполнять предназначенные для него задачи.
Круг задач был очерчен следующим образом: иметь возможность получить прошлифованную поверхность с допуском по толщине в 0,1 мм на всей длине и ширине заготовки.Вообще предназначение подобных станков следующее (если говорить очень просто): на входе имеешь кривую заготовку с необработанными поверхностями — на выходе прошлифованную, с параллельными плоскостями.
О торце-кругло-шлифовочных устройствах с чпу
Обычно, в устройствах, управляемых программами, предусматривают большое число координат. К примеру, в шлифовальном приспособлении этого типа может быть до 10 управляемых ординат, из них три основных и минимум шесть вспомогательных для лучшего позиционирования:
- осевой ориентации заготовок относительно круга;
- смещения бабки заднего типа для корректировки и обработки заготовок;
- правки кругов для обеспечения возможности обработки любых профилей;
- осей устройства для активного контроля;
- лучшего поворота столов для обрабатывания конусов.
Для обработки разного вида геометрических форм изделий шлифовальными станками ЧПУ, установлены специальные программы:
- диспетчер выбора режимов;
- специальный модуль, управляющий приводом;
- определяющий координаты точек интерполятор.
При серийном производстве такие шлифовальные станки с ЧПУ используются с применением программных систем, что дает возможность для гибкой настройки цикла правки, шлифовки, существенно влияет на скорость переналадки станков и обрабатывания самых разных деталей.
Конструирование
Итак, идея положена, начинаем процесс. На мой взгляд, этап проектирования и конструирования подобного изделия — это самая сложная и творческая часть всего цикла изготовления. Составляется генеральный план работ; суммируются и объединяются воедино противоречивые требования; закладываются все основные этапы изготовления, сборки и эксплуатации; предугадываются возможные проблемы и пути их решения.
Я начал с компоновки и «анализа конкурентов»: смотрел, кто, что и как делал подобное. А после накопления информации — чертил схемы и наброски в обычной тетради. Основной акцент у меня на данном этапе стоял на взаимном расположении трех частей станка: двигателя, барабана и подающего стола.
Хотелось сделать конструкцию компактной и легкой, и, в то же время, не потерять в удобстве сборки, эксплуатации и обслуживании. Скажу сразу, не все удалось воплотить в жизни, но главное, что я более детально осознал эти требования и получил опыт их воплощения в конкретном изделии.
О типах бесцентрово-шлифовальных устройств
Станки этого вида обычно используются для:
- обрабатывания различных деталей, любой длины, с большими или маленькими диаметрами;
- шлифовки деталей с достаточно сложными внешними профилями.
У этих станков обычно бывает высокая производительность и очень точная обработка. Но, к сожалению, для мелкосерийных и небольших индивидуальных производств их использование затруднительно, так как довольно сложно делать переналадку этих устройств, так как для этого потребуются значительные временные затраты, обслуживающий персонал, имеющий высокую квалификацию.
Такие сложности связаны с технологическими особенностями этих шлифовочных станков, к примеру:
- существование в них ведущих, шлифовочных заточных кругов;
- наличие специальных правящих устройств, которые обеспечивают придание необходимых конфигураций поверхностям любых кругов (шлифовочного и ведущего вида);
- фиксация закрепления опорного вида специальных ножей;
- присутствие механизмов для компенсирования подач нужного типа кругов, обрабатывания изделий;
- установка требуемого положения для загрузочно-разгрузочных видов устройств.
1.2. Программы G-кода
Цель каждого написанного G-кода — производить детали максимально безопасным и эффективным способом. Чтобы достичь этого, блоки G-кода располагают в логичном и простом порядке, например:
- Запуск программы
- Загрузка необходимого инструмента
- Включение шпинделя
- Включение охлаждения жидкостью
- Перемещение инструмента в положение над деталью
- Начало процесса обработки
- Выключение охлаждающей жидкости
- Отключение шпинделя
- Отвод шпинделя от детали
- Завершение программы
Этот поток — чрезвычайно простая программа, использующая только один инструмент для одной операции. На практике, как правило, повторяют шаги 2–9. Например, приведенная ниже программа G-кода охватывает все приведенные выше блоки кода с повторяющимися разделами, где это необходимо:
Разработка чпу
После сбора всей необходимой информации, подбора рабочего инструмента и расчета необходимого количества действий создается программа для ЧПУ станка. Информация об управляющих командах и процессе создания программного продукта для каждой конкретной модели находится в инструкции к оборудованию. Управляющие алгоритмы представляют собой набор команд, в числе которых:
- Технологические (включение/выключение, выбор инструмента);
- Геометрические (движение рабочих инструментов);
- Подготовительные (забор и подача деталей, задание режимов работы);
- Вспомогательные (включение и отключение дополнительных механизмов, очистка станка).
Программирование управляющей стойки осуществляется одним из двух способов:
- Через ПК с подключением флешки к контроллеру и записью готового кода;
- С помощью человеко-машинного интерфейса стойки ЧПУ.
Большинство современных производителей поставляют в комплекте со станком софт для написания управляющего кода. Благодаря этому можно составить управляющие воздействия на более удобном интерфейсе или переработать уже существующий программный код.
О системах чпу
С целью корректного управления механизмами для правки в станках употребляются такие программные системы, которые:
- являются замкнутыми для компенсирования температурных деформаций и геометрических неточностей;
- имеют возможность измерения с хорошей разрешающей способностью, для обеспечения небольших допусков на точное позиционирование;
- имеют возможность автоматической компенсации изнашиваемости круга;
- смогут управлять частотой кругового вращения, скоростью подач.
При управлении подобными системами ЧПУ возможно координировать функционирование многокоординатных бесцентрово-кругло-шлифовочных устройств. Для этого встроенной системой употребляются специальные модули, рассчитывающие:
- любые траектории шлифовочных приспособлений;
- необходимые корректировочные действия;
- взаимосогласованный диалог оператора с обслуживающим устройством.
Важно. Существование многокоординатных систем ЧПУ придает больше универсальности этим производственным устройствам, позволяет эффективно воздействовать на любые процессы шлифовки.
Отладка программы, распространенные ошибки
После создания управляющей программы для станка с ЧПУ следует ее отладка. Этот процесс выполняется на компьютере или непосредственно на производстве с использованием опытной заготовки. Если программное обеспечение составлено не правильно, а результат будет далек от ожиданий, следует тщательно разобрать ошибки. Они делятся на 2 типа:
- геометрические;
- технологические.
Первые возникают, когда в программах существуют ошибки в расчетах размеров и плотности материала. Чтобы их исправить, необходимо заново произвести все измерения, но создавать программу заново скорее всего не придется. Технологические ошибки – это неправильно заданные параметры самого станка. Обычно они возникают из-за недостаточного опыта разработчика.
В этом случае необходимо тщательно осуществить проверку, лучше всего подойдет пошаговая эмуляция специальными программами на ПК.
После проверки и получения изделия необходимого качества станку можно приступать к автономной работе по выпуску больших партий сложных изделий.
1.3. Модальные и адресные коды
Как и другие языки программирования, G-код имеет возможность повторять действие до бесконечности. Этот процесс использует зацикливание модального кода и выполняет действие, пока вы не отключите его или запустите выполнение другого кода. Например, M03 — это модальный код, который будет запускать шпиндель до бесконечности, пока вы не скажете ему остановиться на M05.
Теперь подождите секунду. Это слово (помните: слово — это маленький кусочек кода) не начиналось с буквы G, но все равно это G-код. Слова, начинающиеся с буквы M, являются машинными кодами и включают или выключают такие функции машины, как охлаждающая жидкость, шпиндель и зажимы.
G-код также включает в себя полный список кодов адресов. Коды адресов начинаются с буквенного обозначения, например G, затем идет набор цифр. Например, X2 определяет код адреса X-координаты, где 2 — это значение на оси X, на которое перемещается инструмент.
Список кодов адресов:




