 - Станки дома") Станки дома
Станки дома Вначале отфугуйте пласть
Перед фугованием взгляните вдоль кромки доски, чтобы проверить, нет ли продольного изгиба или коробления (рис. 2), а также, чтобы определить направление волокон. Для получения наилучших результатов строгайте покоробленную доску так, чтобы ее выпуклая сторона была обращена вверх (иными словами, доска должна опираться на ее края), а волокна были направлены вниз и назад (рис. 1).
Если волокна будут направлены вверх, движущиеся ножи станут отрывать волокна, что приведет к скалыванию небольших кусочков заготовки (так называемым вырывам). Чтобы отфуговать пласть доски, настройте передний стол на глубину реза не более 1,6 мм. Положите доску на передний стол перед ножевым валом.
Чрезмерное прижимное усилие может распрямить продольную или поперечную покоробленность, и после ослабления прижима доска примет прежнюю форму.
Прижимайте доску толкателями. Основное усилие должно быть направлено на подачу доски вперед, а не на прижатие ее к столу.
Прикладывайте лишь небольшое усилие, чтобы обработанная часть доски сохраняла контакте задним столом. Обеими руками подавайте заготовку вперед.
Когда примерно 15 см доски пройдут над ножевым валом, перенесите вашу левую руку (и прижимное усилие) на конец доски, находящийся на заднем столе (фото В). Примерно в середине прохода переместите правую руку на обработанную часть заготовки и продолжайте равномерно подавать ее вперед, пока проход не будет закончен (фото С).
По мере необходимости перемещайте руки, чтобы прижимать обработанную часть доски к заднему столу. Проведите над ножевым валом всю доску.
Начертите мелом извилистую линию вдоль и поперек доски. Она поможет отслеживать ход работы. Когда линия исчезнет, доску можно считать плоской.
Не нужно удалять больше материала, чем необходимо. Чтобы контролировать результат, нанесите на доску мелом волнистую линию. Если доска имеет выраженную поперечную или продольную покоробленность, при первом проходе будет снято немного материала (фото D).
Выровняв опасть доски, пометьте ее, как показано в «Совете мастера».
Конструкция специализированного станка-рейсмуса по дереву
Устройство и кинематическая схема рейсмусового станка для обработки дерева мало чем отличается от фуговального агрегата. Основу конструкции составляет стальная или алюминиевая станина, на которой закреплен двигатель с зубчатой или цепной передачей. В верхней или средней части станка расположен рабочий стол и цилиндр с установленными «накосую» режущими ножами.
Важно! Главное отличие рейсмусового агрегата от фуговального и тем более строгального станка заключается в использовании специальных подшипниковых опор, обеспечивающих низкий уровень вибраций.
Кроме того, в рейсмусе значительно меньше скорость подачи дерева и в разы выше скорость вращения режущего барабана. В результате обработки удается получить очень ровную и точную, почти гладкую поверхность заготовки из дерева.
Рейсмусовые аппараты выпускаются в двух вариантах:
В качестве примера наиболее удачных версий рейсмусовых станков двухсторонней обработки можно привести модели рейсмус Макита 2022NB или JET-JWP12.
Последний вариант выпускается швейцарской компанией JET, хорошо известной качественными и точными станками по дереву.
Модель JWP12 рассчитана на небольшую нагрузку, из-за использования мощного коллекторного двигателя в 1,8 кВт производитель рекомендует кратковременно-повторный режим обработки дерева. Вес установки всего 27 кг, что позволяет убирать рейсмусовый аппарат с рабочего места по окончанию работ.
Более изящный рейсмус Макита 2022 NB оснащен двигателем в 1,65кВт и специальной системой подачи материала. Станок режет дерево толщиной от 3 до 100 мм. Аппарат получился достаточно шумный, в работе выдает звук до 80 дБ, но зато, в отличие от JWP12, выдерживает в несколько раз большую нагрузку и не требует столь частых перерывов в работе.
В среде любителей известной популярностью пользуется американский рейсмус Метабо DH330.
Кратон wmрт-02
Перед нами универсальный станок по дереву с рейсмусом: он может работать и в качестве обычного электрофуганка. Обратимся к характеристикам.
| Параметр | Значение |
| Мощность | 1800 Вт |
| Обороты ножа | 8000 об/мин |
| Срез | 6 — 210 мм |
| Количество ножей | 2 |
| Масса | 28 кг |
| Стоимость | 23400 руб. |
И снова мы получаем за вполне сопоставимую с затратами на самодельную конструкцию цену очень пристойно выполненное и функциональное изделие, обладающее компактными размерами, небольшим весом и куда более выигрышное в плане эстетики.
Фуговально — рейсмусовый станок от компании Кратон.
Обратите внимание: да, в домашней мастерской эстетика оборудования обычно не на первом месте.Однако если хранить инструменты приходится в квартире — и габариты, и внешний вид инструмента становятся значащими факторами.
Методика настройки рейсмуса (рейсмусного станка)

Для подготовки к настройке рейсмусового станка необходимо провести подготовительную операцию — опустить опорные ролики (8) ниже уровня стола (10). Стол рейсмуса опускается так, что бы прямоугольный строганный деревянный брусок, уложенный на него свободно проходил под строгальным ножевым валом. Стол рейсмуса с уложенным на него деревянным бруском поднимается до момента касания ножевого вала (при этом строгальный вал медленно двигается вперед-назад).
При касании верхней гранью бруска ножевого вала фиксируется цифровое значение положения стола.
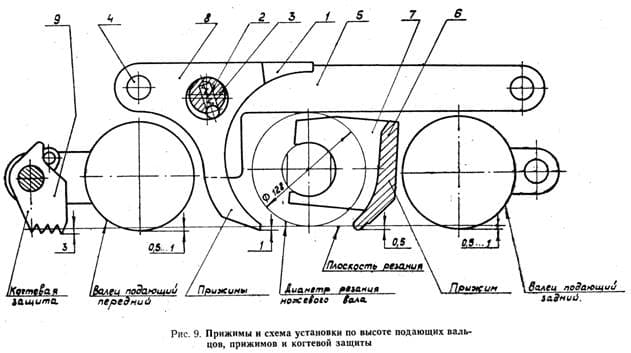
Стол опускается на 0,3 мм. Мерный брусок перемещается за строгальный вал под задний прижим (3). Высота прижима устанавливается регулировочными винтами (2) до касания бруска.
Стол опускается на 0,7 мм ( что будет составлять1 мм от первоначального положения стола) и мерный брусок перемещается под передний прижим (5). Регулировочными винтами (6) настраивается высота переднего прижима до касания бруска. Затем стол опускается еще на 0,5 мм ( это будет составлять 1,5 мм от первоначального положения стола) и производиться настройка заднего прижимного вальца (1) до касания бруска.
Стол опускается на 0,5 мм и мерным бруском настраивается высота рифленого входного подающего вальца.
Стол опускается еще на 1 мм и мерный брусок перемещается под когтевую защиту. Настраивается ее высота до касания мерного бруска.
Затем устанавливается выход опорных роликов над поверхностью стола.
При работе с хвойными породами высота устанавливается около 0,3 мм с лиственными породами около 0,1 мм.
В зависимости от модели рейсмуса настроечные размеры могут несколько отличаться от выше приведенных.
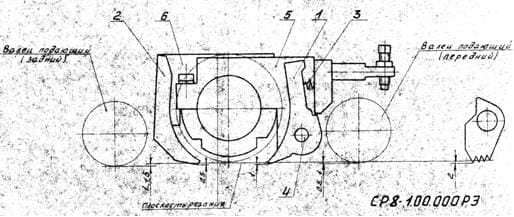
На схеме ниже показаны размеры для настройки рейсмуса СР 6-9, СР 8-1
А размеры для настройки рейсмуса СР6-10, СР8-2 показаны на рисунке 9.
Для рейсмусового станка СР3-5 производителем даны следующие настроечные размеры

а у рейсмусовых станков завода «Красный Метталист» модели СР4-1, СР4-2 размеры, указанные ниже.

В заключении можно предложить альтернативный метод настройки рейсмусовых станков! Его особенность заключается в исключении ряда промежуточных операций по изменению положения стола. А именно:
подготовительные операции по настройке проводяться по методике описанной выше (Стол рейсмуса опускается так, что бы прямоугольный строганный деревянный брусок, уложенный на него свободно проходил под строгальным ножевым валом.
Стол рейсмуса с уложенным на него деревянным бруском поднимается до момента касания ножевого вала (при этом строгальный вал медленно двигается вперед-назад).
Важно!!!
При настройке станков с шириной строгания 600 и более мм необходимо использовать 2 бруска размещенных на правом и левом краях стола.
Особенность заключается в том, что вместо короткого бруска используется строганная рейка, проходящая от входных вальцов до выходных. При этом в момент касания рейкой ножевого вала все настраиваемые узлы(подающие и приемные вальцы, передний и задний прижим , когтевая защита) уже будут находиться на рейке и более того будут этим бруском приподняты относительно настраиваемых упоров. С помощью мерных щупов производиться настройка положения всех узлов без дополнительных перемещений стола.
Так для рейсмуса СР-3-6 эти размеры будут составлять
0,3 мм между регулировочным винтом и опорой заднего прижима (3).
1 мм между регулировочным винтом и опорой переднего прижима (5).
1,5 мм между регулировочным винтом и опорой заднего прижимного вальца (1).
В случае возникновения трудностей в настройке обращайтесь к нашим специалистам по телефонам, мы всегда рады оказать помощь:
Механизм подачи.
Механизм подачи станка — вальцовый. Верхние подающие вальцы размещены в блоке станка и состоят из переднего секционного 21 и заднего гладкого 22 вальцов (см. рис. 4).Нижние вальцы — гладкие и установлены в столе (см. рис. 7).
Секции 1 (рис. 10) переднего подающего вальца монтируются на валу 2. Вал 2 вращается на шарикоподшипниках 3, установленных в кронштейнах 4 и 5. Кронштейн 4 качается на промежуточной втулке 6, установленной в блоке станка, кронштейн 5 па втулке 7. смонтированной в щеке 8.
Когтевая защита 10 установлена на оси 11. Подъем когтевой защиты производится поворотом оси 11. Пружина 12 возвращает ногтевую защиту 10 в рабочее положение.
Задний подающий валец 1 (см. рис. 11) выполнен гладким и вращается на шарикоподшипниках 2, установленных в кронштейнах 3 и 4. Кронштейн 4 жестко связан с осью 5, которая одним концом опирается во втулке 6, установленной в щеке 7, другим — во втулке 8. установленной в блоке станка.
Прижим верхних подающих вальцов к заготовке осуществляется тягами 27 и 32 (см. рис. 4), усилие прижима регулируется винтом 30 и гайками 33, сжимающие пружины 29 и 34.Вращение подающих вальцов и перемещение стола вверх и вниз осуществляется от бесступенчатого привода подачи 3 (см. рис. 3), через цепные передачи 41 и 44 (см. рис. 5).
Моделирование процесса подачи и прижима
Расчетная схема показана на рисунке 6.

Рисунок 6-Расчетная схема СР4 (К)
Для обеспечения подачи заготовки необходимо, чтобы тяговое усилие Т было выше расчетного усилия сопротивления подаче Рс.
Т=• Рс,
Где Т — тяговое усилие, Н;
-коэффициент запаса; =1,5;
Рс-сила сопротивления подаче, Н.
Определяются все составляющие уравнения тягового баланса для определения усилия прижима вальцов:
Твх=1•Q1, Твых=2•Q2
=S1 ѓ·(2q Q3-S2) (Q1) ѓ(2q)
1•Q1=S1 ѓ·(2q Q3-S2) (Q1) ѓ(2q)
Где k-коэффициент трения качения вальцов по древесине; k=0,58;
?-коэффициент трения скольжения древесины по металлу; ?=0,4
q1, q2 — давление прижимов на заготовку, Н;
Q3 — вес заготовки, Н; Q3=94 Н;
r — радиус подающих вальцов, мм; r=60 мм;
- 1 — коэффициент сцепления рифленых подающих вальцов с древесиной; 1 = 0,42;
- 2 — коэффициент сцепления гладких подающих вальцов с древесиной; 2 =0,25;
Q1 — усилие прижима переднего рифленого вальца, Н.
Все коэффициенты определены из таблиц 12-17 /2/.
Определяются усилия переднего и заднего вальцов их формул (20)-(22):
Q1=

Q2=

Требуемое давление прижимных элементов определяется по формуле:
q1=q2=q=

где — коэффициент динамичности силы S2; =2
в=1 = 1 =1,075,
где в и В -ширина сучка и заготовки, мм;
— коэффициент влияния пружины =1;
Р — количество прижимов перед режущим инструментом; р=1.
Определяются все исходные данные по формулам (21)-(25):

q1=q2=q==-21,84

Q1==741,1 Н,

Q2==1267,07 Н,
T1=0,42•741,1=311,26 Н
T2=0,25•1267,07=316,77 Н
Расчет мощности затрачиваемой двигателем:
Nпод=

Nпод==0,063 кВт.
Сумма мощности на резание и механизм подачи:
N=2,69 0,063=2,753 кВт,
Что не превышает мощности двигателя установленного на станке, таким образом заданная технологическая операция выполняется.
Была рассчитана оптимальная подача для обработки заготовки с заданными параметрами. После расчета мощностей механизмов подачи и резания было установлено, что действительные (расчетные) мощности не превышает мощности электродвигателя, заданных в технической характеристике станка и рассчитанных с учетом потерь, то есть двигатель удовлетворяет условию эксплуатации станка и замене не подлежат.
Назначение рейсмуса
Рейсмусовый станок представляет собой инструмент, позволяющий выполнять точные линии практически на любых поверхностях. При этом удастся избежать большинства ошибок, которые наблюдаются при применении линейки и карандаша. Даже если сделать рейсмусовый станок своими руками из подручных материалов, получится избежать неровных или обрывистых линий. Точность инструмента составит 100%, ведь здесь предусмотрено очень острое лезвие.
Рейсмус действительно актуален во время масштабного строительства, ведь он позволяет обрабатывать своими руками огромное количество досок разной ширины. Стоит отметить, что у современных станков смена ножа осуществляется более просто, а значит, удастся снимать стружку определенных размеров. Этому способствует и наличие контроля глубины нарезки.
Важно учитывать тот факт, что древесину нужно предварительно обработать на фуговальном станке. Если же планируется работа с полимерами, утеплителями и пластиком, то подойдут только те рейсмусы, у которых подающие вальцы покрыты слоем резины.
Подобное оборудование незаменимо в плотницком деле и мебельной промышленности. Однако стоит помнить, что при условии сооружения рейсмусового станка своими руками вряд ли удастся обработать тонкие заготовки, ведь качество поверхности может ухудшиться из-за возникающей вибрации.
Наладка готового станка
Перед началом обработки заготовок следует наладить рейсмус своими руками, ведь при наличии даже незначительно неточности возможны дефекты обработки и даже снижение производительности оборудования. Чтобы избежать этого, следует всегда заниматься наладкой и избегать распространенных ошибок:
- Если на рабочем столе будет перекос, то поверхность после обработки не будет гладкой.
- В случае когда валик расположен слишком низком, возможно образование поперечных вмятин.
- Особое внимание следует уделить размещению нижних валиков. Если они будут находиться чуть выше, возникнет вибрация, в результате которой строгание получится недостаточно гладким.
- Важно убедиться в том, что задняя колодка не оказывает давления на обрабатываемую заготовку. В противном случае сила подачи снизится, а ножи продолжат работать. Соответственно, на обрабатываемой поверхности останется небольшой желобок. Стоит отметить, что подобный дефект появляется даже при короткой остановке агрегата.
- Если в процессе обработки стружка будет сыпаться на задний валик, появятся вмятины. Также возможна задержка детали. К таким дефектам чаще всего приводит неправильная установка накидного козырька.
Рейсмус по праву считается одним из наиболее распространенных инструментов, которые задействуются в деревообрабатывающей сфере. Выполнить такой станок можно самостоятельно из обычного электрорубанка. Несмотря на простоту конструкции, агрегат поможет сделать обработку деталей очень точной и удобной.
- Фёдор Ильич Артёмов
- Распечатать
Ножевой вал
Следующий элемент, наличие которого в рейсмусовом станке является обязательным, – ножевой вал. Это основная часть станка, которая и осуществляет обработку деревянных заготовок.
Оптимальным вариантом является покупка готовой конструкции с буксами, поскольку самодельные валы очень сложно сделать хорошо сбалансированными. Подходящим вариантом будет использование трехсот миллиметрового вала, в конструкции которого есть три ножа.
Шкивы вала и двигателя лучше всего выбирать ступенчатыми, что же относится к оборотам вала, то оптимальным вариантом будет 4000-7000 оборотов за минуту.
Для работы такого вала подойдет асинхронный двигатель с мощностью 4-5 кВт. Важным преимуществом подобного выбора является тот факт, что сделав станок с таким двигателем, его можно будет запускать от однофазного электрического тока, что значительно сокращает затраты и сложность в использовании оборудования.
Прижимные ролики лучше всего выточить самостоятельно, также неплохим вариантом будет использовать готовые детали от старых стиральных машин советского образца. Раму роликов нужно сделать сварной на подпружиненных болтах.
Подготовка к изготовлению станка
Перед сооружением станка из электрорубанка стоит определиться с размерами деталей, которые впоследствии будут подвергаться обработке. Это поможет выбрать необходимую ширину корпуса устройства, габариты всех направляющих, а также длину шпильки.
При разработке чертежа следует убедиться в наличии всех основных составляющих:
- фиксаторы;
- штанга;
- лезвие, то есть шпилька;
- колодки.
Особое внимание стоит уделить расположению шпильки, поскольку именно она отвечает за движения электрорубанка. Соответственно, устанавливать этот элемент в центральной части корпуса не стоит.
Чтобы обеспечить прочную фиксацию и удобство применения станка, важно поставить шпильку между двумя ручками. Помимо этого, стоит убедиться в подвижности данной детали. Достаточно расположить подшипник качения вверху, а ближе к середине приварить гайку.
Подобная фиксация позволит точно отрегулировать высоту шпильки.
Чтобы изготовить конструкцию из электрорубанка своими руками, стоит подготовить деревянные бруски, выполняющие функцию направляющих, и листы фанеры. Особое внимание важно уделить проектированию нижней плоскости. Добиться ровных линий можно лишь при условии, что обрабатываемое изделие передвигается параллельно острым лезвиям.
Подготовка станка к работе
Независимо от того, какой рейсмус используется – самодельный или заводской, перед проведением любых работ его необходимо настроить для работы. От этого напрямую будет зависеть не только качество выполняемых работ, но еще и безопасность работника, который использует такое оборудование при обработке деревянных заготовок.
Самодельный рейсмусовый станок в работе
Кроме того, при подготовке к работе необходимо помнить, что в случае значительного заполнения стола при необходимости одновременной подачи нескольких деталей по всей ширине стола, в процессе строгания щита большой ширины или тому подобных работ давление в подающих вальцах необходимо отрегулировать так, чтобы оно было повышенным, поскольку в подобных случаях работы сопротивление резанию значительно увеличивается.
Правда о рейсмусовании
При подаче заготовки в рейсмусовый станок также нужно учитывать направление волокон. Однако следует помнить, что та — кой станок обрабатывает доску сверху, поэтому правила здесь меняются на обратные. Чтобы уменьшить число вырывов, ориентируйте доску так, чтобы волокна шли вверх и назад (рис. 3).
Удаление за один проход слоя материала толщиной не более 0,8 мм также уменьшает риск появления вырывов. Если станок имеет две скорости подачи, выполняйте последние проходы на пониженной скорости — это даст более чистую поверхность. По этой же причине перед последним проходом рекомендуется установить глубину резания не более 0,4 мм.
Перед тем как пропустить короткую доску через рейсмусовый станок, приклейте к ней временно два бруска. В этом случае ступенька появится на брусках, а не на заготовке.
Если для острожки доски до необходимой толщины требуется снять более 3 мм материала, то после обработки верхней пласти переверните доску и обработайте ранее фугованную пласть. Попеременно обрабатывайте доску с обеих сторон до достижения окончательной толщины.
Принцип действия электрооборудования и систем управления
На станке установлены три трехфазных короткозамкнутых асинхронных электродвигателя.
На станке применяется электрооборудование на напряжение питающей сети 380 В и частотой тока 50 Гц, цепь управления — 110 В, местное освещение — 24 В.
При нажатии SB3 включается магнитный пускатель КМ1. Включается электродвигатель М1. При нажатии на кнопку SB5 включается КМ3, который замыкает свои контакты и двигатель главного движения М2 включается на пониженной скорости по схеме треугольник. При переключении переключателя SA1 во второе положение и нажатии на кнопку SB4 включаются магнитные пускатели КМ4 и КМ5, которые замыкают свои контакты и двигатель М2 включается на повышенной скорости по схеме двойная звезда.
При нажатии на кнопку SB5 включается КМ6 и двигатель М3 начинается вращение вправо, а при нажатии SB6 включается КМ7 и двигатель М3 начинает вращение влево.
Контакты блокировок SQ1-SQ2 — это контакты блокировок дверей шкафа управления, пульта управления.
Защита цепи питания и местного освещения от токов короткого замыкания осуществляется предохранителями FU1-2, вся схема защищена автоматическим выключателем QF1. Защита двигателя главного привода от перегрузок осуществляется тепловыми реле КК1 и КК2.
Расчет мощности и выбор двигателей
При выборе электродвигателей необходимо учитывать требования технологического процесса и условия окружающей среды в процессе эксплуатации.
В зависимости от категории помещения по условиям окружающей среды в данном курсовом проекте будем использовать электродвигатели со степенью защиты IP44.
Выбираем электродвигатель М1. Мощность электродвигателя рассчитываем по формуле:

(4.1)
где, Р — мощность двигателя, кВт;
Мкр = 12,5 Нм — крутящийся момент;
nф = 1500 об/мин — частота вращения;
? = 0,8 — коэффициент полезного действия;

Из справочника асинхронных электродвигателей серии 4А выбираем электродвигатель с короткозамкнутым ротором типа 4А100S4У3.
Характеристика электродвигателя.
Мощность на валу, кВт 3,0
Число оборотов в минуту, об/мин 1500
КПД при номинальной нагрузке, % 82
Cos? при номинальной нагрузке 0,83
iп 5,0
mк 2,2
sном, % 2,1
Выбираем электродвигатель главного движения М2. Мощность электродвигателя рассчитываем по формуле 4.1:

Из справочника асинхронных электродвигателей серии 4А выбираем двухскоростной электродвигатель типа 4А200L4/2У3.
Характеристика электродвигателя
Мощность на валу, кВт 33,5/37
Число оборотов в минуту, об/мин 1500/3000
КПД при номинальной нагрузке, % 91/87
cos? при номинальной нагрузке 0,87/0,89
iп 4,5/5
mк 2,2/3,0
Выбираем электродвигатель М3. Мощность электродвигателя рассчитываем по формуле 4.1

Из справочника асинхронных электродвигателей серии 4А выбираем электродвигатель с короткозамкнутым ротором типа 4А90L4У3.
Характеристика электродвигателя.
Мощность на валу, кВт 2,2
Число оборотов в минуту, об/мин 1500
КПД при номинальной нагрузке, % 80
cos? при номинальной нагрузке 0,83
iп 4,0
mк 2,0
sном, % 2,5
Расчет силы резания
Для определения окружной касательной и нормальной силы, а также составляющих силы резания используют рисунок 6.

Рисунок 6-Схема сил, действующих на заготовку
Окружная касательная Fк, Н, и нормальная Fн, Н, силы резания определяются по формулам:
Fк=

Fн=m• Fк
где К — удельная работа резания, Дж/см3; К=КТ•а0= 14•1,605=22,47Дж/см3;
m — переходный множитель, зависящий от угла резания и степени затупления резца (m=mд mp=0 0,24=0,24; таблица 33,34, приложение 1).

Fк==104,08 Н,
Fн=0,24•104,08=24,98 Н.
Составляющие силы резания S1, Н, и S2, Н, определяются по формулам:
S1= Fк•coscp Fн•sincp
S2= Fк•sincp-Fн• coscp
где cp — средний угол, град.
cp=0,5(вх-вых)=0,5•arccos

где вх,вых — угол входа и угол выхода инструмента из заготовки соответственно, град; вых=0.

cp=•(вх-вых)=•arccos=9,03,
S1=104,08•cos9,03 24,98•sin9,03=106,54 Н,
S2=104,08• sin9,03-24,98•cos9,03=-10,16 Н.
Расчет мощности на процесс резания:
Nрез=,

Nрез==2,696 кВт.
Расчет скорости резания по заданной шероховатости
Для расчетов скорости подачи VД, м/мин, по заданной шероховатости поверхности Rm max, мкт, необходимо определить Rm max, соответствующую заданному режиму резания и определяемую расчетным путем по допустимой глубине климатических неровностей на обработанной поверхности Y1, мм :
Y1= Rm max=;
где Iв — длинна волны, мм; Iв=2,7 мм из таблицы 20/2/;
R — радиус ножевого вала, мм; R=D/2=103/2=51,5 мм.

Y1= Rm max==0,018 мм
Так как Y1 > ф (0,018 > 0,002), где ф-неточность установки резцов по радиусу, мм, то можно определить скорость подачи за оборот Vn, мм/об:
Vn= Iв

Vn=2,7 =5,27 мм/об.
Тогда скорость подачи VД, м/мин, по заданной шероховатости поверхности определится по формуле:
VД=

VД==26,08 м/мин.
Из определенных скоростей подач выбирается наименьшая Vs=26,08 м/мин, эта скорость не соответствует кинематическим возможностям, тогда выбираем Vs= 12 м/мин.
Рейсмус из электрического рубанка
Для постройки полноценного рейсмусового приспособления в первую очередь необходимо изготовить станину или столик, на котором будет закреплен инструмент. Электрорубанок комплектуется мощным коллекторным двигателем, который может легко стать причиной травмы, поэтому крепеж самодельного рейсмуса к столу должен быть прочным и надежным.
Вторым этапом выбираем схему компоновки рейсмуса. Наиболее простой вариант приспособления приведен на чертеже и фото.
Фактически необходимо изготовить подвижную платформу, на которой будет закреплен сам электрорубанок. Высота подъема подошвы инструмента на обрабатываемой поверхности регулируется с помощью четырех пар «винт-гайка», установленных по бокам приспособления.
Основная сложность в работе электрорубанка заключается в корректной регулировке высоты подъема режущей кромки. В нормальном режиме вылет ножа над плоскостью подошвы регулируется винтовой подпружиненной рукояткой. Величину вылета обычно проверяют визуально или руками, тогда как при работе в режиме рейсмусового станка придется руководствоваться только показаниями шкалы на рукояти.
Единственными недостатками рейсмуса подобной схемы будут небольшая ширина обрабатываемой поверхности, 90-100 мм, и фактическая потеря электрорубанка в качестве ручного инструмента. Разбирать и собирать рейсмусовый станок всякий раз, когда понадобится снять пару миллиметров с прибитой доски, явно неудобно.
Рейсмус своими руками: чертежи, видео и фото
Изготовить рейсмус своими руками — далеко не самая сложная задача. Самодельное устройство может обладать аналогичными характеристиками с простыми заводскими рейсмусами, но при этом такой инструмент обойдется в разы дешевле, если вовсе не бесплатно. Все зависит от того, сколько необходимых для сборки устройства комплектующих придется купить или заказать у мастеров.
Фото чертежа рейсмуса своими руками
- Рейсмус представляет собой устройство, предназначенное для строгания заготовок, придания им завершенного внешнего вида;
- Такое устройство позволяет менять толщину изделия, создавать идеально гладкую поверхность;
- Рейсмус — незаменимый инструмент в сфере мебельного производства;
- С помощью рейсмуса можно выполнять отделку помещений, создавать стройматериалы, декоративные элементы;
- Заводской инструмент — удовольствие не из дешевых. В связи с этим большую популярность завоевал самодельный рейсмус;
- Изготовить строгальный инструмент своими руками можно, опираясь на чертежи и понимая принцип работы агрегата.
Самодельное устройство — это бюджетный аналог заводскому станку. Если вам приходится часто иметь дело с деревянными заготовками, либо вы занимаетесь самостоятельно постройками, создаете для своего дома мебель, не обязательно покупать дорогой заводской рейсмус. Для подобных целей вполне сгодится самодельный инструмент.
Фото устройства и принципа работы рейсмуса
Самодельный рейсмус, как и его заводской аналог, включает несколько основных компонентов, которые вам потребуется изготовить и собрать своими руками:
- Стол;
- Рама;
- Ножевой вал;
- Система подачи заготовок;
- Регулировочные болты.
Чтобы в процессе работы у вас не возникало проблем и вопросов, мы рассмотрим особенности сборки каждого из представленных элементов станка отдельно.
Рейсмусовый станок по дереву
Среди ближайших родственников рейсмусового станка можно назвать наиболее известные и популярные системы:
Первые два типа станков отличаются лишь размерами рабочего стола, количеством режущих кромок, скоростью резания. Устройство станины, ножевого блока, привода и системы подачи заготовки из дерева во многом похожи. В шлифовальном станке вместо ножей используются шлифовальные барабаны и ленты.
К сведению! Между операциями шлифования и фугования дерева предполагается обработка заготовки рейсмусовым типом барабанного ножа.
При правильном подборе режимов качество обработки дерева на рейсмусовом станке получается достаточно высоким, что зачастую дает возможность отказаться от шлифования деревянной поверхности.
Во многих случаях, при работе с легкими и средними по плотности заготовками, операции фугования и чистовой резки выполняют на одном фуговально – рейсмусовом станке. Достаточно лишь последовательно перенастроить режим резанья и обороты вращения ножевого блока. Один станок фактически заменяет два.
Самодельный деревообрабатывающий рейсмусовый станок
Нередко при проведении столярных работ возникает потребность прогнать рейсмусом доску или склеенный из реек щит шириной более 100 мм. Планки и панели из дерева 100-140 мм еще кое-как можно ровнять обычным ручным электрорубанком, при условии, что материал надежно зафиксирован на верстаке. Правда, строгать приходится по диагонали в несколько проходов с последующей обработкой ручной шлифовальной машинкой.
Перекрестное строгание широких досок еще можно использовать для одной-двух досок, но если речь идет о двух десятках щитов или досок, то без самодельного рейсмусового станка явно не обойтись.
Простейший вариант рейсмус-фуговального станка приведен на схеме.
Основой конструкции является массивная стальная рама-каркас, сваренная из стального уголка. В нижней части станины рейсмусового станка устанавливается асинхронный двигатель мощностью 1,5-1,8 кВт и оборотами не менее 1200 об/мин. Двигатель необходимо установить на подпружиненную подушку, чтобы обеспечить натяжение приводного ремня станка и снизить вибрации на рейсмусовых ножах.
Вторым по важности элементом является цилиндрический блок с гнездами для ножей и подшипниковыми опорами. Эту деталь рейсмуса придется купить готовой, сделать ее своими руками практически нереально. Барабан с подшипниками устанавливают непосредственно на станину станка после монтажа рабочего стола.
На последнем этапе подбираются два шкива для ременной передачи, соотношение диаметров шкивного ручья должно быть в пределах 2,5-2,8. Шкив большего диаметра насаживается на вал двигателя, меньшего на вал барабана. Скорость вращения под нагрузкой не должна превышать 4 тыс. об/мин.
Система подачи и болты регулировки
Ручной деревообрабатывающий рейсмус несколько уступает по эффективности и производительности станку, потому ручной вариант следует применять в определенных случаях. Большинству мастеров подходит принцип станка, который они решаются сделать своими руками.
- Самодельный рейсмус, согласно чертежам, устанавливается на рабочий стол с регулировочными болтами. Такой принцип устройства позволяет по мере необходимости регулировать положение конструкции.
- Для обеспечения точной регулировка стола, позволяющей эффективно использовать ножевой вал, многие используют звездочки от велосипедов, соединяя их с цепью. Подобный принцип сборки позволит избавиться от необходимости регулировать каждый болт отдельно и с максимальной точностью менять положение стола.
- Для сборки подобной конструкции потребуются пружины. Их позаимствуйте из клапанов движка грузовиков. Отыскать их на рынке автозапчастей или на свалках совершенно не проблематично.
- В большинстве случаев рейсмусовый самодельный инструмент имеет ручную подачу. Со временем самодельный рейсмус можно усовершенствовать, добавив к рабочему столу автоматизированную систему подачи обрабатываемых изделий. Это позволит заготовке плавно перемещаться по станку, снимая равномерный слой древесины с поверхности.
- Опытные мастера советуем воспользоваться специальными вальцами для прижима заготовок к рабочему столу во время обработки. Самостоятельно изготовить прижимы сложно, а вот готовые вальцы смогут прекрасно справиться с поставленной задачей.
Как видите, принцип сборки рейсмуса достаточно прост. Советуем подкрепить полученные знания видео уроками, где мастера подскажут вам секреты самостоятельного создания эффективных рейсмусов.
Советы по работе с рейсмусовым станком
- Используйте стружкосос для удаления отходов, которые производит станок. Стружки и другой мусор, попавший между заготовкой и подающими барабанами или столами, могут оставить на поверхности доски отпечатки.
- Направление древесных волокон может меняться в пределах доски, а некоторые породы (такие как клен) сами по себе склонны к вырывам. Для уменьшения вырывов подавайте заготовку под небольшим углом (фото справа). Это также способствует более равномерному износу ножей.
- Чтобы обработать материал толщиной менее 6 мм, прикрепите его двухсторонним скотчем к салазкам из МДФ (левое фото внизу). Однако не обрабатывайте заготовки, толщина которых менее 3 мм. Ножи станка могут расщепить заготовку и отбросить обломки на вас.
- Чтобы получить несколько заготовок одинаковой ширины без следов, оставленных пильным диском, сложите их вместе пласть к пласти, обратив отфугованные кромки вниз. Затем пропустите весь пакет через рейсмусовый станок (правое фото внизу). Этот способ можно использовать только для обработки заготовок толщиной более 19 мм, при этом толщина пакета должна превышать его ширину.
Советы по работе с фуговальным станком
- Чтобы снизить количество отходов и повысить выход материала, перед фугованием распилите доски по длине и ширине, оставив припуск на дальнейшую обработку. Короткие и узкие заготовки имеют меньшую величину прогиба, и они могут быть обработаны за меньшее число проходов.
- Для получения более гладкой поверхности с меньшим числом вырывов снимайте за один проход слой материала толщиной не более 0,8 мм.
Уменьшение скорости подачи также дает более чистую поверхность.
- При фуговании доски, имеющей крыловатость, прижимайте ее противоположные углы. Старайтесь удерживать эти углы прижатыми к столам и не раскачивайте заготовку, проходящую над ножевым валом. После нескольких проходов выровненные углы обеспечат устойчивую поверхность для базирования заготовки при фуговании оставшейся части.
- При фуговании двух заготовок для склейки по кромке обрабатывайте одну из заготовок, обратив к продольному упору ее нижнюю пласть (левое фото внизу), а другую — обратив к упору ее верхнюю пласть (среднее фото внизу). Если продольный упор станка не перпендикулярен столу, два угла взаимно скомпенсируют друг друга и склеенный щит будет плоским (правое фото внизу).
- Чтобы отфуговать пласть доски, ширина которой превышает возможности вашего станка, распилите доску вдоль пополам, отфугуйте каждую из частей, в том числе и кромки, полученные после распиловки, после чего склейте их по кромке, выровняв в одной плоскости отфугованные пласти.
Продольный распил досок, имеющих сильную поперечную или продольную покоробленность или крыловатость, безопаснее делать ленточной пилой.
Станок рейсмусовый модели ср6-5г для одностороннего фрезерования
ФЕДЕРАЛЬНОЕ АГЕНТСТВО ПО ОБРАЗОВАНИЮ (РОСОБРАЗОВАНИЕ)
Архангельский государственный технический университет
Кафедра ОХМПД
Лабораторная работа № 5
Станок рейсмусовый модели СР6-5Г
Выполнил:
студент ф-та МТД III-3
Илатовский А.А.
Проверил:
Коробовский А.А.
Архангельск, 2006
Станок рейсмусовый модели СР6-5Г
Назначение станка
Станок
рейсмусовый предназначен для одностороннего фрезерования в размер по толщине
досок, брусков и щитов.
Станок
допускает одновременную обработку нескольких заготовок с неравномерностью по
толщине до 4 мм.
Область применения: деревообрабатывающие
предприятия, мебельные цеха, строительные площадки.
Функциональная схема показана на
рис.1.
Рис.1. Схема
функциональная рейсмусового станка: 1 – заготовка, 2 – вал ножевой,
3 – прижим передний,
4 – прижим задний, 5 – валец подающий, 6 – стол.
Техническая характеристика станка
№ | Показатель | Обозначение | Значение |
1 | Ширина фрезерования наибольшая, мм | bmax | 610 |
2 | Толщина обрабатываемого материала, мм наименьшая наибольшая | Hmin Hmax | 5 200 |
3 | Толщина снимаемого слоя наибольшая, мм | hmax | 5 |
4 | Диаметр заготовки, мм | D | 125 |
5 | Длина заготовки наименьшая, м | lmin | 5,0 |
6 | Диаметр ножевого вала, мм | Dв | 125 |
7 | Диаметр окружности резания, мм | Dp | 128 |
8 | Количество ножей в ножевом валу | z | 4 |
9 | Электродвигатель механизма резания мощность, кВт частота вращения, об/мин | N1 n1 | 7 2910 |
10 | Электродвигатель механизма подачи мощность, кВт частота вращения, об/мин | N5 n5 | 7 1420 |
Кинематическая схема рейсмусового станка СР6-5Г
Рис. 2.
Кинематическая схема рейсмусового станка СР6-5Г
Кинематический расчёт скоростей резания и подачи
Скорость резания, м/с.
 ,
,
где Dp — диаметр
окружности резания, мм;
np — частота вращения ножевого вала, об/мин.
![]() ,
,
где n1 — частота вращения
электродвигателя механизма резания, об/мин.
i1 — передаточное
отношение механизма резания.
 об/мин
об/мин
 м/с.
м/с.
Скорость подачи, м/мин.
 ,
,
где Dпв — диаметр
подающего вальца, мм;
n — частота вращения подающего
вальца, об/мин.
![]() ,
,
где n5 — частота вращения
электродвигателя механизма подачи, об/мин.
i — передаточное отношение
механизма подачи.
 об/мин
об/мин
 м/мин
м/мин
 об/мин
об/мин
 м/мин
м/мин
 об/мин
об/мин
 м/мин
м/мин
Ограждения и блокировки
Ограждения
клиноременных передач механизмов резания и подачи имеют сварную конструкцию.
Ограждение ножевого вала — когтевая защита.
Схема сборки
На фото — самодельный станок с электрической протяжкой в процессе сборки.
Приведенная на фотографии выше конструкция своей функциональностью приближается к рейсмусу фабричного производства. Однако на практике своими руками изготавливаются куда более простые конструкции.
Причина довольно очевидна: самодельные рейсмусные станки по дереву имеют лишь одно очевидное преимущество перед фабричными — дешевизну; соответственно, для минимизации расходов их предельно упрощают.
Для создания сколь-нибудь сложной конструкции придется закупать довольно много дорогостоящего стального проката, износостойких подшипников, шкивов, зубчаток, да и мощный электромотор будет стоить недешево.
| Элемент | Описание |
| Станина | Две независимые рамы сварены из уголка размером 40 — 50 мм. Они соединяются резьбовыми шпильками, выточенными из 32-миллиметрового шестигранника. |
| Протяжка | Она представляет собой модификацию выжимных резиновых валиков от старой стиральной машины. Валики расточены под подшипники и посажены на оси толщиной 20 мм. Подача — ручная, осуществляется вращением рукоятки. |
| Стол | Собирается из шлифованной доски, притянутой к станине болтами с потайными головками. Для защиты от гнили и лучшего скольжения заготовки доски пропитаны отработанным маслом. |
| Мотор | 380 вольт, три фазы, мощность 5,5 КВт, вращение на нож передается ремнем. Скорость вращения вала ножей — 5000 об/мин. |
| Кожух | Выполнен из миллиметровой жести на каркасе из уголка размером 20 мм. |
При этом затраты только на комплектующие будут примерно такими:
- Электромотор — 7 — 15 тысяч рублей.
- Уголок — 2 — 3 тысячи.
- Подшипники, шкивы, ремень, оси, шпильки — 3 — 4 тысячи.
- Ножи — 1 — 2 тысячи.
Суммарные расходы (без учета затрат времени, электродов, электроэнергии) составят от 13 до 24 тысяч рублей.
Схема станины станка.
Типовое устройство рейсмусового станка
В современной столярной мастерской практически невозможно обойтись без инструментов для чистовой обработки, в том числе шлифовального и рейсмусового станков. В зависимости от объема выполняемых столярных работ, нагрузки и номенклатуры изделий из дерева рейсмусовый станочный парк делится на две группы:
В условиях выполнения больших объемов обработки дерева более выгодными оказываются специализированные станки по дереву. Во-первых, нет необходимости выполнять регулярную перенастройку и наладку режущих инструментов, выше точность и качество обработки, а во–вторых, работа на специализированном рейсмусовом агрегате не требует высокой квалификации.
Универсальный вариант более гибкий в работе, но для использования многофункционального станка по дереву потребуется серьезный опыт настройки и обслуживания устройства. В условиях мелкосерийного или штучного изготовления деталей из дерева нормально работают только МФУ станки с рейсмусовыми приставками известных брендов.
Китайский ширпотреб очень быстро теряет точность обработки заготовок из дерева, и зачастую, после нескольких лет эксплуатации универсальный деревообрабатывающий станок с рейсмусом — приставкой переделывается владельцами в специализированные устройства, например, циркулярку или электрофуганок.
Универсальные конструкции рейсмусов
Схема компоновки МФУ станка со встроенным рейсмусом кардинально отличается от специализированного рейсмусового аппарата. Обычно деревообрабатывающий многофункциональный бытовой станок с рейсмусом изготавливается в виде стальной массивной коробки, внутри которой расположен электрический двигатель и система передачи вращающего момента от мотора к режущим приспособлениям.
В самых мощных используются тяжелые асинхронные двигатели от 1,5 до 3 кВт. Из-за того, что двигатель выдает одну частоту вращения вала, приходится использовать систему регулирования оборотов и вращающего момента. Поэтому многофункциональное устройство всегда получается более шумным и менее надежным в работе.
В комплект режущих приспособлений, помимо рейсмусового ножа, входит:
- Циркулярная пила;
- Фрезерная головка;
- Устройство для сверления отверстий под любым углом;
- Строгальный вал с ножами.
Кроме режущих устройств, в конструкции МФУ используется несколько типов направляющих и позиционирующих приспособлений. Например, вращением приводных валов можно выставить угол подрезки кромки или фрезерования паза в диапазоне 0-90о.
Типичным представителем класса универсалов является станок швейцарской компании Holzstar модели UMK6. Его основные параметры приведены в таблице.
В конструкции предусмотрено выполнение шести операций – сверление, распиловка циркулярной пилой, фрезерование, обработка рейсмусом, фугование.
Габариты 880х 835 см, вес 52 кг. Мощность асинхронного двигателя – 1 кВт. Разумеется, точность и качество обработки универсального UMK6 не может сравняться со специализированными моделями, но того, что может выдать станок, вполне хватает для любых домашних работ или даже для производства несложной мебели, тары, ремонта крыши, установки забора.
Для сравнения, при несколько меньшей ширине рабочей зоны рейсмусового приспособления, чем у JWP12, 154 мм против 300 мм, все остальные параметры — скорость резания 12 см/с, габариты заготовки из дерева 1-92 мм, лишь немногим уступают швейцарскому станку.
По сути, МФУ с рейсмусовой приставкой заменяет целых пять станков по дереву.
Устройство
Как устроен рейсмус — станок по дереву?
Давайте в качестве образца изучим простейшую конструкцию с одним ножом, обеспечивающим, соответственно, одностороннюю обработку детали.
Схема одностороннего рейсмуса.
- Вращающийся нож 1 обеспечивает собственно строгание доски. Как правило, он представляет собой барабан с жестко закрепленными сменными лезвиями — прямыми или фигурными.
- Прижимная пружина 2 обеспечивает прижим заготовки вальцами 3 и 4.
Заметьте: поверхность вальца 4 часто делается рифленой для более надежной фиксации заготовки.
- Подвижное коромысло 5 служит для фиксации осей верхних вальцов.
- Аналогичную функцию снизу выполняет коромысло 6: пружина 7 прижимает к заготовке нижний валец 8.
В этой схеме подлежат регулировке:
- Сила прижима нижнего вальца F1.
- Сила прижима верхних вальцов F2.
- Глубина резания А.
Типичный рейсмусовый станок по дереву, впрочем, имеет несколько более сложное устройство:
- Общее количество протяжных вальцов — не 3, а 4. В этом случае обеспечивается протяжка заготовки с минимальным сопротивлением: в приведенной выше схеме левый вал вынужден протягивать заготовку, опирающуюся на гладкое стальное основание.
- Для предотвращения вылета заготовки в обратную сторону перед первой парой подающих вальцов ставятся опрокидывающиеся «когти», намертво зажимающие доску при попытке обратного хода.
Когти 3 блокируют обратный ход заготовки.
- Кроме того, даже в бытовых рейсмусах более распространена схема с двумя ножами, способными одновременно обработать и нижнюю, и верхнюю стороны детали. Конструкция с одним ножом функциональностью не слишком далеко ушла от строгального станка: единственное ее достоинство — механическая протяжка.
![Фрезерный станок чпу в Самаре: 153-товара: бесплатная доставка, скидка-14% [перейти]](https://stanki-doma.ru/wp-content/uploads/2022/05/8fb4566b2299ca9d526f90eda2831444-150x150.png "Фрезерный станок чпу в Самаре: 153-товара: бесплатная доставка, скидка-14% [перейти]")


. Паспорт, схемы, описание, характеристики")
