, 371, ОШ-48 - Металлический форум") Станки дома
Станки дома Основные технические данные
Согласно принятым правилам в паспорте должны быть указаны важные технические данные. К ним можно отнести:
- Класс точности – В.
- Максимальные габаритные размеры обрабатываемой детали: 630х200х320.
- Размеры рабочего стола: 630х200.
- Максимальное поперечное перемещение заготовки 235.
- Наибольшее вертикальное перемещение головки 365.
- Максимальный диаметр абразивного круга 250.
- Максимальное количество оборотов в минуту 2740 об/мин.
- Число электродвигателей 5 штук.
- Максимальные габаритные размеры конструкции: 1870х1550х19890.
- Масса оборудования 2000 килограмм.
Все габаритные размеры указываются в миллиметрах.
Технические характеристики плоскошлифовального станка 3Г71
Другие важные данные плоскошлифовального станка также указывается в паспорте. Учитывая тот момент, что модель 3Г71 уже не выпускается, паспорт довольно сложно найти. Некоторые показатели указываются на корпусе.
Описание паспорта и руководства на 3г71
Паспорт на станок универсальный плоскошлифовальный с высокой точностью с горизонтальным шпинделем и прямоугольным столом модели 3Г71Завод изготовитель: Оршинский станкостроительный заводГод документации: 1974 г.
Руководство по эксплуатации 3Г71.00.000РЭСодержание 1.Назначение и область применения станка2.Распоковка и транспортировка станка-Схема транспортировки 3.Фундамент станка и установка-Установочный чертеж 4.
Паспорт станкаОбщий вид станка Спецификация органов управления Основные данные Габариты рабочего пространства Основные размеры и посадочные места Механика станка Изменения в станке Данные комплектации станка 5.
Краткое описание конструкция и работы станкаОписание кинематической схемы Кинематическая схема станка Спецификация зубчатых и червячных колес, червяков, винтов и гаек Общая компоновка Спецификация основных узлов станка Особенности отдельных узлов Станина Колонная Крестовой суппорт Механизм продольного ручного перемещения стола Механизм продольного реверсного стола Стол Механизм поперечного реверса стола Механизм поперечной подачи Шлифовальная головка Механизм вертикальной подачи Кожух шлифовального круга Охлаждение 6.
Электрооборудование станка 3Г71Описание принципиальной схемы Принципиальная электросхема Монтажная электросхема Размещение электрооборудования на станке Спецификация покупного электрооборудования 7.Гидропривод станкаНазначения и управления станка Конструкция Гидроцилиндр Работа гидропривода и взаимодействие узлов Принципиальная гидросхемы Первоначальный пуск гидропривода Указания по обслуживанию гидропривода Спецификация покупного гидроаппаратуры 8.
Смазка станкаУказания по обслуживанию смазочной системы станка Схема смазки Спецификация смазки станка 9.Подготовка станка к первоначальному пуску, первоначальный пуск и указания по технике безопасности10.
3 электрическое оборудование станка и питание его электросхемы
3Г71, работающий от 380 В переменного тока (50 Гц, три фазы), располагает пятью двигателями, о параметрах коих было сказано выше, а также:
- специальным блоком защиты;
- аппаратурой освещения и сигнализации;
- управляющей системой;
- блоком выпрямителей;
- плитой электромагнитной.
Электрическая схема агрегата способна обеспечивать его функционирование в двух режимах:
- без электромагнитной плиты;
- с плитой.
Питание схемы выглядит таким образом:
- 5-Вольное напряжение подается на сигнальную лампу;
- 129 В идет на вход выпрямителя;
- управляющая цепь питается 110 В;
- 24 В подается на лампу локального освещения;
- 110 В питает электромагнитную плиту;
- 380 В поступает на короткозамкнутые асинхронные электрические двигатели.
При запуске вводного выключателя (кулачково-пакетного) в цепь управления и в силовые цепи поступает напряжение, о чем сигнализирует лампа на пульте управления агрегатом. Чтобы выбрать функционирование станка с плитой, требуется перевести в соответствующее положение специальный переключатель. При этом будут отмечаться следующие процессы:
- селеновый выпрямитель получит напряжение;
- контакт, соединенный с переключателем, замкнется (в это же время произойдёт размыкание парного контакта).
Запустить двигатель гидравлического привода можно при помощи двигателя, который включается пускателем (магнитным). Такой же пускатель предусмотрен и для запуска двигателя рабочего круга для шлифования. Двигатель, который отвечает за быстрое перемещение вниз и вверх шлифголовки, начинает работать при повороте рукоятки барабанного реверсивного устройства, оснащенного механизмом самовозврата.
Другие особенности работы электрооборудования станка:
- установку следует заземлять по стандартным нормам на общий для производственного участка контур;
- от возможных перегрузок электрические двигатели предохраняются тепловым реле;
- от коротких замыканий оборудование защищено пятью автоматическими предохранителями;
- катушки пускателей с магнитами выполняют нулевую защиту.
Ваша заявка успешно отправлена !
Ваш запрос информации на паспорт , успешно отправлен в офис нашей компании.
В ближайшее время, эта заявка будет передана первому свободному менеджеру, который обработает ее, подберет для вас лучшие варианты и вышлет полную информацию на указанный вами адрес электронной почты:
После получения ответа, вы сможете по эл.почте или по телефону, обсудить с менеджером все условия и подробности интересующие вас.
Гидросхема плоскошлифовального станка 3г71
Гидросхема плоскошлифовального станка 3г71
Главные устройства и передвижения
Схема, по которой собран станок и его ходы выглядят так. К станине крепят колону. По горизонтальным направляющим качений станины движется крестовый суппорт. Вместе с ним передвигается и верстак, который выполняет продольно-поступательные ходы назад. По вертикальным направляющим передвижения колоны, передвигается шлифовочная головка.
Растворитель ржавчины для кузова авто, болтов, труб
На внутренней нижней стороне суппорта на станок гс 3е711в закрепили:
- блок реверса поперечной подачи;
- блок реверса продольного передвижения верстака;
- блок продольного реверса верстака;
- блок поперечной реверсировки верстака;
- панель распределения;
- гидропанель.
Шлифовальный шпиндель собирают с предварительным натягом, этому способствуют высокоточные радикально-упорные подшипники, которые смазаны «непропадающей» смазкой. Гидростанция на ргс 3е711в оснащается насосом объемной регулировки. Ее схема действий заключается в создании плавного регулирования быстроты передвижения верстака.
Установочный чертеж 3Е711В
Как заказать
Чтобы заказать это руководство к станку, воспользуйтесь одним из этих способов связи с нами:
Каталог паспортов
- Токарная группа
- Фрезерная группа
- Машины для литья
- Отрезная группа
- Сверлильная группа
- Шлифовальная группа
- Заточная группа
- Расточная группа
- Долбежная группа
- Строгальная группа
- Зубообрабатывающая
- Резьбонарезная группа
- Электроэрозионные
- Пружинные станки
- КПО
- Пресса
- Ножницы
- Листогибы и Вальцы
- Молоты
- Деревообрабатывающие
- Сварочное оборудование
- Печи
- Намоточные
- Автоматы
- Столы
- Каталоги Книги по ремонту
- Разное
- Гидроагрегаты, компресора, насосы, агрегаты, двигатели
- УЧПУ, привода, УЦИ,блоки, Шкафы, преобразователи
- Прочее оборудование
Кинематическая схема шлифовального станка 3г71м
Главное движение осуществляется от электродвигателя Эл.I через ременную передачу. Шпиндель получает постоянную скорость вращения.
Ускоренное перемещение шлифовальной головки осуществляется от электродвигателя Эл.II через цилиндрическую и червячную передачу. Червячная шестерня жестко закреплена на полом валу III, внутри которого крепится гайка, При вращении шестерни с гайкой винт, закрепленный к шлифовальной головке, осуществляет опускание или подъем шлифовальной головки.
При включении ускоренного перемещения шлифовальной головки кнопка должна находиться в положении «от себя», т.е. шестерня 17 должна быть выведена из зацепления.
Для ограничения верхнего положения шлифовальной головки внутри колонны установлен выключатель.
Вертикальная автоматическая подача осуществляется от лопастного гидроцилиндра после каждого продольного или поперечного хода стола.
Под действием давления масла поворачивается ротор гидроцилиндра с закрепленным на нем рычагом с собачкой.
Собачка поворачивает храповик 20, скрепленный с зубчатым колесом 19, от колеса движение передается через цилиндрические колеса 17 и 18 на червяк, который вращает гайку 3. Пределы автоматической вертикальной подачи 0,005-0,05 мм. Подача на один зуб храпового колеса 0,00’5 мм.
Точная ручная поперечная подача осуществляется от кнопки через конические шестерни 14 15.
За один оборот кнопки суппорт перемещается на 0,4 мм.
Ручное продольное перемещение стола осуществляется от маховика, сидящего на валу X, через шестерни 10, И, 9, 7 и рейку 8.
За один оборот маховика стол перемещается на 18,1 мм.
В нормальном положении шестерня 7 должна быть выключена из зацепления с рейкой стола. Маховик должен находиться в положении «на себя».
В механизме имеется блокировка, не позволяющая включать механическое перемещение стола, пока шестерня не будет выведена из зацепления. В выведенном положении нажимается микропереключатель, который допускает в таком положении включение механического перемещения стола.
Коллеги, нужна помощь советом. присматриваю 3г71
На оршанском гидропривод с 3 шлангами, и распределитель на столе чуть похитрее. Также можно задать шаг с которым будет каждый раз опускаться шпиндель, а у дербента все эти опции урезаны. шаг помоему не меняется.
Но в принципе не самый важный критерий, многие врукопашную подают, и не страдают от этого.
Главное штоб направляйки не сильно ушатанные были, остальное можно и доукомплектовать при желании.
Хотябы открути шток гидроцилиндра и приподними стол, вдвоем так запросто и оцени масштаб бедствия, обычно посередине яма не хилая при таком годе рождения обязана быть. На моем 67года было 0,2мм, что сами понимаете весьма критично для этого станка.
если позволят продавцы поднимите ломом весь стол и вытащить сепараторы, только перед этим кронштейн гайки поперечного хода ослабить, снизу над маслостанцией. Перевозить настоятельно рекомендуют без роликов, вместо них хоть фанеру положить.
По состоянию роликов можно оценить направляйки поперечной. Там низ каленый, а у стола призмы чугун, там тоже шкрябать много. У меня было 0,08мм.
И еще при ремонте без уровня 0,02мм/м ловить нечего.
А драть красивую поверхность без геометрии сами понимаете такой станок не нужен, тем более что у вас универсально заточных 3 шт. Внимательно все оцени до того как, а не после.
Удачной покупки.
§
§
Контакты
Мы ждем ваших звонок с понедельника по субботу с 09-00 до 20-00
А эл.почту и заявки с сайта круглосуточно!
Подробнее на странице «Контакты»

Обратная связь
Отправьте нам свой вопрос и мы ответим на ваш адрес эл.почты в ближайшие часы.
Мы будем рады любому вашему вопросу. А так же ждем от вас жалоб, поощрений и предложений.
Ожидайте пожалуйста ответа. спасибо за вашу заявку!

Особенности плоской шлифовки
Поверхность диска, выполняющего отделку, определяет вид шлифования: торцом или периферией. Главные характеристики способов периферийной шлифовки:
- шлифовка врезкой. ее применяют при действиях с деталями, где ширина не больше высоты. также в случаях ограничений плоскости буграми. при данных работах быстро изнашивается диск, а это предполагает проведение частых правок. большой точности при этой работе не достигают;
- глубокий тип шлифовки. при проведении такого действия за период одного хода стола на невысокой быстроте подачи продольного типа, убирают полные припуски.
- шлифовка с использованием непостоянной поперечной подачи. она позволяет высококачественно отделать любые объемные зоны. при непостоянной поперечной подаче во время последних движений, нужно ставить небольшую глубину подачи. это требуется для снижения неточности, которую создает диск в последствие изнашивания;
- шлифовка с применением постоянной поперечной подачи. ее осуществляют постоянно, и ее величина за каждое передвижение не должна быть выше половины круговой высоты. если сравнить этот метод с предыдущим, то он создает более точную отделку.
Все вышеописанные способы не приводят к контакту круга и детали в такой высокой степени, как при отделке торцом. Как следствие – нет нужды прикладывать большие физические усилия, и при работе выделяется не столько тепла. Хотя периферийный тип по продуктивности уступает торцевой отделке.
Как сделать пружину своими руками из проволоки и на производстве
Особенности устройства
Шпиндель 3Г71 имеет горизонтальное расположение. Подобная схема расположения обуславливает то, что на станине происходит перемещение суппорта стола крестового типа. Перемещение проводится по направляющим качения. При эксплуатации есть возможность перемещать заготовку в двух взаимно перпендикулярных направлениях.
Принципильная электросхема 3Г71
В любом паспорте можно встретить особенности работы крестового стола:
- В инструкции указан тот момент, что работает механизированная подача от гидроцилиндра.
- При эксплуатации можно использовать механизм ручной и механической подачи.
- Продольное перемещение заготовки также позволяет ускорить процесс работы.
- Продольный реверс стола и механизм поперечного реверс также значительно повышают функциональность модели.
Есть распорядительная панель. Задняя сторона станины имеет колону, по вертикальным направляющим, которые относятся к категории качения, перемещается шпиндель 3Г71.
К другим особенностям конструкции можно отнести то, что внутри станины есть агрегат гидравлического типа. Ремонт 3Г71, а именно гидравлический системы, можно провести через левую дверь, расположенную в станине. Система также имеет специальный бак охлаждения, который расположен на правой стороне.
Особенности электрической схемы
Электросхема данного станка выглядит следующим образом. Питающее напряжение осуществляют проводом их меди (сечение на 4 мм2). Входят провода питания сквозь фланцевый угольник, размещенный на стене электрошкафа справа. Проводки ввода заводят на клемник, устроенный на стене электрошкафа справа. Затем их заводят на входной блок автоматвыключателя типа АК63-3М. Такая электросхема довольно сложная.
Электрическая схема 3Е711В
На станке применяют:
- Силовая цепь -380 В.
- Управляющая цепь -110 В; 29 В. Показатель постоянного тока -24 В.
- Цепочка местной подсветки – 24 В.
- Сигнализационная цепь — 22 В.
- Цепочка электромагнитной плитки (постоянный показатель) -110 В.
Плоскошлифовальный станок 3г71
Процесс плоского шлифования позволяет провести работу по приданию особых свойств поверхности различного типа. Для выполнения подобной работы используется специальное оборудование, технические характеристики и схема которого были созданы в 1959 году. Плоскошлифовальный станок 3Г71 был создан станкостроительным заводом, который был основан в 1900 году.
С 1959 года стали разрабатываться схемы плоскошлифовального станка, который имеет высокую точность и другие технические характеристики. Производство рассматриваемой модели началось в 1972 году, за это время шпиндель 3Г71 неоднократно изменялся, что привело к появлению более новых, совершенных версий.

Поиск техпаспорта
Поиск необходимого паспорта на станок или оборудование по нашей базе данных.
Введите модель станка или оборудования на который вы ищите паспорт.
Наша база данных постоянно пополняется и содержит уже более 12 000 моделей паспортов, однако если вы не сможете найти необходимую вам документацию, сделайте заявку и мы сами постараемся найти нужный паспорт на станок или оборудование.

Полная техническая документация, руководство по эксплуатации,чертежи и все схемы 3г71

Поля * , отмеченные звёздочкой, обязательны для заполнения
Поперечная подача стола
Поперечная подача происходит во время каждого реверсирования стола. После того как плунжер гидрораспределителя Р2 займет положение II, масло по трубопроводу 5 поступает к гидрораспределителю Р3 и через его каналы к гидрораспределителю Р4. Гидрораспределитель Р4 переключается в положение II, а гидрораспределитель Р3 — в положение I (с необходимой задержкой).
Поток масла из канала I через гидрораспределитель Р4 по каналу 7 поступает к гидродвигателю ДПП, осуществляя поворот его ротора. Для того чтобы работал механизм поперечной подачи, необходимо рукоятку реверса В, сблокированную с крановым гидроаппаратом Р5, повернуть по часовой стрелке до упора.
Крановый гидроаппарат Р5 при этом переключится в положение I. Масло из трубопровода I через гидрораспределители Р4 и Р6 попадает в трубопровод II и далее — в верхнюю полость гидроцилиндра ЦПП. Нижняя полость ЦПП через трубопровод 10, гидрораспределитель Р6 сообщается со сливным каналом 2.
После того как плунжер гидрораспределителя Р3 займет верхнее положение, верхняя торцовая камера гидрораспределителя Р4 через каналы гидрораспределителя Р3, трубопровод 6 и канал гидрораспределителя Р1 (находящегося в положении II) сообщается со сливной линией 2.
Под давлением масла в канале 8 плунжер гидрораспределителя Р4 переключится в положение I. При этом трубопровод 7 сообщается со сливной гидролинией 2 и ротор гидродвигателя ДПП под давлением масла в трубопроводе 8 смещается в исходное положение. При последующем реверсе стола (плунжер гидрораспределителя Р1 оказывается в положении I) масло по трубопроводу 6 вновь поступает к гидрораспределителям РЗ и Р4. Цикл работы механизма поперечной подачи повторится.
Предварительная заявка на паспорт станка
Отправьте заявку, в ответе мы укажем наличие, цену и другую важную информацию.
Время ответа обычно занимает от 20 минут до 3 часов.
Пуск гидропривода и перемещение стола
Гидропривод станка включается в работу нажатием кнопки «Гидропривод». Для осуществления движения стола крановый гидроаппарат Р10 панели ВШГП-35 устанавливается в положение «Пуск» (положение I). Поток масла от насоса Н, пройдя через фильтр тонкой очистки Ф по трубопроводу 1, поступает к гидрораспределителю Р2.
Плунжер гидрораспределителя Р2 занимает положение I или II в зависимости от положения плунжера гидрораспределителя управления P1. Гидрораспределитель управления Р1 переключается упорами А, связанными со столом, посредством системы шестерен Е. При положении I плунжера гидрораспределителя Р2 масло по трубопроводу 4 поступает в правую полость ЦС.
Реверсирование стола
При перемещении стола влево правый упор А перебрасывает рычаг реверса, который переключает гидрораспределитель управления Р1 в положение II. В результате происходит реверсирование стола и стол перемещается вправо. В крайнем правом положении рычаг реверса перебрасывается обратно.
Происходит реверсирование стола влево. Плунжер гидрораспределителя Р1 при его переключениях конусами сначала перекрывает выход масла из цилиндра ЦС, осуществляя торможение стола, а затем дает команду на реверсирование гидрораспределителя Р2 и после этого полностью перекрывает выход масла из цилиндра.
Осуществляется останов стола. На входе в торцовые полости гидрораспределителя Р2 установлены обратные гидроклапаны К1 и К2, а также по два гидродросселя ДР1, ДР2 и ДРЗ, ДР4. Гидродроссели ДР2 и ДР4 предназначены для регулирования плавности реверсирования стола, а гидродроссели ДР1 и ДРЗ — для регулирования времени задержек стола в крайних положениях.
При переключениях плунжера гидрораспределителя Р2 масло вытесняется сначала через гидродроссель задержки (ДР1 или ДРЗ), а после того как плунжер перекрывает канал гидродросселя задержки, — через гидродроссели ДР1, ДР2 или ДР4, ДРЗ, оказывающиеся включенными последовательно.
Система питания электрооборудования станка 3г71м
Станок подключается к сети трехфазного переменного тока напряжением ~380 В, частотой 50 Гц.
- На асинхронные короткозамкнутые электродвигатели M1-M3, М5, М6, М8 и трансформатор ТР3 подается напряжение 380 В переменного трехфазного тока.
- На электродвигатель М7 подается напряжение ~220 В переменного трехфазного тока, снимаемого с трансформатора Тр3.
- На цепи управления и электромагнит ЭМ1 подается напряжение ~110 в переменного тока от трансформатора Тр2.
- На кронштейн местного освещения ЛI подается напряжение ~24 В переменного тока от трансформатора Тр2.
- На аппаратуру сигнализации Л2 и Л3 подается напряжение ~5 В переменного тока от трансформатора Tpl.
- На электромагнитное приспособление подается напряжение 110 В постоянного тока через выпрямитель Д11. Цепи управления постоянного тока работают от напряжения, снимаемого от выпрямителя Д10, на вход которого подается напряжение 36 В переменного тока от трансформатора Tpl.
- Питание бесконтактного конечного выключателя ВБ2 осуществляется постоянным напряжением, снимаемым с выпрямителя Д26, на вход которого подается напряжение 31 В с обмоток 36 В и 5 В трансформатора Tpl, включенных встречно.
Составные части
Плоскошлифовальный станок имеет несколько важных конструктивных элементов, отмеченных в паспорте, к которым можно отнести:
- суппорт крестового типа;
- станина;
- колона;
- стол;
- механизмы продольной механической подачи и реверса;
- механизмы поперечной механический подачи и реверса;
- шлифовальная головка;
- система охлаждения;
- механизмы автоматической продольной и поперечной задачи;
- распределительная панель и гидроагрегат;
- электрооборудование;
- система смазки.
Данные элементы создают единую конструкцию, которая позволяет провести плоское шлифование.
Станки, выпускаемые оршанским станкостроительным заводом
- 3Б70В — станок плоскошлифовальный с горизонтальным шпинделем 160 х 400
- 3Г71 — станок плоскошлифовальный с горизонтальным шпинделем 200 х 630
- 3Г71М — станок плоскошлифовальный с горизонтальным шпинделем 200 х 630
- 3Д711ВФ11 — станок плоскошлифовальный с горизонтальным шпинделем 200 х 630
- 3Е710В — станок плоскошлифовальный с горизонтальным шпинделем 125 х 250
- 3Е711В — станок плоскошлифовальный с горизонтальным шпинделем 200 х 630
- 3711, 3701 — станок плоскошлифовальный особо высокой точности 200 х 630, 125 х 400
- Орша-Ф32Ш — станок консольно-фрезерный широкоуниверсальный 320 х 1400
- ТШ-1 — станок настольный точильно-шлифовальный Ø 250
- ТШ-2 — станок точильно-шлифовальный Ø 300
- ТШ-3 — станок точильно-шлифовальный Ø 400
- ТШ-4 — станок точильно-шлифовальный Ø 400
С этим читают
- Круглошлифовальный станок 3м151
- 6р81г станок консольно-фрезерный горизонтальный паспорт, схемы, описание, характеристики
- Характеристики вертикально-сверлильного станка 2н118
- Технические характеристики, конструкция и схемы горизонтально-фрезерного станка модели 6р82
- Подробный обзор вертикального консольно-фрезерного станка 6р11
- Токарный станок 1д601 технические характеристики
- Корвет 403: инструкция, характеристики, фотографии и последние отзывы
- Токарно-винторезный станок 1м61, паспорт, характеристики, схема, руководство
- Обзор широкоуниверсального фрезерного станка 676, описание, паспорт
- Описание параметров горизонтально-фрезерного станка 6р82
Станок 3г71 – повышенная точность разных видов шлифования
Плоскошлифовальный универсальный агрегат 3Г71 – станок повышенной точности, оснащенный шпинделем горизонтального типа, начал производиться на Оршанском заводе в начале 1970-х годов.
Станок плоскошлифовальный с крестовым столом и горизонтальным шпинделем 3г71м | станочный мир
Если Вам необходимо купить Станок плоскошлифовальный с крестовым столом и горизонтальным шпинделем 3Г71М звоните по телефонам:
в Москве 7 (499) 372-31-73
в Санкт-Петербурге 7 (812) 245-28-87
в Минске 375 (17) 276-70-09
в Екатеринбурге 7 (343) 289-16-76
в Новосибирске 7 (383) 284-08-84
в Челябинске 7 (351) 951-00-26
в Тюмени 7 (3452) 514-886
в Нижнем Новгороде 7 (831) 218-06-78
в Самаре 7 (846) 201-07-64
в Перми 7 (342) 207-43-05
в Ростове-на-Дону 7 (863) 310-03-86
в Воронеже 7 (473) 202-33-64
в Красноярске 7 (391) 216-42-04
в Нур-Султане 7 (7172) 69-62-30;
в Абакане, Альметьевске, Архангельске, Астрахани, Барнауле, Белгороде, Благовещенске, Брянске, Владивостоке, Владимире, Волгограде, Вологде, Иваново, Ижевске, Иркутске, Йошкар-Оле, Казани, Калуге, Кемерово, Кирове, Краснодаре, Красноярске, Кургане, Курске, Кызыле, Липецке, Магадане, Магнитогорске, Майкопе, Мурманске, Набережных Челнах, Нижнекамске, Великом Новгороде, Новокузнецке, Новороссийске, Новом Уренгое, Норильске, Омске, Орле, Оренбурге, Пензе, Перми, Петрозаводске, Пскове, Рязани, Саранске, Саратове, Севастополе, Симферополе, Смоленске, Сыктывкаре, Тамбове, Твери, Томске, Туле, Улан-Удэ, Ульяновске, Уфе, Хабаровске, Чебоксарах, Чите, Элисте, Якутске, Ярославле и в других городах
По всей России бесплатный номер 8 (800) 775-16-64.
В странах СНГ — Беларуси, Казахстане, Туркменистане, Узбекистане, Украине, Таджикистане, Молдове, Азербайджане, Кыргызстане, Армении в городах Нур-Султан, Бишкек, Баку, Ереван, Минск, Ашхабад, Кишинев, Душанбе, Ташкент, Киев и других для покупки оборудования типа Станок плоскошлифовальный с крестовым столом и горизонтальным шпинделем 3Г71М звоните на любой удобный номер, указанный на нашем сайте, или оставьте свои контакты под кнопкой ЗАКАЗАТЬ ЗВОНОК вверху сайта — мы сами Вам перезвоним.
Технические характеристики плоскошлифовального станка модели 3г71
Расстояние от оси шпинделя до стола, мм:
Наименьшее продольное механическое перемещение стола, мм 70
Наибольшее перемещение стола, мм:
ручное: продольное 710
механическое: продольное 700
Наибольшие размеры шлифуемых изделий, мм:
Скорость продольного перемещения стола, м/мин:
Поперечная автоматическая подача стола на каждый ход, мм:
Вертикальная автоматическая подача
(ступенчатая через 0,005), мм:
Размер шлифовального круга, мм 250х25х75
Окружная скорость шлифовального круга, м/с 35
Число оборотов шлифовального круга, об/мин 2680
Число оборотов электродвигателя, об/мин 2800
Устройство плоскошлифовального станка 3г71м;
Общие сведения о шлифовании
Назначение и устройство плоскоШЛИФОВАЛЬНОго СТАНКа и шлифовальный инструмент
Цель работы:знания назначения и устройства плоскошлифовального станка модели 3Г71М, принципа работы его гидропривода, характеристик и маркировки шлифовальных кругов; умения выбирать режим шлифования плоскости и шлифовальный круг для заданного материала заготовки и конкретных условий шлифования.
Шлифованием называют технологический метод обработки поверхностей, при котором режущим инструментом является абразивный (шлифовальный) круг, а удаление припуска осуществляется микроцарапанием и истиранием обрабатываемой поверхности твёрдыми и острыми абразивными зёрнами, расположенными на рабочей поверхности круга.
Главным движением резания Dг при шлифовании является вращение шлифовального круга, осуществляемое с высокой скоростью. Благодаря этому над каждой элементарной площадкой обрабатываемой поверхности в единицу времени проскальзывает огромное число абразивных зёрен.
Отдельное зерно удаляет микроскопический объём материала, а суммарная масса удалённого припуска оказывается достаточной для определения шлифования как высокопроизводительного метода обработки заготовок. Кроме главного движения резания при шлифовании заготовке или шлифовальному кругу придают одно или несколько движений подачи Dsс целью распространения процесса на всю обрабатываемую поверхность и для удаления заданного припуска.
Шлифование используют как на обдирочных технологических операциях, характеризующихся удалением больших припусков, так и на чистовых операциях с получением высокоточных и высококачественных поверхностей. Точность получаемых размеров зависит от конструкции и жёсткости станка.
Шлифованием можно получить размеры по 5–8-му квалитетам точности. Шероховатость шлифованной поверхности после чернового шлифования по параметру Rа составляет 0,63…1,25 мкм, после чистового шлифования — 0,16…0,40 мкм. После прецизионного шлифованияможно получить шероховатость поверхности Rа не менее 0,1 мкм.
Шлифование осуществляют на станках шлифовальной группы. Их различают по форме изготавливаемых поверхностей, например, плоскошлифовальные, круглошлифовальные, внутришлифовальные, зубошлифовальные станки.
Плоскошлифовальный станок 3Г71М (рис. 9.1) предназначен для шлифования на заготовках плоскостей, открытых прямолинейных пазов и уступов.
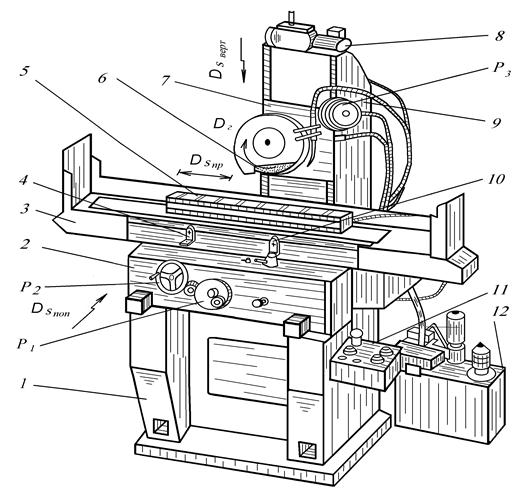
Рис. 9.1. Плоскошлифовальный станок модели 3Г71М
Основными узлами станка являются станина 1 с вертикальной стойкой 9, поперечный стол 2, продольный стол 3 и шлифовальная головка 7, несущая шпиндель со шлифовальным кругом 6.
Станок оснащён насосной станцией 12 для подачи в зону обработки смазочно-охлаждающей жидкости (СОЖ) и очистки поверхности заготовки. В состав насосной станции входят отстойник и магнитный сепаратор для очистки СОЖ от продуктов разрушения абразивного круга и стружки.
Главным движением резания Dг на станке является вращение шпинделя ( шлифовального круга) с постоянной частотой n = 2740 об/мин. Продольная подача

(м/мин) осуществляется возвратно-поступательным движением стола
3
, а поперечная подача

(мм/ход) реализуется прерывистым поступательным движением поперечного стола
2.
Движения подач столов станка
23
осуществляются с помощью гидропривода. Перемещения поперечного и продольного столов можно реализовать автоматически (от гидропривода) или вручную маховичками
Р1P2
Вертикальное перемещение шлифовальной головки 7 в направлении к заготовке выполняется вручную с помощью маховичка Р3 и использования нониуса с ценой деления 0,001 мм. Перемещение шлифовальной головки вверх для сокращения затрат времени при переналадках станка выполняется ускоренно с помощью электродвигателя 8.
Станок предназначен для выполнения чистового шлифования и обеспечивает высокое качество обработанных поверхностей. Для получения малой высоты шероховатости и исключения волнистости обработанной поверхности на станке предусмотрен ряд конструкторских решений, снижающих вибрации во время шлифования.
В кинематической цепи «электродвигатель — шпиндель» отсутствуют промежуточные механизмы, а ротор асинхронного двигателя главного движения резания смонтирован непосредственно на шпинделе станка. В приводах подач механические передачи заменены гидравлическими, не возбуждающими вибраций.
Гидропривод станка обеспечивает бесступенчатое изменение продольной подачи в пределах Sпр = 5–20 м/мин и ступенчатое изменение поперечной подачи в пределах Sпоп = 0,3-4,2 мм/ход стола. Реверс продольного стола 3 выполняется автоматически по командам от упоров 4 и 10, расстояние между которыми устанавливают при наладке длины хода стола.
Для закрепления ферромагнитных заготовок (конструкционные стали, чугуны) в комплекте станка предусмотрена электромагнитная плита 5. При её включении заготовка притягивается к плите, а возникающие в контакте «заготовка – плита» силы трения удерживают её в процессе шлифования. Для надёжного закрепления опорная поверхность заготовки должна быть плоской и предварительно обработанной.
Включение и выключение систем станка осуществляют кнопками и тумблерами, расположенными на пульте управления 11.
Похожие записи:
 Станок радиально-сверлильный переносной 2532Л-АС | Станочный Мир
Станок радиально-сверлильный переносной 2532Л-АС | Станочный Мир  Станок продольно-фрезерно-расточный двухстоечный с ЧПУ 6М610Ф4-20 | Станочный Мир
Станок продольно-фрезерно-расточный двухстоечный с ЧПУ 6М610Ф4-20 | Станочный Мир  Проект вертикально-сверлильного станка модели 2Н118 с деталь-ной разработкой коробки скоростей | Сверлильные и расточные станки
Проект вертикально-сверлильного станка модели 2Н118 с деталь-ной разработкой коробки скоростей | Сверлильные и расточные станки  Станок зубофрезерный вертикальный для цилиндрических колес 5К32А | Станочный Мир
Станок зубофрезерный вертикальный для цилиндрических колес 5К32А | Станочный Мир