 Станки дома
Станки дома §5 реализация станка.
Детали для искрового генератора не дефицитны, их можно купить в специализированном магазине или взять на ближайшей помойке. Конденсаторы Вы найдете в любом выброшенном телевизоре или мониторе или в блоке питания от компьютера. Там же найдете и диодный мост.
Напряжения указанное на конденсаторе должно быть не менее 320 В. Емкость конденсатора может быть любой, сумма всех ёмкостей конденсаторов должна быть не менее 1000 мкФ (все конденсаторы соединяются параллельно). Чем больше будет ёмкость, тем мощнее будет удар.
Все это надо собрать в прочном изоляционном корпусе. Как я уже говорил для монтажа надо использовать толстые медные провода (6..10мм2), которые должны идти от конденсаторов к электродам. Провода от конденсаторов к диодным мостам и к лампе могут быть 0,5мм2.
Лампу установить в фарфоровый патрон и прочно закрепите его на подставке, чтобы лампа не упала и не разбилась, желательно здесь же установить автомат защиты на 2..6 А. с его помощью можно будет включать схему. Для электродов нужно сделать надежные зажимы.
Рис.2 Устройство станка 
- Описание:
- электрод;
- винт зажима электрода;
- винт зажима плюсового провода;
- направляющая втулка;
- фторопластовый корпус;
- отверстие для подачи масла;
- штатив;
Корпус 6 вытачивается из фторопласта. В качестве направляющей втулки 4 для электрода 1 использован заземляющий штырь 3-х фазной евророзетки. Он был просверлен вдоль оси для установки в него электрода и сделано два отверстия с резьбой для закрепления электрода и провода.
По мере испарения электрода его подают вперед, ослабив винт 2. Вся конструкция крепится на надёжный штатив, который позволяет менять высоту. В отверстие 6 вставляется трубочка с маслом. Направляющая втулка 4 как шприц подает масло вдоль электрода.
Рис.3 Фотография станка 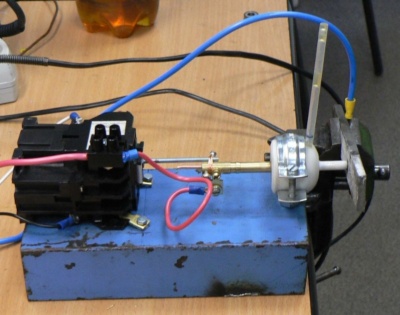
Для привода электрода был использован отечественный пускатель с катушкой на 220в, шток которого имеет ход 10 мм (он определяет максимальную глубину отверстия). Обмотка пускателя подключается параллельно лампе Н1, поэтому пока конденсаторы заряжаются (лампа горит) шток пускателя втянут.
После зарядки конденсаторов лампа гаснет, так как ток в системе перестает течь и шток отпускается. При отпускании штока он касается детали, происходит искровой разряд, лампа Н1 загорается и шток снова втягивается. Цикл повторяется снова, с частотой примерно 1Гц.
Рис.4 Фотографии сверла с отверстием, проделанным этим станком. 
Как сделать простой эми излучатель своими руками!
ОСТОРОЖНО ВЫСОКОЕ НАПРЯЖЕНИЕ!Доброго времени суток любители интересных самоделок! Около года назад я впервые узнал как можно сделать ЭМИ излучатель для влияния на различную электронику с малых дистанций. Естественно я сразу же захотел сделать подобную самоделку, поскольку она довольно эффектная и на практике показывает работу электромагнитных импульсов.
В первых моделях ЭМИ излучателя стояли несколько высоко ёмкостных конденсаторов из одноразовых фотоаппаратов, но данная конструкция работает не очень хорошо, из-за долгой «перезарядки». Поэтому я решил взять китайский высоковольтный модуль (который обычно используется в электрошокерах) и добавить к нему «пробойник».
Данная конструкция меня устраивала. Но к сожалению у меня сгорел высоковольтный модуль и поэтому я не смог отснять статью по данной самоделке, но у меня было отснято подробное видео по сборке, поэтому я решил взять некоторые моменты из видео, надеюсь Админ будет не против, поскольку самоделка реально очень интересная.
Хотелось бы сказать что всё это было сделано в качестве эксперимента!

И так для ЭМИ излучателя нам понадобится: -высоковольтный модуль -две батарейки на 1,5 вольта -бокс для батареек -корпус, я использую пластиковую бутылку на 0,5 -медная проволока диаметром 0,5-1,5 мм -кнопка без фиксатора -провода
Из инструментов нам понадобится: -паяльник -термо клей
И так первым делом нужно намотать на верхнюю часть бутылки толстую проволоку примерно 10-15 витков, виток к витку (катушка очень сильно влияет на дальность электромагнитного импульса, лучше всего показала себя спиральная катушка диаметром 4,5 см) затем отрезаем дно бутылки

Берём наш высоковольтный модуль и припаиваем обязательно к входным проводам питание через кнопку, предварительно вынув батарейки из бокса
Берём трубочку от ручки и отрезаем от неё кусочек длиной 2 см:
Как сделать электроискровой станок своими руками?
Для тех, кто не в курсе возможностей такого агрегата, целесообразно указать, что только с его помощью можно выполнять отверстия любого диаметра на самых твердых и прочных материалах, вне зависимости от их толщины и плотности. Кроме того, электроискровой станок способен гравировать поверхности, затачивать насадки инструментов, выполнять самые тонкие просветы и щели и даже высверливать резьбовые инструменты, которые сломались и безнадежно застряли, делая дальнейшее использование устройства невозможным.
Вполне естественно, что наличие такого агрегата на подсобном хозяйстве открывает совершенно новые горизонты возможностей, однако стоимость и габариты готовых электроискровых станков делают их, мягко говоря, трудно доступными. Однако, подобное положение вещей не должно заставлять мастера отказываться от своей мечты, ведь при большом желании можно попытаться изготовить такое устройство самостоятельно.
На самом деле в этом нет ничего сложного, да и себестоимость самодельного электроискрового станка приятно удивит своей бюджетностью, ведь в ход можно пустить многие имеющиеся в наличии подручные средства. Однако, перед тем, как приступить к выполнению поставленной задачи, целесообразно более подробно описать устройство электроискрового станка, а самое главное, принцип его действия.
Так, вся суть работы данного приспособления сводится к полному либо частичному разрушению обрабатываемой поверхности, которое происходит в результате воздействия импульсного электроразряда. Говоря проще, металл или любой другой материал попросту расплавляются от выделяемого установкой тепла, причем для усиления эффекта желательно использовать вспомогательную жидкость. Так, в идеале на потенциально контактное место наносить обычный керосин, который всегда найдется на хозяйстве.
Между тем, вспомогательная жидкость способна не только омывать само место соединения вибрирующей насадки и обрабатываемой поверхности, но и смывать все продукты эрозии. Что касается электродов, то в их качестве лучше всего использовать специальные стержни из такого жесткого материала, как латунь, причем они должны иметь ту же форму и габариты, что и у выполняемого отверстия.
Не должно возникнуть трудностей и с принципиальной схемой электроискрового станка, ведь при желании подробный аналог подобного рода мини-установки можно отыскать на любом интернет-ресурсе. Так, весь принцип работы готового устройства подразумевает собой следующий процесс: контактный «плюс» разрядного конденсатора подводится к обрабатываемой детали, в то время, как его же «минус» подключают к самому инструменту, после чего приводится в действие электромагнитный вибратор.
В результате выделяемых искр удается блокировать сварку инструмента с обрабатываемой поверхностью, которая для обеспечения элементарных мер безопасности закрепляется в специальном зажимном устройстве, оборудованном дополнительным электрическим контактом со специальной «ванночкой».
Для того, чтобы собрать силовой трансформатор своими руками, лучше всего использовать сердечник (модификация Ш-32), выполненный из обычных трансформаторных стальных листов с толщиной набора не менее 4 сантиметров. Что касается самих подмоток, то первичная должна содержать не менее тысячи витков (отвод на 650 витке), в то время как вторичная — до 200 витков.
Не следует забывать и о таком важнейшем нюансе, как обеспечение промежуточной экранирующей обмотки, предусматриваемой между первичной и вторичной обмотками. Небольшие трудности могут возникнуть с созданием емкости конденсатора, которая должна расположить в себе сразу два приспособления по 50 Вольт каждое.
Модель процесса электроискрового легирования
Модель процесса, разработанная Б.Р. Лазаренко и Н.И. Лазаренко, заключается в следующем: при сближении электродов напряженность электрического поля между ними увеличивается и, достигнув определенной величины, вызывает пробой промежутка между электродами.
Через возникающий канал сквозной проводимости пучок электронов сфокусированно ударяется о твердую металлическую поверхность анода. Энергия движения остановленных электронов выделяется в поверхностных слоях анода.
Энергия от специального источника питания импульсно подводится к разрядному промежутку, поэтому плотность тока в канале значительно превосходит критические значения. Вследствие этого металл анода локально разогревается, расплавляется и частично испаряется. Капля расплавленного металла отделяется от анода и, опережая его, движется к катоду.
В процессе отделения от анода летящая капля успевает нагреться до высокой температуры, закипает и взрывается. Цепь тока прерывается, фокусирующее действие электромагнитного поля исчезает, и образовавшиеся частицы летят широким фронтом.
Поскольку перегретая капля и частицы находятся в газовой среде, возможно образование химических соединений, вследствие чего отделившиеся от анода частицы могут отличаться от материала анода. Достигнув катода, расплавленные частицы анода свариваются с ним и частично внедряются в его поверхность.
Движущийся за частицами электрод-анод механически ударяет о катод, перемешивая частицы анода. При этом протекают процессы диффузии и химических реакций. Механический удар по раскаленной массе металла проковывает полученное покрытие, увеличивая его однородность и плотность.
Эта модель процесса разработана для высоких напряжений между электродами. При ЭИЛ, где используют напряжения не выше 100…200 В, пробой межэлектродного промежутка происходит практически при контакте электродов (зазор 5…10 мкм) через частицы, находящиеся в воздухе или на поверхности электродов.
При контактном начале пробоя на первом этапе происходит электрический взрыв контактного мостика, обеспечивающий предварительную очистку поверхности и последующее формирование межэлектродного пространства для развития плазменного разряда.
На сблизившиеся жидкие объемы анода и катода действуют гидродинамическое давление факелов, газокинетическое давление со стороны канала проводимости, сила электрического поля, электродинамическая сила, реактивное давление. Механизм образования покрытия при ЭИЛ дополняется в работах Н.И.
Лазаренко, согласно которому выброс металла происходит и с поверхности катода [16]. На поверхности последнего образуется лунка с краями, несколько приподнятыми над первоначальной поверхностью.
Поэтому при электроискровом легировании поверхность обрабатываемой детали представляет собой совокупность гребней и впадин, геометрические размеры и частота следований которых определяет шероховатость, сплошность обработанной поверхности.
Суть и применение методики
Работа метода основана на воздействии на деталь электрическими разрядами в диэлектрической среде, вследствие чего происходит разрушение металла или изменение его физических свойств.
Применение метода ЭЭО:
- При обработке деталей из металлов со сложными физико-химическими свойствами;
- При изготовлении деталей сложных геометрических параметров, со сложно выполнимой механической обработкой;
- При легировании поверхности для повышения показателей износоустойчивости и придания деталям требуемых качеств;
- Повышение характеристик верхнего слоя металлической поверхности (упрочнение) за счет окисления материала под воздействием электрического разряда;
- Высокоточная шлифовка детали;
- Маркирование изделий без вредоносного влияния, что присутствует при механическом клеймлении.
Высокоточная шлифовка детали
Для выполнения различных операций применяются разные виды электроэрозионной обработки. На промышленных станках устанавливаются устройства числового программного управления (ЧПУ), что значительно упрощает применение любого вида обработки.
Виды электроэрозионной обработки материала:
- Электроискровой вид обработки применяется при резке твердосплавных материалов, фигурной резке и для проделывания отверстий в металлах высокой прочности. Дает высокую точность, но скорость работы невелика. Применяется в прошивных станках.
- Электроконтактный способ обработки основан на местном расплавлении металла дуговыми разрядами с последующим удалением отработанного материала. Метод имеет более низкую точность, но более высокую скорость работы, чем электроискровой способ. Применяется при работе с большими деталями из чугуна, легированной стали, тугоплавких и других металлов.
- Электроимпульсный метод сродни электроискровому, но применяются дуговые разряды продолжительностью до 0.01 секунды. Это дает высокую производительность при относительно хорошем качестве.
- Анодно-механический метод основан на сочетании электрического и механического воздействия на металл. Рабочий инструмент – диск, а рабочая среда – жидкое стекло или сходное по характеристикам вещество. На обрабатываемую деталь и диск подают определенное напряжение, при разряде металл расплавляется, а шлам удаляется диском механически.
Электроконтактный способ обработки
В промышленности применяются станки, работающие на основе метода электроэрозионной обработки металла. Они классифицируются по нескольким параметрам: принцип работы, управление, наличие ЧПУ и т.д.
Виды станков, работающих на принципе ЭЭО:
- Электроэрозионный вырезной станок;
- Электроэрозионный проволочный станок;
- Электроэрозионный проволочно-вырезной станок;
- Электроэрозионный проволочный с ЧПУ;
- Электроэрозионный прошивной станок.
Электроэрозионный проволочный с ЧПУ
Станок ЭЭО в связи со своей многофункциональностью в хозяйстве нужен, а порой и вовсе не заменим. Заиметь такой аппарат в своем гараже хотел бы каждый. К сожалению, купить такой станок заводской сборки очень накладно и зачастую не представляется возможным. Выход из такой ситуации есть – собрать своими руками.
Технические характеристики станка ар4300:
Стол:
| Размер стола | 1300х900 | мм |
| Максимальный размер детали | 1300х900х500 | мм |
| Максимальная допустимая нагрузка на стол | 1500 | кг |
| Размер бака с диэлектриком | 1660х1100 | мм |
Рабочая зона:
| Перемещение X/Y | 1000х800 | мм |
| Перемещение U/V | 36х36 | мм |
| Перемещение по Z | 450 (автоматическое) | мм |
Резка:
| Скорость резки | >160 (сталь) | мм2/мин |
| Максимальный угол обработки | ±6°/50мм | град |
| Максимальная толщина детали | 200 | мм |
| Максимальная шероховатость детали | ≤1,0 | мкм |
| Стандартные варианты обработки | сталь/медь/алюминий/ твердый сплав | |
| Максимальный ток обработки | 10 | А |
| Диаметр проволоки | 0,12 – 0,20 | мм |
Точность:
| Точность позиционирования X | ±0,002 | мм |
| Точность позиционирования Y | ±0,002 | мм |
Система ЧПУ:
| Дисплей | 15″ цветной ЖК дисплей |
| Клавиатура и мышь | 102 клавиши |
| Режимы программирования | CAD/CAM/ISO |
| Количество программируемых осей | 4 (X,Y,Z,C) |
| Количество программируемых осей | MDI, USB, LAN |
Габариты и масса:
| Габариты (ДхШхВ) | 2650х2360х2465 | мм |
| Масса станка | 4000 | кг |
- Примечание: описание технологии на примере электроэрозионного станка АР4300.
- карта сайта
- agie электроэрозионный станок арта вырезные
виды жидкость для электроэрозионных станков
инструкция модели оснастка проволока 0.25 латунная
для электроэрозионных станков проволочные с чпу
цена резки 4г721м agiecut схема станка
фильтры для электроэрозионных станков электроды
обработка станки прошивочные сверлильные принцип
характеристика цена бу генератор купить
электроэрозионный станок принцип работы программы
Установки для электроискрового наращивания и легирования
Универсальная механизированная высокочастотная установка ИМ-101 (рис.
2) предназначена для электроискрового упрочнения рабочих поверхностей всех видов режущего инструмента, штампового кузнечно-прессового, заготовительного и литейного производств, для восстановления изношенных поверхностей деталей в ремонтном производстве при работе в ручном и механизированном режимах при оснащении одноэлектродными и многоэлектродными головками.
Рис. 2. Универсальная механизированная высокочастотная установка для электроискрового легирования ИМ-101
Особенности: установка оснащена двумя генераторами электроискровых разрядов и позволяет использовать параллельно две одноэлектродные головки для повышения производительности механизированного ЭИЛ.
Технические характеристики установки:
- напряжение питающей сети, В (50 Гц) – 220±22;
- потребляемая мощность, кВА – 1,5;
- суммарная емкость разрядных конденсаторов, мкф – 340;
- производительность, см2/мин – до12,0;
- частота следования импульсов, Гц – 100…1200;
- толщина слоя покрытия, мм – до1,2;
- шероховатость покрытия, Rа мкм – 1,5;
- масса генератора, кг – 42;
- габаритные размеры, мм – 480x210x480;
- повышенная мощность;
- позволяет создавать покрытия толщиной до 0,1 мм за один проход.
Малогабаритная установка для ручного ЭИЛ типа ИМ-05 (рис. 3) предназначена для электроискрового упрочнения рабочих поверхностей всех видов режущего инструмента, штампового оснащения кузнечно-заготовительного и литейного производств.
Рис. 3. Малогабаритная установка для ручного ЭИЛ типа ИМ-05
Особенности: оригинальная схема генератора электроискровых разрядов, установка имеет 3 режима работы, максимальная емкость разрядных конденсаторов – 60 мкф.
Технические характеристики установки:
- напряжение питающей сети, В (50 Гц) – 220±22;
- потребляемая мощность, кВА – 0,3;
- производительность, см2/мин – 3,0;
- частота следования импульсов, Гц – 100;
- толщина слоя покрытия, мм – до 0,1;
- шероховатость покрытия, Rа мкм – 3,0;
- масса, кг – 6,4;
- габаритные размеры, мм – 245x110x220.
Электроискровой карандаш своими руками
Для этого способа потребуется источник переменного тока напряжением 18-20 В, желательно регулируемый, и держатель электрода — электроискровой карандаш.
В качестве источника тока можно применить трансформатор мощностью порядка 200 Вт. Один из выводов вторичной обмотки трансформатора при помощи зажима типа «крокодил» соединяют с заготовкой или деталью, на которую требуется нанести надпись. Другой вывод соединяют с электродом, зажатым в электроискровом карандаше.
Рис.1 Схема соединения электроискрового карандаша к сети 220 вольт
Электроискровой карандаш представляет собой простейший зажим для электрода, в качестве основы которого можно использовать обычный цанговый карандаш (рис. 2). Однако, из-за высокой степени нагрева во время гравировки, его пластмассовый корпус требуется заменить другим, изготовленным из термостойкого изоляционного материала, например, из текстолита или эбонита. Провод, идущий от трансформатора, пропускают через отверстие в корпусе и припаивают к цанге.
Рис. 2 Электроискровой карандаш на базе обычного цангового карандаша
https://www.youtube.com/watch?v=A-05qqP1cfM
Электродом может служить заостренный металлический стержень, диаметром 02-3 мм, желательно из тугоплавкого металла, например, вольфрама. Но можно применять стержни из других материалов, скажем, из менее дефицитного графита. Гравирующий конец стержня представляет собой конус с углом при вершине около 30°.
При включении трансформатора в сеть по приведенной схеме на электроде появляется напряжение. Касание концом электрода металлической поверхности вызывает появление искрового разряда, который, оплавляя поверхность металла, оставляет на ней заметный след.
Опыт показывает, что наиболее качественные надписи получаются при рабочем напряжении для вольфрамового электрода- 8-1 0 В, для графитового- 16-18 В. Перед нанесением надписи поверхность металла необходимо очистить от загрязнений и обезжирить. Надписи и рисунки наносят отдельными точками, касательными движениями.
‘При желании, в электрическую цепь «электроискрового карандаша» можно ввести электромагнитный прерыватель, последовательно включенный в разрываемую им же цепь, а карандаш снабдить соленоидом (в сердечнике которого закрепляют цангу) и пружиной, возвращающей цангу с электродом в исходное состояние после размыкания цепи. Это несколько упростит процесс гравировки, но усложнит конструкцию электрокарандаша.
При эксплуатации описанного устройства необходимо соблюдать меры электробезопасности, особенно при использовании в качестве источника напряжения ЛАТР. Для предохранения глаз надо обязательно применять защитные очки. Не допускайте перегрева трансформатора, делайте перерывы во время работы.
С. ИВАНОВ, г. Курск
Электрохимические и электрофизические установки,электроэрозионные установки
Общая характеристика и физические основы процесса
Электроэрозионная обработка (ЭЭО) — это непосредственное использование теплового эффекта электрической энергии для размерной обработки металлов с высокими механическими свойствами. Она основана на эффекте расплавления и испарения микрочастиц материала под действием импульсов электрической энергии, выделяемой между электродом-инструментом и деталью, погруженными в жидкую непроводящую среду.
Таким способом можно обрабатывать токопроводящие материалы любой механической прочности, вязкости, хрупкости и получать изделия сложных форм, выполнять операции, ие выполняемые другими методами. При ЭЭО в межэлектродном пространстве (МЭП) поэтапно происходят следующие физические процессы (рис. 1.3-9).

— При достижении пробивного напряжения (Uпр) между электродом-деталью (1) и электродом-инструментом (2) происходит пробой. В результате этого (длительность этой фазы 10 -9 . 10 -7 с) образуется канал сквозной проводимости, и сопротивление МЭП снижается от нескольких МОм до долей Ом.
— Через канал проводимости (3) в виде импульса выделяется электрическая энергия, накопленная в источнике питания. При этом происходит электрический разряд (длительность этой фазы 10 -6 .. 10 -4 с), который проходит искровую и дуговую стадии. Высокая концентрация энергии в зоне разряда и приэлектродных областях создает высокие температуры, что приводит к образованию парогазовой полости (5).
В приэлектродных областях на поверхности их плавится и испаряется металл. — В результате повышения давления капли жидкого металла (4) выбрасываются из зоны разряда и застывают в окружающей электроды жидкости в виде мелких сферических частиц (6).
После пробоя электрическая прочность МЭП восстанавливается. Следующий разряд возникает в другом месте между неровностями поверхностей электродов. Электрод-инструмент получает возможность внедряться в обрабатываемую деталь. В процессе ЭЭО материалов могут изнашиваться оба электрода.
Для сохранения электрода-инструмента подбирают пару металлов таким образом, чтобы инструмент не разрушался. Подбирается режим работы источника питания и его параметры, чтобы инструмент оставался целым. Эффект ЭЭО во многом определяется параметрами импульсов (рис. 1.3-10).

Так как МЭП имеет малое сопротивление, то амплитуда тока в импульсе достигает нескольких миллионов «А», скорость нарастания тока—до 10 8 А/с. При этом плотность тока составляет 10 10 А/см 2 , а давление в зоне разряда достигает 10 8 Н/м 2 . В составе импульса различают две стадии:

Прямой полярностью импульса считается та его часть, которая вызывает наибольшее разрушение обрабатываемой детали. Она изображается над осью абсцисс независимо от истинной полярности. Часть импульса, вызывающая разрушение электрода-инструмента, называется обратной полярностью импульса и изображается под осью абсцисс. Униполярные импульсы — это импульсы, разрушающие только изделие.

Генераторы импульсов
Для нормального хода процесса размерной ЭЭО необходимо, чтобы через МЭП проходил стабильно поддерживаемый импульсный ток и исключался переход импульсного разряда в непрерывный дуговой разряд. Формирование импульсов тока осуществляется с помощью специальных генераторов импульсов (ГИ).
Релаксационные ГИ (рис. 1.3-11). Такие ГИ содержат накопители энергии. Электрическая энергия в накопителе может запасаться в виде электрического поля конденсатора или электромагнитного поля индуктивной катушки.

RC-генератор состоит из последовательно соединенных источника питания (G), коммутатора (К), токоограничивающего сопротивления (R) и накопительного конденсатора (С), подключенного к МЭП. Емкостный накопитель (С) заряжается через токоограничивающее сопротивление (R), благодаря чему Iзар меньше Iимп.

LC-генератор. Такой ГИ содержит обмотку вибратора (L) и якорь (Я), механически связанный с электродом-инструментом. В начале заряда якорь (Я) электромагнитного вибратора притягивается, электрод-инструмент поднимается, а МЭП увеличивается.
К концу заряда конденсатора (С) ток через обмотку вибратора постепенно уменьшается, удерживающая якорь вибратора электромагнитная сила ослабевает и электроды начинают сближаться, сокращая МЭП. После пробоя МЭП и прохождения импульса тока цикл работы ГИ повторяется.
RLC-генератор. Введение в зарядную цепь индуктивности (L) снижает величину токоограничивающего сопротивления (R) и увеличивает КПД. Такие ГИ работают при более низком напряжении, чем RC-генераторы, так как при наличии резонанса между индуктивностью и емкостью напряжение на конденсаторе-накопителе оказывается больше напряжения источника питания Заряд конденсатора (С) может осуществляться как по экспоиенциальному, так и по колебательному закону. Колебательный процесс возникает при условии:

СС-генератор. В схеме такого ГИ токоограничивающим элементом является конденсатор (С1). Частотные свойства СС-генераторов определяются, в основном, частотными характеристиками диодов выпрямителя (В). КПД таких ГИ выше по сравнению с LC-генераторами.
Основной недостаток всех раяаксационных генераторов — это связь частоты импульсов тока с физическим состоянием МЭП. Он может быть устранен, если в разрядную цепь ввести управляемый переключатель, который в заданный момент времени будет подключать к МЭП накопительный конденсатор. Основные их достоинства — простота и надежность.
Статические генераторы импульсов (СГИ)В настоящее время для ЭЭО получили распространение статические ГИ с широким диапазоном регулирования временных и энергетических параметров при отсутствии накопительных элементов. В них легко формируются прямоугольные и униполярные импульсы.

— БП — блок питания, обычно выпрямитель с напряжением 50. 60 В; — СБ1. СБ6 — силовые блоки, в состав которых включены силовые транзисторы, работающие в ключевом режиме и переключающиеся синхронно от задающего генератора; значение импульса тока определяется количеством включенных параллельно СБ;
— ПБ — поджигающий блок, для подачи короткого импульса напряжением 150. 300 В к МЭП; он способствует пробою МЭП, открытию разделительного диода и формированию низковольтного разряда при напряжении 40. 25 В; — ДР — диод разделительный. До пробоя он заперт, а после открывается и через МЭП проходит импульс тока заданной формы, амплитуды и длительности;
— ЗГ — задающий генератор, для задания частоты импульсов; — ПУМ — предварительный усилитель мощности, для отпирания СБ усиленными по мощности импульсами; — БЗК — блок защиты от коротких замыканий, для отключения всех транзисторов СБ (блокировка ЗГ) при КЗ МЭП.
Машинные генераторы импульсов (МГИ) предназначены для получения импульсов энергии длительностью до миллисекунд которые подаются на промежуток электрод — деталь через токоограничивающее активное сопротивление. МГИ создают мощные импульсы (десятки кВт)
Коммутаторный МГИ представляет собой электрическую машину с переменно-полюсной магнитной системой на статоре и обмоткой ия якоре. Обмотка расположена не раяномерно, а узкими частями по окружности якора под полюсами, которых больше, чем у обычных машин, что повышает частоту тока.
При вращении якоря генератора в его обмотке (узкий участок напротив полюсов) возникает импульсная ЭДС, симметричная. Униполярность импульсов создается коллектором (коммутатором) на валу якоря. Индукторный МГИ представляет собой электрическую машину бесколлекторного типа, вырабатывающую переменное напряжение повышенной частоты.
Вращающаяся полюсная система в ней заменена зубчатым индуктором. Обмотки якоря и возбуждения располагаются на статоре генератора. Переменный магнитный поток возникает за счет изменения сопротивления магнитной цепи, обусловленного зубчатостью вращающегося индуктора.
Функциональная схема электроэрозионного станка(рис. 1.3-13) представляет собой автоматическую систему с обратной свазью по выходной величине (Xвых)поступающей от датчика выходной величины (ДВВ) в блок сравнения (БС).

В БС «Xвых» сравнивается с заданной величиной «Xзад», разность которых в виде результирующего сигнала поступает в усилитель сигнала (УС), а затем через преобразователь (ПМ) и усилитель (УМ) мощности на исполнительный орган (ИО). Объектом управления (ОУ) является межэлектродный промежуток (МЭП), который постоянно меняется в процессе обработки.
Регулируемым параметром является ток разряда, падение напряжения на МЭП или их комбинация, так как измерение заряда затруднительно. В таких станках наибольшее распространение получили регуляторы жесткого типа. Подвижная система перемещается электродвигателем (ЭД) вверх или вниз. ЭД связан с электродом-инструментом механической передачей (рейка, винтовая, эксцентриковая или роликовая).
Принципиальная электрическая схема управления электроэрозионным станком (рис. 1.3-16)
Электроэрозионные станки: принцип работы, конструкция, преимущества использования данного оборудования

Для обрабатывания деталей используют различные устройства. Они различаются и принципом работы, и назначением, и в других аспектах. Но огромное количество специалистов подчёркивает преимущество использования электроэрозионных станков, которые предназначены для обработки различных деталей, причём с весьма убедительными результатами и показателями.
Если вам нужно купить электроэрозионный станок, рекомендуем обратиться за консультацией в компанию Доминик. Компания специализируется на поставках и обслуживании электроэрозионных станков в России и имеет большой опыт работы с предлагаемым оборудованием.
Много станков в наличии, ознакомиться со станками можно на площадках компании в Москве и Челябинске.
Специалисты компании осуществляют доставку и запуск оборудования, проводят обучение персонала, осуществляют гарантийное и постгарнтийное обслуживание, оказывают техническую поддержку.
Ассортимент компании представлен на странице ‘Электроэрозионные станки’. Вы можете сразу перейти в нужный вам раздел и ознакомиться с характеристиками:
- DK77 электроэрозионные проволочно-вырезные станки;
- SCT высокоточные электроэрозионные проволочно-вырезные станки с сервоприводом;
- HQ703 электроэрозионные сверлильные станки супердрели;
- Электроэрозионные прошивные станки с одной управляемой осью Z.
Электроэрозионный станок
Упрощенно работа на электроэрозионном станке происходит так:
- Импульсный ток подается деталь и проволочный электрод из молибдена. Также могут быть использованы вольфрам, латунь, медь и другие металлы.
- Одновременно с подачей импульсного тока на электрод происходит перемещение детали с помощью направляющих станка ЧПУ в нужном направлении.
- Возникающие искровые импульсы разрядов выжигают область металла в месте разреза.
- Расплавленный металл смывается охлаждающей жидкостью.
- При работе обеспечивается одновременное перемещение проволоки, намотанной на специальный барабан.
Электроэрозионное оборудование включает:
- станок, на котором осуществляется операция;
- генератор напряжения, обеспечивающий импульсный режим;
- устройство подачи диэлектрической жидкости и ее очистки;
- систему откачки из рабочей области образованных газов.
Непосредственно станок состоит из:
- основания в виде станины;
- ванны, размещенной на столе;
- головки шпинделя;
- пульта для управления процессом;
- системы обеспечения подачи импульсов на деталь;
- системы автоматической регулировки процессов.
Встречаются станки, которые могут иметь некоторое отличие в устройстве. Например, могут иметь систему очистки в виде отдельного устройства.
Импульсные генераторы являются отдельными агрегатами, размещенными рядом с основным станком. Есть виды устройств, в которых генератор встроен в станок.
Упрощенный вариант электроискрового станка не включает систему подачи жидкости и ее очистки. Обработка включает погружение стола с деталью заготовки в воду, находящуюся в ванне. Если обработка проводится с использованием керосина, то образующиеся газы удаляются через общую вентиляцию.
При эксплуатации этого оборудования требуются квалификация и знание технологического процесса, которые позволят выполнять процесс с соблюдением всех требований, отраженных в документации.
В направлении металлообработки широкое распространение получил метод электроэрозионной обработки (ЭЭО). Электроэрозионный метод обработки был открыт советскими учеными в 1947 году.
Эта технология смогла значительно облегчить процесс обработки металла, особенно это помогло при обработке металлов высокой прочности, при изготовлении деталей сложной конструкции, а также в других направлениях.
Похожие записи:
 Самодельный токарный станок по металлу своими руками: изготовление и эксплуатация – Советы по ремонту
Самодельный токарный станок по металлу своими руками: изготовление и эксплуатация – Советы по ремонту  Приспособление для шиномонтажа своими руками | Все своими руками
Приспособление для шиномонтажа своими руками | Все своими руками  Фреза для оцилиндровки бревна своими руками | Все своими руками
Фреза для оцилиндровки бревна своими руками | Все своими руками  Плоскошлифовальный станок своими руками: чертежи, фото, видео — Pcity.su — все для ремонта дома
Плоскошлифовальный станок своими руками: чертежи, фото, видео — Pcity.su — все для ремонта дома