 Станки дома
Станки дома Важные технические характеристики
Подбирать трубогибочный станок нужно с учетом его конструкции и технических характеристик. Главные из них – диаметр и толщина стенок трубы, они могут составлять максимум 75 мм и 6 мм соответственно. Но при работе с трубами от 50 мм их нужно предварительно заполнить песком. Обычно в комплектацию трубогибов входят несколько оправ под изделия разного размера.
Степень деформации определяется углом изгиба – 90 — 220 градусов. Давление, которое оказывает трубогиб на заготовку, называется максимальным усилием на штоке, и составляет 8-12 тонн.
Возможности оснастки
Даже стандартные профилегибы уже оснащены базовым комплектом роликов под все основные виды заготовок:
- Трубы;
- Прутки круглого и квадратного сечения;
- Полосы;
- Тавровые балки;
- Швеллер.
Выбор по типу привода
- Ручные — самые мобильные и компактные. Они работают по принципу рычага. Подходят для деформации труб диаметром до дюйма. Востребованы на мелкосерийном производстве, при выездных монтажных работах.
- Гидравлический — имеет механизм, сходный по действию с домкратом или гидропрессом. Он позволяет значительно увеличить давление на штоке, чтобы работать с изделиями диаметром 2-3 дюйма. Популярны такие установки на стройплощадках, при прокладке водопроводов, изготовлении каркасных конструкций.
- Электроприводный трубогиб профильной трубы – мощное производственное оборудование для мебельной, машиностроительной и транспортной промышленности. Обладает большой силой и скоростью работы.
Гибридные
Гибридные типы станков сочетают в себе привод различного типа. Обычно используется электрика и гидравлика. Эти станки обладают высокой скоростью обработки заготовок, а также большой силой сгиба. Обычно они довольно массивные, поэтому для переноски даже самых мелких моделей понадобится как минимум два человека.
По принципу работы все трубогибы разделяют на следующие категории:
- Ручные.
- Гидравлические.
- Электрические.
- Гибридные.
- С индукционным нагревом.
Принцип работы инструмента
Трубогиб проводит деформацию труб по заданному радиусу. Чтобы при загибании материала не образовывались внутренние складки, требуется, чтобы длина участка перегиба составляла 3-4 диаметра заготовки. Более короткая обработка приводит к нарушению желаемой геометрии и может стать причиной того, что тонкостенный металл разорвется или сложиться гофрой.
При использовании трубогибочного станка со сварными трубами, существует вероятность того, что шов разойдется. Максимальное качество гнутых изделий достигается только с мягкими металлами и бесшовными заготовками.
Для создания изгиба труба зажимается в станке, после чего его плечи складываются, и оказывается воздействие на ее стенки. Точки соприкосновения выполнены в виде роликов, поэтому они легко прокатываются по периметру заготовки, обеспечивая воздействие в разных местах. В связи с этим исключается образование вмятин в точках давления. Количество роликов может быть разным.
Для регулировки угла загиба трубки, в конструкции трубогибов имеются сменные насадки, так называемые пуансоны. Пуансон давит на трубу, в результате чего заставляет ее деформироваться. Края заготовки заблокированы упорами в виде роликов, поэтому она не может отодвинуться.
Принцип работы профилегибочного станка
Все профилегибы, вне зависимости от габаритов и мощности, имеют схожий принцип работы. Установка оборудована тремя или четырьмя валами, между которыми и происходит зажим заготовки. После фиксации профиля, механизм ведет его через рабочие валы, которые создают высокое давление на металл, вследствие чего заготовка приобретает требуемый угол изгиба.
Механизм профилегиба контролируется специальным рычагом, который вращает либо работник (ручной тип управления), либо электромотор (электромеханический тип управления). Профилегибочные станки с ЧПУ также могут иметь сервопривод.
Профилегиб с электроприводом
Для масштабного производства понадобится профилегибочный станок с электроприводом. Оборудование характеризуется повышенной скоростью работы и полной автоматизацией процесса гибки. При изготовлении сложных архитектурных деталей профилегибочное оборудование с электрическим приводом будет незаменимо.
Профилегибы с гарантией
В зависимости от модели и функциональности профилегибочный станок может иметь вес от нескольких килограммов до 30 тонн. Компания «ТР-Пром» предлагает большой выбор профилегибочного оборудования с гарантией от производителями по разумным ценам. Вся представленная на сайте продукция имеется в наличии. Доставка и оплата производятся по выбору клиента из множества предложенных вариантов.
Перейти на страницу — «Ролики для профилегиба»
Разновидность трубогибочных станков
Трубогиб является востребованным инструментом, который бывает различных видов. Одни станки предназначены для тонких трубок, а другие для толстых.
Ручной роликовый профилегиб
Данный тип станков активно применяется при выездных работах. Он имеет небольшие габариты и вес, к тому же оборудование не нуждается в подключении к электросети.
Ручной трубогиб
Используется для обработки тонких заготовок. С их помощью деформируются трубы из нержавеющей стали, титана, меди, алюминия и латуни. Сжатие таким инструментом осуществляется путем оказания физической силы оператора. Такой станок является мобильным и может переноситься на место проведения сборки. Чтобы снизить нагрузку на руки человека, который пользуется трубогибом, его механизм оснащается длинными рычагами.
Главный недостаток подобного оборудования заключается в том, что оно непригодно для выполнения большого объема работ. Один оператор после нескольких деформаций заготовок устает, поэтому не может действовать долго. В том случае если ручной тип используется бригадой рабочих, то при смене операторов данный недостаток несущественен.
Ручные трубогибы являются самыми дешевыми и легкими. Они маневренные, поэтому используются сантехниками, газовщиками и мастерами занимающимися прокладкой труб теплоснабжения. С помощью станка можно провести деформацию заготовки по месту, без необходимости переноски крупногабаритной трубы в мастерскую.
С индукционным нагревом
Также бывают трубогибы с индукционным нагревом. Их привод может быть электрическим и/или гидравлическим. Данное оборудование нагревает заготовку в месте деформации, после чего осуществляется сгибание. Это исключает разрыв металла. С помощью таких станков можно работать даже с трубами из пружинистых сталей, которые обычно при растягивании или сдавливании ломаются.
Данное оборудование является самым дорогостоящим. При его применении нужно строго придерживаться техники безопасности. Заготовка разогревается практически докрасна, поэтому если к ней прикоснуться, то ожог обеспечен. В связи с этим обязательно необходимо наличие индивидуальных средств защиты, в частности перчаток.
Станок является незаменимым в строительстве и ремонтных работах. его применяют для подготовки труб используемых для газо- и водоснабжения. также с его помощью выгибаются детали для изготовления каркасных сооружений:
- Спортивных тренажеров.
- Опор для винограда и цветов.
- Мебели.
- Рам автомобилей и мотоциклов.
- Теплиц.
- Дверных козырьков.
- Альтанок.
Трубогибочный станок применяется не только для деформации труб, но и для перегиба квадрата и других изделий металлопроката. Применение данного оборудования незаменимо в тех случаях, когда нужно обеспечить изгиб под углом до 180 градусов. При более сильном перегибе существует риск того, что заготовка будет сломана, поскольку холодный металл обладает низкой пластичностью. В связи с этим подавляющее большинство станков не имеют диапазон хода свыше 180 градусов.
При использовании трубогиба можно делать однотипные заготовки. Это особенно важно, если они применяются для строительства каркасной конструкции, такой как теплица.
Стационарный ручной профилегиб
Используется в мастерских и небольших производственных ценах, занимающихся изготовлением металлоконструкций разного рода. Позволяет работать с заготовками большого сечения (до 60 мм).
Техника безопасности при работе
При работе с трубогибом существует опасность травмирования. Она наблюдается не только при применении станков с индукционным нагревом, но и обычных установок. Чтобы снизить риск получения травмы при работе, нельзя подходить к изгибаемой трубе с той стороны, от которой она гнется.
В случае соскальзывания направляющей, заготовка пружинит обратно. В результате труба может попасть в область груди или живота, ударив с высокой силой. Этого достаточно для перелома ребер, поэтому игнорирование данного правила может повлечь тяжелые последствия. Также возможно, что вал, на котором закреплен ролик, просто отлетит под воздействием давления.
Если на трубу уже оказывается усилия для деформации, то ее нельзя удерживать руками. Касаться заготовки можно только после того, как оказываемые усилия отключены.
Если трубогиб может работать на разных скоростях, то не стоит использовать максимальную. Ускоренная деформация приводит к тому, что заготовка ломается, и ее концы падают на пол, при этом придавливая ноги оператора или стоящих поблизости людей. Особенно это важно, если труба длинная и тяжелая.
Трубогиб с ручным приводом — ручной трубогибочный станок. принцип работы ручного привода трубогиба.
На дорновых трубогибочных станках с ручным приводом — гибка осуществляется способом наматывания, либо обкаткой, когда человек своей мускульной силой, через вал-вороток приводит в движение гибочный, либо обкаточный ролик и изгибает трубу.
 Ручной дорновый трубогиб СМ-30/2 PARTNER в 2-х координатном исполнении
Ручной дорновый трубогиб СМ-30/2 PARTNER в 2-х координатном исполнении
Диаметр изгибаемой трубы на ручных дорновых трубогибах, работающих способом наматывания, обкатки и вальцовки обычно не превышает 30 мм. С помощью усилителей (ручных редукторов, систем рычагов) можно увеличить диаметр изгибаемой трубы, но тогда снижается надежность работы ручного трубогиба.
Наличие дорна на ручном трубогибе, работающим способом наматывания, как например на ручном трубогибе СМ-30 PARTNER, обеспечивает хорошее качество гиба даже на тонкостенных трубах. При бездорновой гибки труб качество гиба на трубогибочном станке зависит от толщины стенки трубы, и радиуса гиба трубы.
На ручных дорновых трубогибах СМ-30/3 PARTNER может устанавливаться каретка, для контроля линейных участков между гибами и угла поворота трубы в пространстве, с системой линейных упоров. Наличии такой каретки позволяет изготавливать сложные пространственные детали из труб.
На ручных вальцевых трубогибах с одним ведущим роликом, гиб трубы осуществляется за счет вращения этого ролика, труба протягивается между 2-х свободно вращающихся роликов.
 Трубогиб ручной 3RМ-30 серии START
Трубогиб ручной 3RМ-30 серии START
Мощность трубогиба с ручным приводом ограничена мускульной силой человека и силой трения между ведущим роликом и изгибаемой трубой. По этому поджим трубы производится по минимуму, а количество прогонов увеличивается.
Большой плюс ручного трубогибочного станка- мобильность. Ручной трубогиб обладает малой массой, легко переносится и перевозится даже в легковом автомобиле и быстро монтируется на объекте. Для работы ручного трубогиба не нужны какие-либо источники питания.
Трубогиб с электоро приводом — электрический трубогибочный станок. принцип работы электрического привода трубогиба
В электрическом трубогибочном станке, работающим способом вальцовки, гибочный ролик или ролики приводятся в движение электроприводом. В 3-х роликовых трубогибочных и профилегибочных станках может быть электропривод на один, два или три ролика. При постоянном приводе на 3 ролика, как например, у 3-х роликовых вальцевых трубогибов 3RE-60 (БМК-55)
и 3RE-80 (БМК-55У), трубогибочный станок может изгибать трубы и профили большего диаметра за меньшее количество прогонов. Преимущество электрических 3-х роликовых трубогибов 3RE-60 (БМК-55) и 3RE-80 (БМК-55У), производства Балтийской Машиностроительной Компании, по сравнению с аналогами заключается в согласованности угловых и линейных скоростей на всех трех гибочных роликах, что позволяет за один прогон согнуть трубу на нужный радиус гиба.
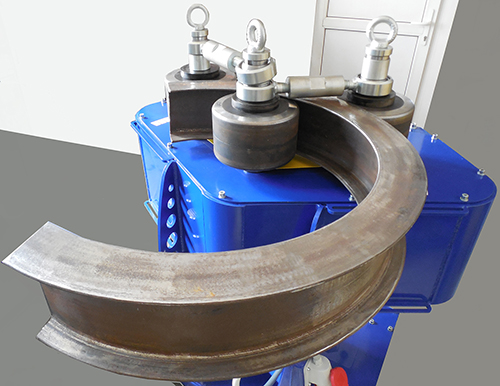 Профилегиб 3RE-80 (БМК-55У) -гибка двутавра
Профилегиб 3RE-80 (БМК-55У) -гибка двутавра
На трубогибах 3RE-60 (БМК-55) и 3RE-80 (БМК-55У) для увеличения силы трения нет необходимости делать насечки на гибочных роликах и даже можно применять копролоновую оснастку, чтобы при гибке не царапать поверхность полированных и шлифованных труб.
Если у 3-х роликового трубогиба привод на 2 ведущих ролика (большая часть западных трубогибочных станков), то для получения желаемого радиуса гибки требуется большее количество прогонов с постепенным поджатием трубы. При этом не всегда можно добиться минимально возможного радиуса гибки на больших диаметрах труб.
3-х роликовые трубогибы с электроприводом на один ролик, в основном предназначены для гибки труб небольшого диаметра — до 30 мм.
В дорновых и бездорновых трубогибах, работающих методом наматывания — электропривод передает крутящий момент на гибочный ролик, который наматывает на себя трубу прижатую к нему зажимом. В качестве электропривода трубогиба могут использоваться асинхронные электродвигатели и сервоприводы.
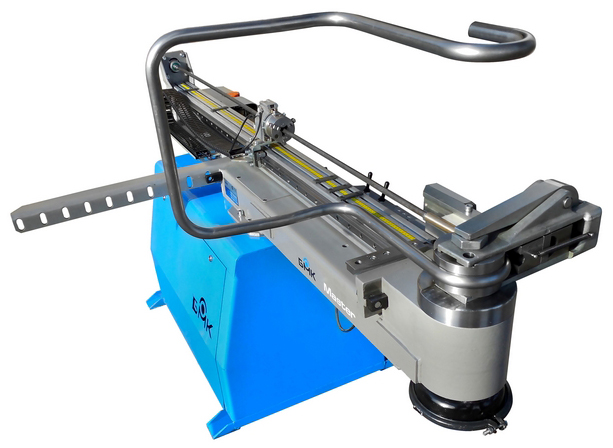 Автоматический дорновый трубогиб СЕ-51 MASTER.3X
Автоматический дорновый трубогиб СЕ-51 MASTER.3X
Электрический привод для гибки труб диаметром свыше 100 мм применяется редко, так как мощный электропривод становится сложным, и возникают трудности с передачей крутящего момента от электродвигателя к гибочному валу. Редуктор становится либо большим, либо несоизмеримо дорогим, по сравнению с гидроприводом для аналогичной мощности трубогибочного станка. Именно по этому в трубогибочных станках для больших диаметров труб используется гидравлический привод.
Трубогибы электромеханические — компания «всс-групп»
 Трубогибочные станки можно разделить на следующие подвиды: ручные, ручные гидравлические, электрогидравлические, электромеханические, пневматические.
Трубогибочные станки можно разделить на следующие подвиды: ручные, ручные гидравлические, электрогидравлические, электромеханические, пневматические.
В данном разделе представлены трубогибы электромеханические, которые давно заняли определенный сегмент рынка трубогибочного оборудования и являются наиболее производительным классом среди всех имеющихся видов и модификаций.
Основными преимуществами данного класса гибочного оборудования являются:
- умеренная стоимость (исключая дорновый подкласс трубогибов), как станка, так и самого гиба (т.е. быстрая окупаемость за счет высокой производительности выполняемых работ и как следствие рост рентабельности готового изделия);
- надежность и удобство эксплуатации, и, как правило, наличие системы управления трубогибом (ЧПУ), что позволяет, задавать оператору необходимые параметры гиба, число которых ограничено только моделью выбранного гибочного станка;
- возможность эксплуатации, как на основной производственной площадке, так и непосредственно в месте проведения строительных работ или монтажа;
- наличие электромеханического привода обеспечивает самую высокую производительность в сравнении остальными подвидами гибочных станков и позволяет гнуть трубы с большим наружным диаметром за минимально возможный промежуток времени;
- набор сменных колодок (оснастки) позволяет работать со всеми стандартными диапазонами водо-газопроводных труб.
Особенности в работе электрогидравлических трубогибов:
- в зависимости от модели станка максимальный угол гиба может составлять 90, 180 или 360 градусов;
- в зависимости от модели станка гибка труб происходит методом обкатки, намотки, вальцовки или дорновки;
- обеспечение процесса гиба происходит за счет электромеханического привода, исключая необходимость физического воздействия со стороны оператора;
- расходным материалом служит электроэнергия и смазка сопутствующих узлов.
Если вас заинтересовала данная продукция, отправляйте он–лайн заявку через запросную форму на нашем сайте и наши специалисты помогут вам выбрать правильное оборудование.
Электрические
Электромеханический станок для сгибания труб относится к дорогостоящему оборудованию, которое обладает высокой точностью проведения деформации. Данные установки в большинстве случаев являются стационарными. Существуют переносные модели, которые работают только с тонкими трубками и цветными металлами.
В продаже встречаются электрические переносные трубогибы, являющиеся весьма компактными и способными работать с заготовками диаметром до 42 мм. При этом диапазон деформации составляет 90 градусов. Их обычно можно встретить у частных мастеров, занимающихся сбором теплиц и прочих каркасных построек, в которых используются сравнительно тонкие трубки.
Похожие записи:
 O P Станки для гибки труб O P
O P Станки для гибки труб O P  Трубогиб ручной, электрический, гидравлический трубогибочный станок — Купить, цена на трубогибы, отзывы. Станки трубогибы — купить станочное оборудование в Москве и других городах России по низкой цене
Трубогиб ручной, электрический, гидравлический трубогибочный станок — Купить, цена на трубогибы, отзывы. Станки трубогибы — купить станочное оборудование в Москве и других городах России по низкой цене  Профилешлифовальные станки с ЧПУ для инструментального производства — ООО «Станки Технологии Инструмент»
Профилешлифовальные станки с ЧПУ для инструментального производства — ООО «Станки Технологии Инструмент»