 Станки дома
Станки дома Оборудование для изготовления оцилиндрованного бревна
Оборудование для изготовления оцилиндрованного бревна постоянно совершенствуется, при этом в большинстве своем оцилиндровочные станки с центрированным способом обработки заготовок (станки проходного типа) вытесняют станки роторного типа обработки.
Процес цилиндрования бревна производиться следующим образом: пиловочник сортируется соответственно заданному диаметру и отправляется в оцилиндровочный цех. После придания бревну соответствующего профиля, нарезают «чашки» согласно проекта. После идет обработка специальными растворами-антисептиками для предотвращения порчи бревна при воздействии на него погодных условий окружающей среды в период хранения, перевозки на участок сборки и при монтаже самого деревянного строения.
Оцилиндрованное бревно – относительно недорогой, но очень благодатный материал в Калуге, идущий на строительство домов. Построить деревянный дом, используя оцилиндрованное бревно, в разы проще и быстрее, чем построить сруб. После специальной обработки бревна имеют одинаковый диаметр по всей длине, что существенно упрощает процесс строительства и сокращает его сроки.
Как изготовление домов из оцилиндрованного бревна, так и проживание в таких домах имеет множество плюсов. Основные преимущества дома из оцилиндрованного бруса – экологичность и комфортный микроклимат внутри помещений. Стены дома из оцилиндрованного бревна «дышат», поэтому воздух внутри помещений не застаивается, а также имеет оптимальный уровень влажности.
Оцилиндрованное бревно — это вид бревна, которое прошло обработку (шлифовку) на специализированном оборудовании, которое позволяет придать всему бревну одинаковый диаметр и избавиться от природной кривизны ствола.
Процесс изготовления оцилиндрованного бревна называется оцилиндровкой. Оцилиндровка — это вид обработки дерева, при котором бревно обрабатывается на оцилиндровочных станках и приобретает круглую форму по всей длине. Оцилиндровочные станки позволяют специалистам выполнять все операции, которые предусмотрены в технологии производства срубов, а именно: зарезка чашек (венцовых чашек) каждого бревна, продольного (укладочного) паза и компенсационного пропила.
Особенности и изготовление клееного бруса
Проектирование профиля бруса проводится таким образом, чтобы избежать контакта клеевых швов с осадками. Если влага не сможет попасть внутрь массива стен, то и конденсат не сможет образоваться. Чтобы обеспечить дополнительную защиту лицевой поверхности деревянного дома рекомендуется обрабатывать её с помощью различных лакокрасочных материалов.
Так как клееный брус состоит из ламелей, разгруженных от внутреннего напряжения, то стена сооружения не будет растрескиваться, как это характерно для строений из строганного профилированного бруса.
Используя высокоточное оборудование, полученным заготовкам придают профиль. Во время строительства дома и клееный, и строганный брус соединяется при помощи специальных металлических нагелей, а в профиле проводится укладка межвенцового уплотнителя, что способствует полному прилеганию и исключает продувание стен.
Из клееного бруса можно строить одноэтажный дом, в полтора этажа или два. Однако, как показала практика, большинство заказчиков предпочитают приобретать верхнюю часть дома в каркасном исполнении, что позволяет существенно сэкономить средства и время.
Формирование полного комплекта как строительных, так и отделочных материалов происходит на заводе, что значительно сокращает сроки строительства без ущерба качеству.Строителю на заметку:
Характеристика клееного брусаНа сегодняшний день существует большое количество строительных фирм, предлагающих услуги по строительству домов из дерева…Плюсы бытовок из брусаИзготовленные из бруса строительные бытовки не отличаются изящной архитектурой, но этот минус полностью компенсируется до…
Перевозные баниНеотъемлемая часть дачного и сельского ландшафта – это перевозные бани. Строительство перевозных бань – многоэтапный проц…Беседки, веранды, террасыНеотъемлемым элементом загородного дома является веранда, беседка или терраса. Иначе, где же собираться с семьей или друз…
Разновидности оцилиндровочного оборудования
Зависимо от технологии станок для оцилиндровки бревна подразделяется:
- Проходной – осуществляет переработку древесины во время движения, не делая остановки.
- Цикловой – при обработке древесины происходит прерывание перемещения бревна. Схема движений представляет собой цикл операций.
- А также цикловые установки классифицируются на два подвида:
- Цикло-позиционные – обработка материала происходит в процессе продвижения касательно инструмента
- Цикло – проходные – древесина подвергается деревообработке инструментом, который сам делает нужные движения.
При проходном методе обработки бревно производит линейное перемещение, а станок – вертящееся. А цикло-проходное оборудование предусматривает перемещение бревна касаемо оси, а перемещение инструмента происходит методом кручения. Цикло-позиционные станки осуществляют вертящиеся перемещения бревна, а инструмент производит прямолинейное движение параллельно оси заготовки.
По механизму работы станки разделяются на:
- Механические – предполагают наличие оператора, который осуществляет регулировку режимов, настройку, загрузку и разгрузку оборудования.
- Автоматические – вся схема обработки производится станком. Существуют модели, где человеку нужно произвести только загрузку материала.
- Полуавтоматические – установка выполняет автоматически только один цикл операций, а потом человек снова должен запустить механизм.
Станок для оцилиндровки бревен в случае отдельного вида дает разную производительность. Проходное оборудование более производительно, но уступает по правильности обработки и образованию выраженной шероховатости материала.
Цикло-позиционные установки дают хорошую четкость и высокое качество, но выработка значительно меньше. Если сравнивать по занимаемой площади, то для размещения цикло-позиционного оборудования нужно куда меньше места, чем для проходных установок.
Самостоятельное изготавливание станка для работы с древесиной
Самодельный оцилиндровочный станок предпочтительно выполнить с применением пилорамы. Чтобы происходило кручение бревна, применяется электрический мотор, устанавливаемый дополнительно. Заместо переднего конусной конусной части делается упор, подшипником для которого служит бабка, располагающаяся сзади.
Изготовление фрезы происходит путем сбора из составляющих элементов. Для движения фрезы употребляется рельса. Установка напоминает фрезерный станок, так как установка бревна происходит в имеющиеся пазы, потом происходит кручение. В итоге фреза начинает перемещаться вдоль бревна.
Самодельный оцилиндровочный станок крепится на твердую поверхность, предпочтительно бетонную. При изготовке рамы также используются шпалы или толстый брус.
Этапы сбора станка:
- Собирание рамы, используя уровень для размещения в устойчивом горизонтальном положении. Обычно высота рамы достигает 20 см.
- Монтирование силовой конструкции (передних и задних бабок), на которую натягивается трос крепления электрокабеля.
- Оборудование силовых стоек стопором.
- Обеспечение заземления.
- Подключение двигателя, приводящего к кручению бревна. При этом следует ориентироваться на точное подключения фаз. При неправильном подключении направление силовой головки не совпадет с направлением кнопок.
- Проверка направления кручения бревна. При неправильном направлении необходимо заменить фазы на электрическом моторе. Следует помнить, что пока не будет правильно подключены фазы питания, вращательные действия бревна и двигателя запрещены.
А также следует прочно закреплять бабки, устанавливая их одновременно с направляющими. Линии движения осей стоек должны быть похожи. Для этого меряется точная длина между продольным профилем и центральной частью стойки и между ближайшей направляющей и центром бабки. Эти расстояния должны быть равны для обеих бабок.
Установка фрез происходит на конический элемент, и закрепляются они болтами. Нужно соблюдать равновесие фрез и изменение скачок заточки ножей.
После всех операций монтажа следует проверить правильность сборки и горизонтальность рамы.
https://www.youtube.com/watch?v=zGXqNG-w4xI
После продолжительного стояния без работы своего станка или нахождения во влажном помещении нужно перед запуском выдержать установку в сухом помещении для удаления лишней влаги.
Устройство станков
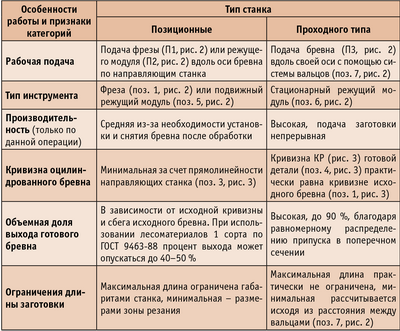
Таблица 2

Рис. 2. Типы оцилиндровочных станков
а) позиционный, с вращающимся бревном;
б) позиционный, с фиксированным положением заготовки;
в) проходного типа
1 – фрезерный узел,
2– центр с приводом вращения,
3 – второйцентр,
4– подвижный люнет,
5 – подвижный режущий модуль,
6– стационарный режущий модуль,
7 – вальцыподачи,
П1 – подача фрезы,
П2 – подача режущего модуля,
П3 – подача бревна

Рис. 3. Формирование цилиндрической поверхности
1– исходное бревно,
2 – первый (черновой) проход позиционным станком,
3– второй (чистовой) проход позиционным станком,
4 – обработка на станке проходного типа
КР – наследуемая от исходного бревна кривизна,
ДФ – внешние дефекты формы цилиндра

Рис. 4. Сдвоенный фрезерный узел
1 – фреза для «черновой» обработки,
2– фреза для «чистовой» обработки,
3 – общий суппорт

Рис. 5. Примеры формирования профиля бревна
1 – фреза для укладочного паза,
2 – пила для компенсационного паза,
3 – фреза для грани (лыски);
ПБ – направление подачи бревна(для станков проходного типа)
Оцилиндровочные станки (рис. 2) с помощью режущего инструмента снимают припуск древесины так, что в результате образуется деталь цилиндрической формы. В зависимости от характера продольного движения заготовки, они классифицируются на позиционные (рис. 2а и 2б) и проходного типа (рис. 2в). Позиционные станки, в свою очередь, делятся на модели, в которых бревно вращается (рис. 2а) или занимает фиксированное положение (рис. 2б) во время его обработки. Особенности работы каждого вида оборудования и признаки категорий кратко представлены в табл. 1 и 2.
Позиционные станки, которые оборудованы фрезерным узлом (рис. 2а), оперативно настраиваются на требуемый диаметр обработки. Для этого достаточно переместить суппорт фрезерного узла (рис. 2а, поз. 1) в поперечном направлении. Это преимущество в полной мере проявляется, когда обрабатываются бревна с большой кривизной и требуется несколько проходов, чтобы снять значительные неравномерные припуски. На рис. 3 показана деталь № 2 после первого прохода, удалено 19 % объема заготовки. Видны дефекты формы, вызванные искривлением исходной поверхности. Для достижения минимальной кривизны и целостной поверхности вторым проходом инструмента снимается дополнительный припуск. При этом теряется производительность и снижается доля выхода готовой продукции. Например, деталь № 3 (рис. 3) безупречна, но для ее изготовления потребовалось вдвое больше времени, чем для детали № 2, а в стружку переходит 51 % исходного бревна.Снижения производительности можно избежать, если установить на станок второй фрезерный узел (рис. 4,поз. 2). Оба узла (рис. 4, поз. 1 и 2) в итоге могут раздельно перемещаться в поперечном направлении и соответственно снимать разный припуск. Поскольку они расположены на общем суппорте (рис. 4, поз. 3), то черновая и чистовая обработка бревна осуществляется в течение одного рабочего цикла. Кроме того, в этом случае фрезы отличаются типом ножей и вращаются с различной скоростью в соответствии с режимом фрезерования.
На позиционных станках с фрезерным узлом (рис. 2а) возникают односторонние силы резания, которые изгибают заготовку, провоцируя ее колебания. В результате отклонение диаметра в разных сечениях может превысить допустимое значение, а из-за вибрации появятся дефекты цилиндрической поверхности — волнистость, большая шероховатость, выступы и т.д. Для предотвращения подобных явлений на суппорт устанавливается специальный подвижный люнет (рис. 2, поз. 4), который фиксирует положение центра и демпфирует возникающие колебания заготовки.
Позиционные станки с подвижным режущим модулем (рис. 2б) снимают припуск древесины при помощи резцов, расположенных на специальной вращающейся ступице (рис. 2, поз. 5). Если инструмент выставлен правильно, тогда все режущие кромки участвуют в процессе резания, а благодаря их симметричному расположению силы резания в поперечном сечении взаимно компенсируются и не воздействуют на бревно при условии, если припуск равномерный. Как правило, получаемые на таких станках бревна отличаются исключительно правильной геометрией, так как расстояние между противоположными резцами в ступице, определяющее диаметр готового цилиндра, во время подачи П2 не меняется.
Подвижный режущий модуль (рис. 2, поз. 5) — достаточно сложный механизм, оснащенный специальными подшипниками большого диаметра и элементами фиксации инструмента. Сложность перестройки всех резцов на новый диаметр обработки снижает производительность в условиях, когда часто меняется производственная программа либо типоразмер сырья. Кроме того, неправильная установка резцов, износ опор и направляющих могут снизить заявленную точность обработки до нуля. Для данного модуля необходим особый набор приспособлений, способных сделать его перестройку точной и оперативной.
Во время обработки на позиционном оборудовании с подвижным режущим модулем заготовка неподвижна и фиксируется центрами с помощью гидравлического цилиндра. При этом на подвижный суппорт монтируется дополнительный фрезерный узел для формирования необходимых продольных пазов или граней у бревна, все это происходит одновременно с обработкой его цилиндрической части. Такая комбинация повышает суммарную производительность производства и точность готовых изделий, так как деталь во время фрезерования не меняет своего положения.
Для ускоренной и точной установки заготовки в центры на всех позиционных станках целесообразно использовать гидравлические укладчики. С их помощью бревно переносится от подающего транспортера или поднимается с фундамента на высоту центров. В результате сокращается подготовительно-заключительное время операции и решается задача равномерного распределения припуска по всей поверхности, что для станков с режущим модулем (рис. 2б) действительно актуально.
Фактическая производительность данного вида оборудования во многом зависит от целого ряда факторов: механизации производства, состояния сырья — кривизны, сбега, пороков бревна, номенклатуры готовых деталей, конфигурации технологической схемы цеха, вынужденных простоев и т.д. Теоретическое значение этого параметра — 15-25 м в смену, рассчитываемое как произведение величины подачи, времени работы и среднего диаметра заготовок, на практике же не превышает 10-15 м3.
Такой показатель приемлем для небольших предприятий, ориентированных непосредственно на эксклюзивные проекты бревенчатых домов.
Для серийного производства стройкомплектов срубов предназначены оцилиндровочные станки проходного типа (рис. 2в).
Их реальная производительность близка к расчетной – 100–120 бревен за восьмичасовую смену, что составляет около 35 м3. Бревна могут подаваться непрерывно, что объясняет такой высокий результат. В отличие от позиционных, в станках проходного типа в осевом направлении подается не инструмент, а заготовка, и по этой причине режущий модуль (рис. 2, поз. 6) – стационарный и не меняет своего положения во время обработки заготовки. В остальном он идентичен модулю (рис. 2, поз. 5) позиционного станка: припуск древесины снимают резцы, расположенные на ступице, совершающей вращательное движение.
Подачу и центрирование бревна осуществляет система вальцов (рис. 2, поз. 7) конической формы. Вальцы подающей группы имеют более рельефный профиль для надежного сцепления с заготовкой, прижим, как правило, производится гидроцилиндрами. Важно, чтобы во время подачи бревно оптимально располагалось относительно оси режущего модуля (рис. 2 поз. 7) для равномерного распределения удаляемого припуска.
У станков проходного типа высокий процент выхода готовой продукции. Чаще всего припуск, необходимый для формирования поперечного сечения бревна в виде круга, в данной технологии составляет всего 10–20 мм на диаметре. Достигается это за счет центрирования заготовки в непосредственной близости к зоне резания, и ось получаемого цилиндра практически совпадает с центром обрабатываемого участка бревна. Но по той же причине возникает кривизна КР (рис. 3) готовой детали, идентичная по форме и величине искривлению исходной заготовки. Компенсировать такой недостаток можно двумя способами: выбрать в качестве исходного сырья ровные бревна или распиливать получаемый полуфабрикат на детали длиной 1–2 м. Оцилиндровочные станки проходного типа имеют ограничения минимальной длины заготовки, чтобы в процессе обработки бревно не оказалось в промежутке между вальцами (рис. 2, поз. 7). В зону обработки помимо режущего модуля (рис. 2, поз. 6) устанавливаются фрезерные узлы, пилы для необходимого профилирования готового бревна. Такой подход преобразует оцилиндровочный станок в универсальный обрабатывающий комплекс, применяемый как для изготовления срубов, так и для переработки тонкомера, изготовления доски, декоративной рейки и т.д.
В целях достижения высокого качества получаемых изделий оцилиндровочные станки промышленного класса всех типов оснащаются массивной станиной, мощными приводами (7–90 кВт), точными опорами и направляющими, включая удобную систему управления. В частности, для настройки оптимальных режимов резания хорошо зарекомендовали себя частотные преобразователи, предназначенные для плавной регулировки скорости электропривода подачи инструмента или заготовки (2–5 м/мин.). Для повышения уровня безопасности зона резания максимально закрывается различными ограждениями, а пульт управления располагается на достаточном расстоянии от нее. Для удаления стружки в позиционных станках применяются ленточные или скребковые конвейеры в качестве штатных элементов конструкции, а в комплексах проходного типа – аспирация на основе пневмотранспорта.
Технологическая схема обработки бревна для домостроения реализуется либо набором специального оборудования, либо с помощью универсальных обрабатывающих комплексов. Оцилиндровочные, фрезерные, торцовочные, сверлильные станки, связанные транспортными потоками, формируют масштабное производство, которое ориентировано на массовый выпуск стройкомплектов бревенчатых домов. Для небольших предприятий особый интерес представляют оцилиндровочные станки, наделенные дополнительными функциями, которые предназначены для полного цикла изготовления каждой детали сруба.



