 | Пикабу") Станки дома
Станки дома Вакуумно-формовочный станок своими силами — модернизация и самодельные проекты
подскажите, пожалуйста, по такому моменту… как крепится прижимная рамка к контр-прижимной рамке? Я не понимаю, как сделать, чтобы учесть толщину материала. Ведь можно заряжать 1мм, а можно и 3мм. Толстый просто раздавит или не закрепится. Нужен какой-то зазор. Нужно предусмотреть регулировочные петли или что?
Нет никакого зазора, если посмотреть на видео то видно что «петли» имеют барашек именно им я и затягиваю. в результате неважно какая толщина пластика.
Нет. Выключаем вакуум,убираем раму,в специальное отверстие в пуансоне даём давление. Потихоньку. Но это надо закладывать сразу(возможность подачи давления).
В зависимости от формуемого пластика и материала пуансона — можно очень осторожно попробовать применить силиконовый спрей (силиконовая смазка).
Есть шанс,что проще снимется…
то есть сняв пластик с болванкой вы подаете давление через одно из отверстий давление, сделанное в болванке под формовке?
Изготовление вакуумной камеры
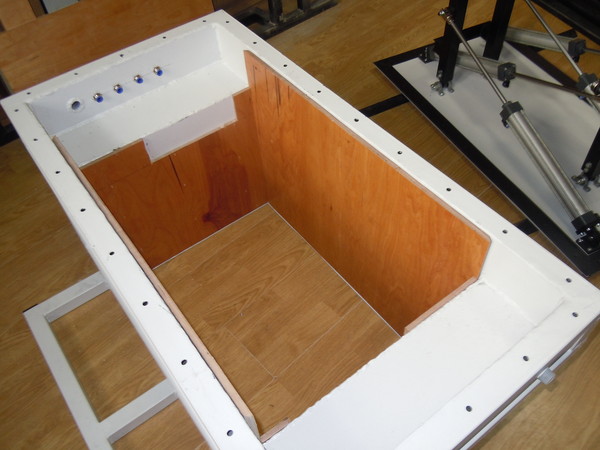
Теперь приступаем к изготовлению вакуумной камеры. Для ее изготовление подойдет фанера или ДСП толщиной 16мм. Вакуумная камера изготавливается в виде короба, а внешние размеры будут соответствовать рамке.
Вакуумная камера должна быть герметичной, поэтому необходимо все швы, перед скручиванием стенок, промазать силиконом.
На рабочей поверхности (рабочая поверхность изготавливается из ДВП или фанеры) вакуумной камеры необходимо просверлить множество отверстий диаметром 3-4мм. шагом 1-3 см.
Чтобы при включении пылесоса рабочая поверхность не прогибалась, по центру в вакуумной камере необходимо установить распорку.
При монтировании рабочей поверхности к вакуумной камере, также не забываем все швы промазать силиконом.
На одной из боковых поверхностей вакуумной камеры сверлим отверстие для подключения пылесоса, и привинчиваем насадку.
Если вы не уверены в качественной герметизации вакуумной камеры, можно дополнительно, снаружи проклеить все швы клейкой лентой.
Литейная вакуумная машина с вибростоликом своими руками (часть 1 из 2)
Можно приступать к вакуумной формовке
Поскольку разогревать пластик будем в духовке, поэтому работать будем на кухне по ближе к духовке.
Подключаем пылесос к вакуумной камере. На рабочую поверхность вакуумной камеры, по центру, устанавливаем нашу форму. Только не забудьте под форму подложить подкладки толщиной 1мм (монетки). Это делается для того чтобы пластик, в полной мере облегал внизу формы.
Отрезаем лист пластика по периметру рамки. Для этой цели подойдет любой пластик предназначенный для термоформовки (ПЭТФ, ПВХ и т.д.). Поскольку «вакуум» у нас будет создавать пылесос, то мы не можем использовать толстые пластики. Толщина пластика зависит от мощности всасывания пылесоса, в связи с этим возможно использовать пластик толщиной 0,1-0,4 мм.
Помещаем рамку в духовку и выставляем температуру примерно 190 градусов (к каждому виду пластика есть своя температура размягчения, поэтому более точные цифры уточняйте у продавца).
Дожидаемся, когда пластик размягчится и начнет свободно провисать. Достаем рамку. Не забывайте одевать рукавички, поскольку рамка будет весьма горячая.
Незамедлительно, чтобы пластик не остыл, перемещаем рамку на вакуумную камеру, прижимаем и включаем пылесос.
Когда пылесос вытянет весь воздух из под формы, необходимо еще подождать 20 секунд, после чего можно будет выключить пылесос. Если во время формовки, пластик в каких то местах не плотно обволок форму, можно воспользоваться строительным феном, чтобы размягчить пластик. Только не переусердствуйте, чтобы не прожечь дырку.
Когда пластик остынет, можно доставать форму.
Лишнее обрезается ножницами или ножом, для более точных работ можно использовать дремель.
Покраска изделия
Остается только покрасить изделие.
Используя для формовки ПЭТФ (полиэтилэнтерефталат — то из чего делают бутылки) можно изготавливать блистерные упаковки или незаурядные праздничные формы для желе.
Как вы видите сделать вакуумный станок своими руками совсем не сложно и весьма не дорого.
Как говорил ранее, технологию вакуумной формовки можно применять в моделировании и т.д.
Размеры
Для начала, необходимо определиться с размерами самодельного вакуумного станка. Поскольку разогревать пластик будем в духовке, то рамка должна без проблем поместиться в ней. По этому приступаем к измерению ширины и глубины духовки и приступаем к изготовлению рамки из деревянных брусков.
Станок для термовакуумной формовки
История началась с того, что мы решили сделать вакуум формовочный станок.
Размер заготовки 510х760
Рабочий ход стола: 300
Грузоподъемность стола 30кг.
Честно говоря первая версия получилась прямо скажем не очень удачной:


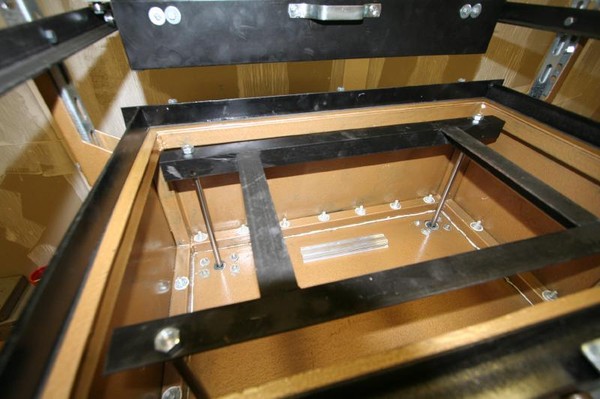
Из очевидных минусов при тестовом запуске выявились:
1.Формовочная площадка поднималась напрямую цилиндрами. Можно было и догадаться, что по достижении крайней точки площадкой с матрицей и включении вакуумной системы давление на рабочую поверхность становится больше, чем давление развиваемое пневмоцилиндрами и площадку начинает осаживать обратно, физика первого класса церковно приходской школы мог бы и сразу посчитать конечно…
2. Слишком большой зазор между нагревателями и рамкой, материал соответственно по краям не нагревается, его выстужает воздух, который свободно циркулирует между рамой и нагревателями.
3. Формуемый пластик зажимался непосредственно между двумя уплотнителями приклеенными к металлу без какой либо теплоизоляции, что на мой взгляд то-же приводило к охлаждению краев заготовки.
4. Очень не удобный механизм замены заготовки
Короче, в итоге станок был разобран полностью и сделана версия 2.0, которая на данный момент выглядит следующим образом:


Теперь площадка поднимается вместе с опорами и в крайнем положении не должна просаживаться.
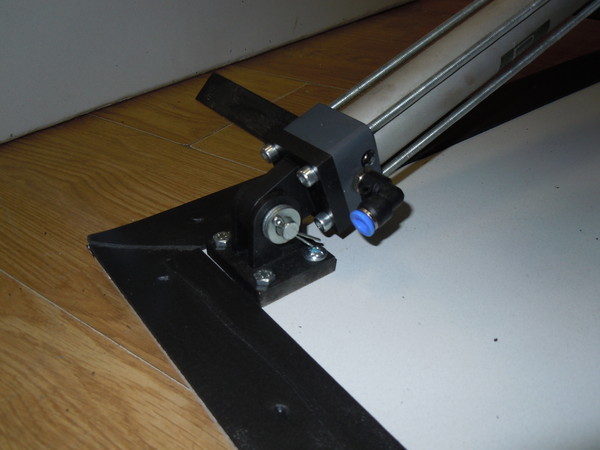




Заготовка теперь крепится между двумя слоями фанеры ФСФ с уплотнителем.



Выполнена система регулировки прижима.
В итоге скоро будем делать пробный запуск, если у кого есть какие-нибудь идеи что тут еще может пойти не так, скажите пожалуйста.
Теперь приступаем к изготовлению формы
В качестве формы можно использовать любые материалы: дерево, гипс и т.д.
Если не требуется высокая гладкость формы, то можно использовать пенополеуретан, поскольку он хорошо поддается обработке канцелярским ножом.
Если на форме имеются вогнутые места, то необходимо в каждом углублении просверлить отверстие тонким сверлом d = 0,1-0,5мм.




