 Станки дома
Станки дома Редукция и на что она влияет
Несмотря на высокую точность шаговых трехфазных двигателей улучшить их показатели по осям X и Y помогает редукция. Она может быть 1:2 или 1:3. И чем больше редукция, тем лучше точность позиционирования.
Вот что мы предлагаем:
Производство корпусов для электротехники
А вот пример корпуса производства «металл‑кейс»:
2 вида панелей для сварочного аппарата (10 фото)
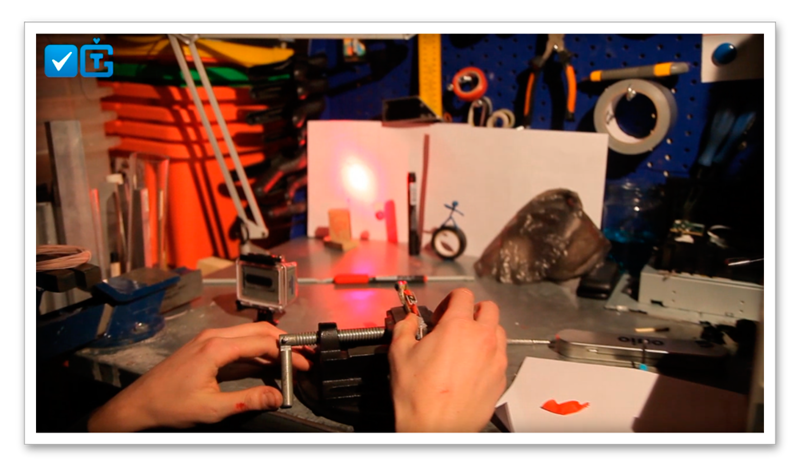
Видео
На видео видна скорость воздействия лазера на некоторые материалы (белый лист, надпись маркером на бумаге, черный пластик и черная изолента, нитка, пластилин).
Подписаться на новые эксперименты HI-TESTING можно Вконтакте или следить за новыми видео сюжетами на сайте канала.
Виды лазерной резки
В зависимости от мощности луча, лазерные станки позволяют выполнять такие виды обработок:
Резать детали путём расплавления выгодно по следующим причинам:
- ресурс лазера выше, чем при испарении;
- меньшее потребление электроэнергии;
- допускается резка заготовок различной толщины;
- точная регулировка луча системой управления — фокусировка, угол наклона;
- высокое качество торцов деталей после обработки;
- при добавлении газов снижается вероятность образования окислов.
Метод испарения применим для небольшой толщины. Требует значительных энергозатрат, поэтому на практике его используют достаточно редко. Изготовление деталей становится экономически не выгодным.
Дизайн станка
Дизайн и компоновка оборудования для лазерной резки металла обеспечивают удобство в работе, а также производительность. Простота удаления стружки, доступное пространство для перемещения заготовки относительно лазера, эффективность охлаждения — вот основные параметры, зависящие от расположения конструктивных элементов.
Важно обращать внимание на следующие узлы:
- подъёмный стол;
- лазер;
- систему охлаждения;
- оптику.
Драйвера моторов
Для эффективной подачи напряжения на обмотки шаговых моторов и управления ими на лазерные станки с ЧПУ устанавливаются драйвера. От их качества и надежности также зависит точность и скорость перемещения лазерной головы по рабочему полю. Как и шаговые моторы наиболее совершенными и надежными в техническом плане сегодня являются драйвера Leadshine.
Извлекаем лазерный модуль
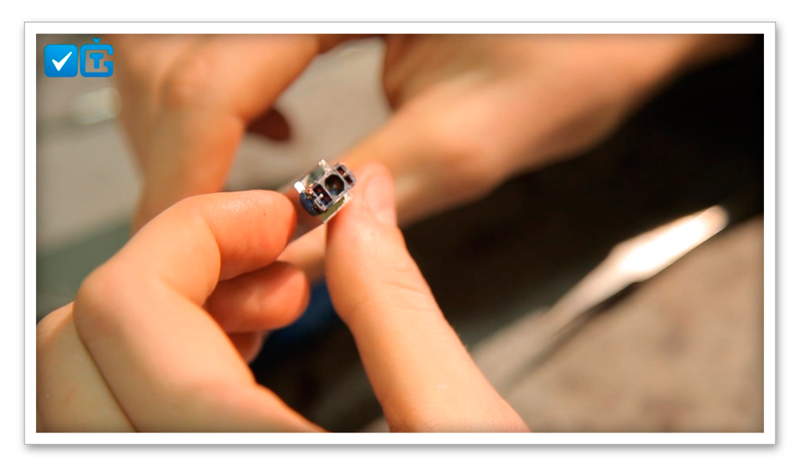
Разбираем и добираемся до лазерной головки.
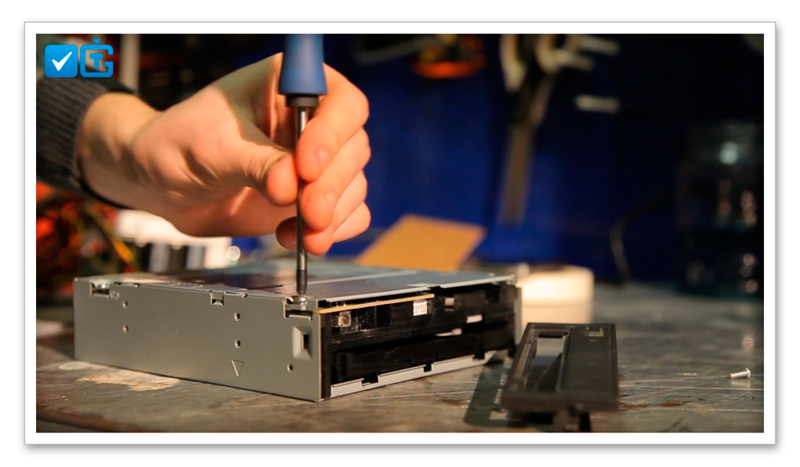
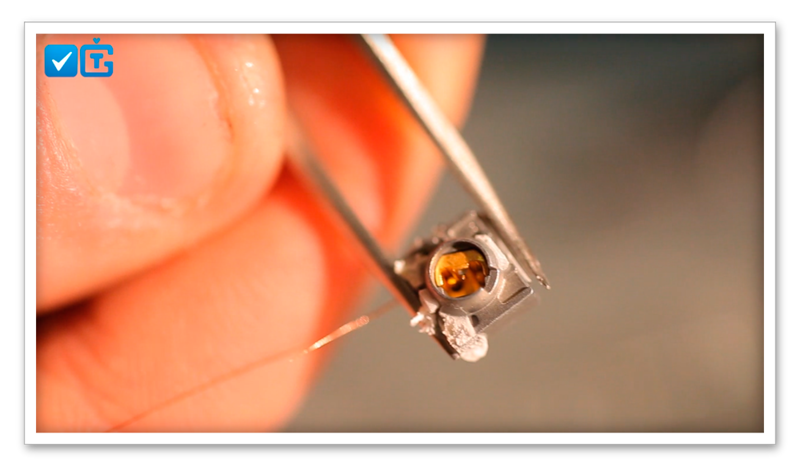
Извлекаем лазерную головку.
Наша цель — лазерный модуль.
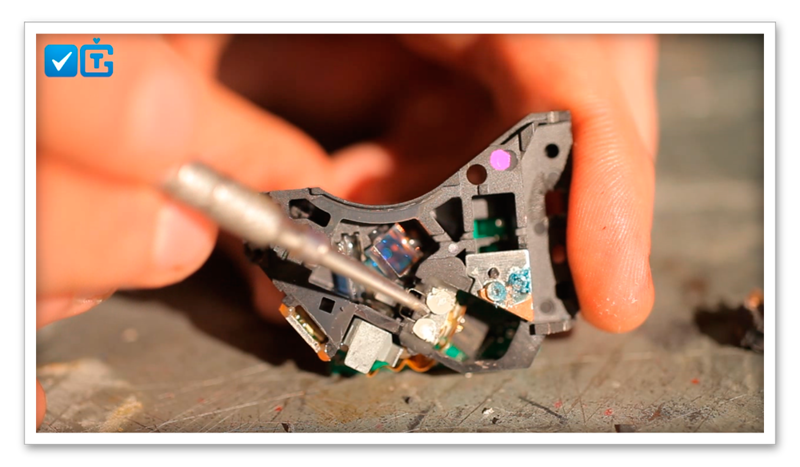
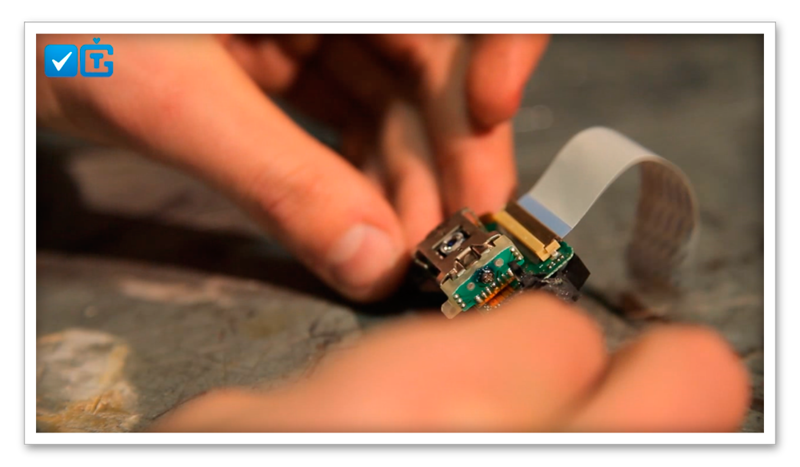
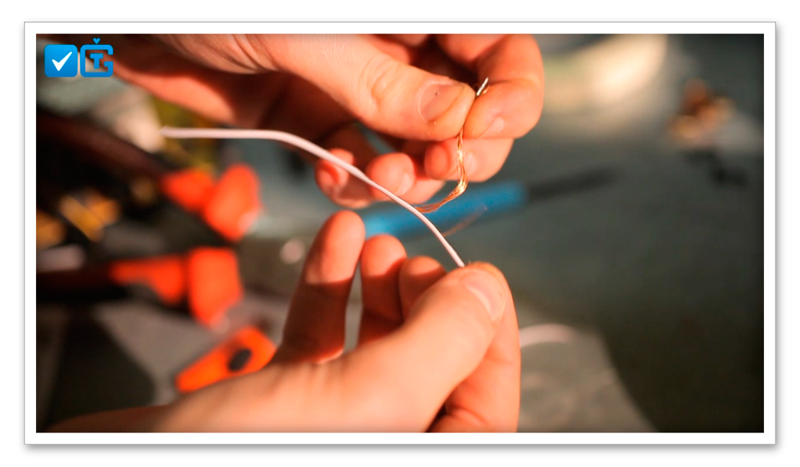
Перед извлечением самого модуля закоротим все его три вывода тонким медным проводом (мы взяли одну нитку из многожильного). Это нужно для подстраховки от статики.
Теперь можно извлекать лазерный модуль. Он там «сидит» довольно неплохо, поэтому нужно потрудиться и сбалансировать усилия между «раскурочить» и «не сломать».

Вот как-то так должно получиться.
Изготовление корпуса
В Интернете встречал описание, где люди использовали лазерные указки или фонарик в качестве корпуса. Тем более что и линзы там уже есть. Но, во-первых, у нас не оказалось под рукой лазерной указки нужного размера. А, во-вторых, это увеличило бы бюджет мероприятия. А я уже говорил, что лично у меня это уменьшает удовольствие от полученного результата.
Мы начали пилить алюминиевый профиль.
Обязательно нужно все изолировать.

Испарительная резка лазером
Испарительная или сублимационная резка — один из пиков развития лазерной технологии. При классической лазерной резке разрезаемый материал плавится. А вот здесь, как уже понятно из названия, происходит мгновенное испарение.
Естественно, температура должна быть очень высокой. А для этого нужен очень мощный лазер, в который вкачивается очень много электроэнергии. При этом резка происходит не сплошным лучом, а короткими импульсами. Насколько короткими? Часто меньше 0,000000001 секунды (наносекунды).
При этом коэффициент полезного действия, конечно, чудовищно мал. Эту бы энергию на железо, да под кислород — и можно было бы резать и резать. Но применение сублимационной резки тоже может быть оправдано — конечно, в тонких и инновационных сферах, когда важно и материал разрезать, и материал подложки не задеть.
Как изготовить станок для лазерной резки своими руками
Создать своими руками станок для резки металла лазерным лучом можно только твердотельный, так как для него просто подобрать комплектующие, цены на них невысокие. Основными элементами для сборки являются сам лазер и система управления его работой.
Приобрести лазер можно в специализированных магазинах или снять с готовых изделий (лазерной указки, привода лазерных дисков). Для создания управляющей схемы потребуются следующие компоненты:
- конденсаторы 100 пФ, 100 мкФ;
- резисторы номиналом от 2 до 5 Ом;
- плата для пайки;
- фокусирующая оптика;
- цилиндрический металлический корпус, подходит от светодиодного фонарика;
- мультиметр.
Новичкам рекомендуется приобретать в магазинах радиоэлектроники готовую печатную плату с установленными элементами. Альтернативой является выбор готовой схемы, изготовления на её основе платы и самостоятельной пайки.
Также нужно заранее подготовить дополнительные для сборки компоненты:
- корпус для радиоэлементов и лазера;
- шаговые двигатели, платы управления ими;
- регулятор напряжения излучателя;
- резиновые ремни зубчатые, металлические шкивы под них;
- крепёжные элементы;
- выключатели кольцевого типа;
- USB-контроллер для цифрового управления;
- систему охлаждения;
- металлические трубки (направляющие) и доски (для корпуса).
Пошаговый процесс изготовления:
- Разбирается корпус устройства-донора, из него демонтируется лазерная головка.
- Изготавливается прямоугольный каркас из деревянных планок.
- Внутри корпуса монтируются поперечные направляющие, а на них продольные, к которым крепится станина.
- Подсоединяются к перемещаемой планке шкивы, устанавливаются двигатели, одеваются ремни.
- На перемещаемую станину закрепляется лазерная головка.
- Монтируется система охлаждения.
- К лазеру подключается плата управления.
- Выводится проводка от управляющей платы на переднюю панель корпуса, подключаются системы контроля и управления.
- Подключается USB-контроллер, на ПК согласуется с программным обеспечением, выполняются настройки.
- Проверяется работа оборудования в основных режимах.

Кислородная резка с лазерным стартом (технология lasox)
Логическое развитие предыдущей технологии, один из новых трендов в лазерной резке металлов. Если в лазерно‑кислородной резке основной режущей силой является все‑таки лазер, а кислород, несмотря на огромную тепловую мощь окисления, выступает все‑таки «на подпевках», то здесь основную работу делает именно сверхзвуковая струя кислорода.
Лазерный луч служит стартером — он раскаляет металл примерно до тысячи градусов Цельсия, чтобы подготовить его к запуску бешеной окислительной реакции. Потом в поверхность ударяет струя газа — и начинается собственно резка.
- Ключевое положительное отличие технологии — в том, что так можно прорезать более толстый металл — до 50 миллиметров против 30 у большинства установок лазерно‑кислородной резки.
- Ключевое отрицательное отличие — процесс идет значительно медленнее. Скорость около 0,2 метра в минуту — в то время как у лазерно‑кислородной резки не меньше полуметра в минуту, а обычно еще быстрее. Поэтому если толщина металла позволяет использовать лазер‑кислород — выгоднее использовать именно его.
- Дополнительное отрицательное отличие — увеличенный диаметр отверстий. Редко меньше 3 миллиметров, в то время как обычная лазерно‑кислородная резка выдает и 1 миллиметр, и даже 0,1 миллиметр, если используются специальные станки.
Благодаря этому кислородная резка с лазерной поддержкой используется, например, в судостроении — и не используется в сферах с более тонким металлом.
Контроллер
Контроллеры для лазерных станков можно четко разделить на однозадачные и многозадачные. К первым относится плата М2, разработанная компанией LIHUIYU Studio Labs, с управляющей программой CorelLaser, в качестве примера вторых можно выделить наиболее распространенные RuiDa (управляющая программа RDWorks) и AWC от компании Trocen (управляющая программа LaserCAD).
Минус однозадачных контроллеров в том, что если вам необходимо материал и гравировать, и резать, то одновременно в рамках одной задачи обе эти операции вы сделать не сможете. Только друг за другом. Такие контроллеры целесообразно выбирать тогда, когда на вашем производстве большое количество однотипных задач, к примеру, только лазерная резка или только лазерная гравировка. В ином случае вам придется фактически дважды делать макет, а это время.
Многозадачные контроллеры позволяют запускать лазерный резку, гравировку либо быстрый рез в различных режимах обработки в любом количестве в рамках одной задачи. И это значительно экономит время на производстве и снижает себестоимость услуг или готовых изделий.
Концевые датчики
Для ориентации в пространстве лазерной головы по оси X и портала по оси Y, а по другому определения нулевой координатной точки, на лазерном станке устанавливаются концевые датчики. Они бывают двух типов: индуктивные и нажимные (механические).
Минус механических в открытости системы, которая со временем загрязняется продуктами горения и выходит из строя. Индуктивные датчики — это датчики закрытого типа, поэтому они более надежны.
Купольная система вытяжки и сама вытяжка
Дым, образующийся в процессе лазерной резки и гравировки, а по другому — продукты горения, являются препятствием для лазерного луча. И чем больше в рабочей зоне будет дыма, тем хуже будет качество обработки. Поэтому на лазерном станке реализована система вентиляции, к которой подключается вытяжка.
Оптимальная мощность вытяжки на средне и широкоформатных станках считается 550 Вт, для малоформатных из-за подойдет 250 Вт и меньше. Вытяжки могут быть как встроенные, так и отдельностоящие радиального типа (Улитка). Преимущество вторых в том, что их вы можете устанавливать как рядом со станком, так и далеко от него без потери эффективности удаления продуктов горения из рабочей зоны станка.
Для наиболее эффективного удаления дыма из станка в процессе обработки в рабочей зоне должно быть реализовано две зоны вытяжной вентиляции: под рабочим полем, чтобы эффективно удалять дым в процессе сквозной лазерной резки, и за ним, чтобы делать это в процессе поверхностной гравировки, когда нижний отвод невозможен.
Помимо этого нижняя система вытяжки должна быть оборудована купольной системой, обеспечивающей наибольшую эффективность, а также защищающей механизм подъема/ опускания рабочего поля от загрязнений. Также дополнительным приятным бонусом такой системы является установка в ее нижней части контейнера для сбора мелких деталей и отходов производства.
Лазерное термораскалывание
Три предыдущих технологии главным образом используются в металлообработке. А вот термораскалывание позволяет разделять стекло. Фактически при его использовании появляется не разрез, а именно трещина — только гладкая и контролируемая.
Эта технология эксплуатирует хрупкость стекла и возможность его разрушения из‑за перепада температур. Лазерный луч резко нагревает нужную область, струя инертного газа резко ее охлаждает. Трещина пошла. При этом луч движется, направляя ее дальше.
Лазерно‑кислородная резка
В лазерной резке помимо самого лазерного луча всегда участвует струя газа. Она нужна как минимум для того, чтобы:
- выдувать расплавленный или испаренный материал из зоны реза
- и охлаждать оставшиеся грани, чтобы не перегревать остальную часть материала.
Так и будет, если этот газ будет просто атмосферным воздухом, забранным в компрессор и выпущенным под луч. Но при резке можно использовать не только банальный воздух, но и специальные газы — и в таком случае резка будет приобретать дополнительные качества.
Первый из таких специальных газов — чистый кислород. Его свойство — участвовать в окислительных реакциях. Когда кислород контактирует с металлом, расплавившимся под влиянием луча, эти реакции запускаются с бешеной скоростью. А при окислительных реакциях выбрасывается много тепла.
Как много тепла? Для разных металлов это значение будет различаться. Но вот, например, при лазерно‑кислородной резке железа количество выделяемого при окислении тепла в 3–5 раз больше, чем количество тепла, принесенное собственно лазером.
Это свойство кислорода позволяет резать металлы намного быстрее и дешевле, чем при использовании атмосферного воздуха. Быстрее — потому что в бешеном окислительном жаре металл плавится стремительнее. Дешевле — потому что для разрезания большого количества металла можно использовать меньше электричества.
Линза
Линзу прикрепили на пластилин для регулировки ее положения.

Кстати, эта линза работает лучше, если ее перевернуть выпуклой частью к лазерному диоду.
Регулируем и получаем более-менее собранный луч.
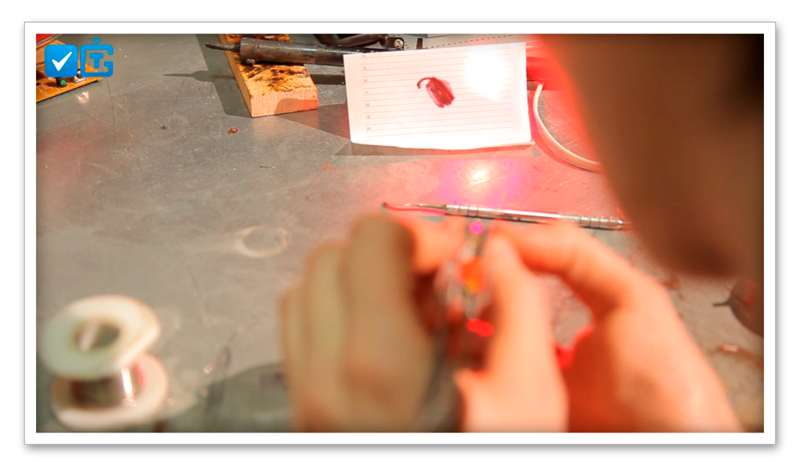
Точно отрегулировать, наверное, можно, но нам и этого хватило, чтобы черный пластик начал плавиться.
Спичка мгновенно загоралась.

Черная изолента разрезалась как ножом по маслу.

Из этого лазера получилась бы отличная пушка для игры в солдатики.
Линза для фокуссировки
Луч получился совсем не «лазерный». Нужна линза для регулировки фокусного расстояния. Для начала вполне подойдет линза из того же привода.

Через линзу получается сфокусировать луч, но без жесткого корпуса занятие утомительное.
Моторы по осям x и y
На лазерных станках, от которых требуется производительность, должны быть установлены трехфазные шаговые двигатели 57-й серии. Наиболее совершенными и надежными, обеспечивающими стабильно высокую точность и скорость перемещения по рабочему полю в процессе продолжительной эксплуатации на данный момент являются двигатели под торговой маркой Leadshine производства Leadshine Technology Co., Ltd.
Но почему именно трехфазные? Если по-простому, то в отличие от дешевых инертных двухфазных они ускоряют производство на 20-30%. Помимо этого трехфазные моторы позволяют гравировать очень продолжительное время без пропуска шага на скорости до 1000 мм/сек.
Такой режим обработки применяется, к примеру, на так называемой светлой лазерной гравировке фанеры или гравировке оргстекла (акрила). Двухфазные моторы не обладают такими показателями, они не смогут нормально гравировать на скорости 1000 мм/сек. Также большие скорости без пропуска шага необходимы в процессе быстрого реза.
В техническом плане основное отличие трёх- от двухфазных моторов в том, что при увеличении скорости вращения первые сохраняют больший крутящий момент. А это значит, что при быстром увеличении частоты вращения мощность у трехфазных моторов теряться не будет, чего не скажешь о медленных двухфазных.
А вот вам небольшой пример того, как это преимущество трехфазных моторов влияет на снижение времени производства. Во время лазерной гравировки любые шаговые двигатели лазерного станка по оси X могут приближаться к своим предельным нагрузкам/возможностям, и тут трёхфазный значительно выигрывает у двухфазного за счёт более высокой динамики разгона, следовательно, можно уменьшить в настройках контроллера расстояние вылета головы по оси X, необходимое при лазерной гравировке на больших скоростях и как следствие сэкономить время на производстве с одной стороны и обработать большую площадь — с другой.
Если речь идет о еще больших скоростях и точности, то обратите внимание на моторы с энкодером (с обратной связью), время производства с которыми в зависимости от задачи уменьшается на 30-40%.
На малоформатных станках с рабочим полем 300х200 мм, 400х400 мм или 600х400 мм допустимо устанавливать двухфазные моторы 42-й серии, так как на таких размерах большие скорости не развить в следствии необходимости запаса пути на разгон и торможение.
Мощность лазера и охлаждение
Лазерный резак по металлу оснащается лазерами различной мощности, позволяющими выполнять различные задачи. Чем выше мощность, тем качественнее обработка, больше допустимая толщина заготовок, но и выше энергопотребление.
Для эффективной работы и установки необходимо обеспечивать качественное охлаждение трубки. От этого будет зависеть ресурс работы лазера. Обычно достаточно водяной системы с датчиком потока, позволяющим контролировать охлаждение.

Направляющие на лазерном станке по металлу
По линейным направляющим передвигается портал с лазерной головкой на высокой скорости. Поэтому очень важно, чтобы рельсы по которым передвигается портальная машина, были максимально точные, имели минимальное трение и были очень крепкие, так как ежедневно но ним портал совершает тысячи перемещений.
Производственная марка Hiwin сегодня во многих странах мира это синоним высококачественных рельсовых направляющих. На наших металлорезчиках стоят именно Hiwin потому что:
- это зарекомендовавший себя бренд и они всегда и везде есть в наличии
- плавный ход
- высокая точность
- большая грузоподъемность
- низкий коэффициент трения
- высокий класс надежности
- сравнимо небольшая стоимость
Направляющие по осям x и y
На производительных СО2 лазерах должны быть установлены квадратные направляющие рельсового (профильного) типа шириной не менее 15 мм. Именно такие дают стабильные показатели точности перемещения лазерной головы и портала по соответствующим осям на больших скоростях и как следствие обеспечивают высокую производительность и снижение себестоимости готовой продукции.
Менее надежный и требующий постоянного обслуживания вариант — роликовые или круглые направляющие, устанавливаются на лазерном СО2 оборудовании для резки и гравировки с малым размером рабочего поля, так как на таком оборудовании нет возможности развить большую скорость перемещения.
Насколько реально сделать станок лазерной резки гравировки?
Все реально! Стояла такая же задача резка рядовухи до 2 мм. Бюджет всего около 600 тыс. руб. Портал сделал из остатков плазменного координатного стола, достался на халяву, один завод хотел на помойку выкинуть, я перехватил. Там кроме алюминиевых профилей и направляющих ничего не осталось. Но ал. станочный профиль это вещь.
Электронику как обычно в пурелоджике заказал, как обычно что-то пришло нерабочее, но это другой вопрос. Для привода взял щеточные серваки с 57 фланцем и планетарные редукторы 10:1. Рейку взял с модулем 1. Шестеренки подпружинил с помощью силиконовых втулок, всякие пружины для этого плохо подходят, это я проверил на предыдущих станках. За месяц координатник привел в движение.
Далее встал вопрос с лазером. Волоконник для моих целей очень дорог, порядка 2 млн. руб, отпало. CO2 тоже дорого, громоздко, геморно. Обратил внимание на китайские импульсные твердотельники. На алибабе стал общаться с одним продавцом, Soullon называется.
Он дал мне контакт их клиента, от меня в 60км находится. Съездил пообщался, у него стоит станок этой конторы, режет на ура. Мне нужен был только резонатор с оптической башкой. Цена получилась 12 тыс.$ . Доставку и перевод денег сделал через брокера по серой схеме за 60 тыс. руб. и никаких таможенных платежей.
Короче через 2 недели после перевода денег брокеру я уже забрал генератор в аэропорту. Блок питания для генератора мне достался тоже на халяву от сломанного твердотельника туламашзавода. Но если покупать у тех же китайцев, они продают за 4800$ плюс доставка.
Все смонтировал, подключил. В башке уже стоит привод по оси z и емкостный датчик слежения, это очень упростило задачу.
Очень важный вопрос- это охлаждение. Я сделал двухконтурню схему с двумя насосами и двумя емкостями. Во внутреннем контуре циркулирует дистиллированная вода, во внешнем проточная водопроводная. Между контурами пластинчатый теплообменник. Сейчас делаю автономный чиллер с фреоновым ожлаждением.
Короче, через 4 месяца имеем это:
Режу на кислороде. На видео 2 мм рядовуха, скорость 1200 мм/мин. Мощность лазера около 400 вт
Так что я отвечу на вопрос ТС, да реально.Я много урвал на халяву и уместился в 600 тыс. руб. Но даже если все покупать, то реально уместиться 1 млн руб, а это уже не 3млн, если покупать готовый станок у того же китайского Soullon.
Есть вопросы, пишите
Настройка станка
Этот этап предусматривает несколько шагов:
- Предстартовый. Перед запуском станка убедитесь, что масло и охлаждающая жидкость заполнены по максимуму. Обратитесь к инструкции, если вы не знаете, как это сделать.
- Убедитесь, что в рабочей зоне нет посторонних предметов.
- Если станку требуется подача воздуха, убедитесь, что компрессор включен и давление соответствует требованиям, указанным в инструкции.
- Пуск / Домой. Подключите станок к питанию и запустите. Главный выключатель обычно расположен в задней части устройства, кнопка питания — в левом верхнем углу на панели управления.
- Загрузите все инструменты в карусель в том порядке, который указан в списке программы ЧПУ. Для станков с одним инструментом — установите в шпиндель фрезу.
- Установите деталь в тиски или закрепите на столе, зафиксируйте.
- Установите показатель коррекции на длину инструмента. Переместите инструменты к верхней части детали в порядке, указанном в программе ЧПУ, и затем установите показатели коррекции.
- Установите коррекцию осей X и Y. После того, как тиски или другие детали будут правильно установлены, настройте коррекцию на установку заготовки (нулевой позиции), чтобы найти начальную точку X и Y детали.
- Загрузите программу ЧПУ в систему управления станком с помощью USB-накопителя.
Оборудование
Лазерные устройства для резки железа состоят из элементов:
- Специализированного излучателя (твердотельный или газовый прибор). Должен обладать нужными энергетическими и оптическими показателями.
- Система формирования лучей и газа. Отвечает за подачу луча от цели излучения к детали, которая обрабатывается, и изменение показателей поступающего к точке рабочего газа.
- Устройство передвижения (координации) как самого железа, так и воздействующего на него лазерного луча. А также включает в себя электроисполнительный механизм, привод и мотор.
- АСУ (автоматизированная система управления). Регулирует лазерный луч и управляет координатным механизмом и системой транспортирования и формирования луча и газа. Снабжена разнообразными датчиками и подсистемами.
Современный прибор резки железа способен исполнять любые трудные задачи, даже художественную резку. Их изготовлением занимаются как российские ), так и иностранные предприятия (немецкая ).
Оптика
Устройство для лазерной резки предусматривает установку оптики, назначение которой фокусировать луч. Она может быть следующих видов:
- длиннофокусной, применяемой для обработки толстых заготовок;
- короткофокусной, используемой для гравировки или резки тонколистового металла.
Особенности лазерных станков
Качественный лазерный гравер с ЧПУ отличается высокой точностью производимых работ и разнообразием опций. Числовое программное управление позволяет автоматизировать рабочий процесс, снизить риск возникновение брака, повысить производительность.
К преимуществам лазерных станков с ЧПУ относят следующие факторы:
- точность резки и обработки;
- прочный корпус;
- безопасность при резке материала;
- возможность создавать самые разные картинки с ювелирной точностью;
- разнообразие функций;
- можно обрабатывать материалы разной степени прочности;
- оперативность.
Действие лазерного ЧПУ станка осуществляется за счет прожигания обрабатываемой поверхности. Чем выше мощность лазера, тем более прочный материал можно обрабатывать на станке.
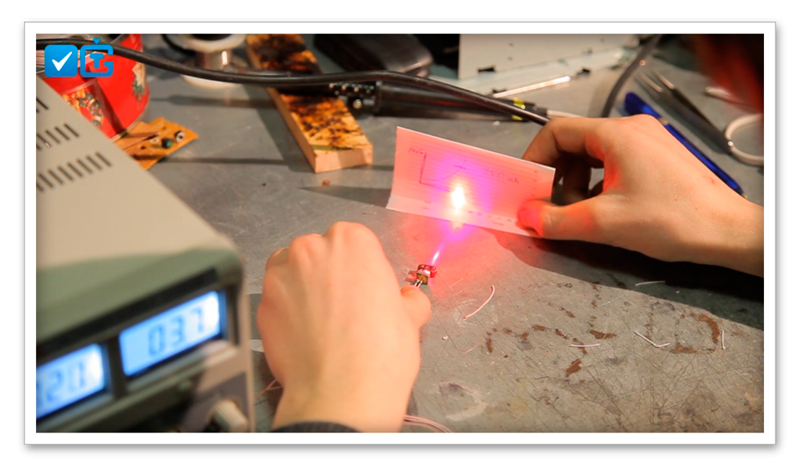
Питание
Питать нужно от 3,7в. Для переносного лазера отлично подойдут аккумуляторы от мобильных телефонов, соединенные параллельно.

Мы же воспользовались стабилизированным блоком питания.

Подъёмный стол
Станок для лазерной резки оснащён подъёмным столом, предназначенным для закрепления и перемещения заготовки относительно луча. Перемещение может быть линейным вдоль вертикальной оси координат. Он обладает различной грузоподъёмностью, площадью, способен перемещаться при помощи механического или электрического подъёмного привода.
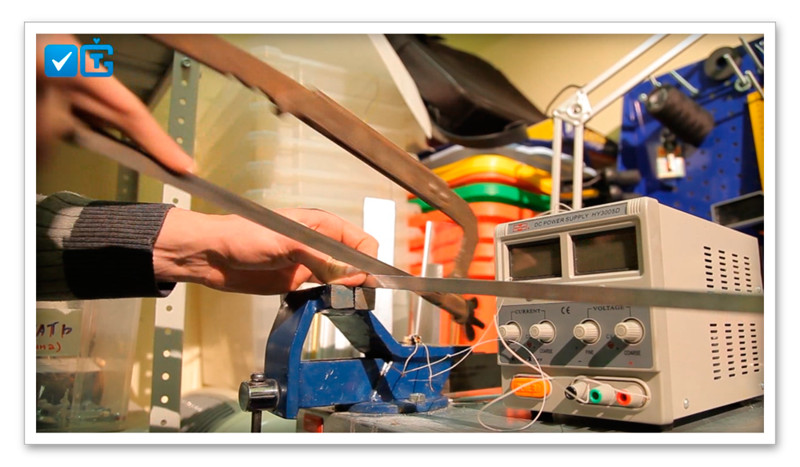
Посмотрите видео из нашего цеха:
Видео — радиусная гибка металла на листогибочном прессе
Предостережение
Следует заранее предупредить о безжалостности лазера к сетчатке глаза.
При работе с лазером нужно обязательно пользоваться специальными очками. Вы спросите, зачем я это все пишу, ведь все равно никто этого делать не будет? Ну а вдруг! Вдруг найдется хоть один разумный человек и наденет таки специальные очки при обращении с лазером. И один или даже два глаза эти строки спасут!
У нас же таковых очков не оказалось и мы все делали на свой страх и риск. А вот красные очки, в отличие от очков для безопасности, позволят лучше увидеть сам лазерный луч. Для красоты можно подпустить дыма, как мы сделали в заставке к видео.
Преимущества и недостатки
Станки лазерной резки обладают следующими преимуществами:
- простота обработки хрупких деталей;
- низкая степень погрешности при позиционировании лазера над обрабатываемой поверхностью;
- удобная система управления;
- резка заготовок любой формы;
- простота гравировки и резки изделий из твёрдых сплавов;
- толщины резки: медь, латунь — до 1,5 см, сталь, алюминий — до 2 см, нержавейка — до 5 см;
- высокая скорость обработки;
- минимальная себестоимость готовых изделий.
Основные недостатки:
- сложность конструкции, обслуживания, ремонтов;
- высокая стоимость оборудования и комплектующих;
- ограниченность по толщине заготовок;
- значительный расход электроэнергии;
- особые требования к безопасности при установке, эксплуатации.

Принципы выбора
Оборудование для лазерной резки металла выбирается по следующим критериям:
- производительности, скорости обработки, позиционирования луча над рабочей поверхностью;
- типу излучателя (металлического или керамического), срока его службы, надёжности, особенностей конструкции;
- торговой марки, под которой был изготовлен станок;
- гарантийному сроку от производителя;
- виду материалов деталей, используемых в устройстве позиционирования лазера, особенно направляющих;
- назначению, условиям эксплуатации, на которые рассчитан промышленный станок;
- удобству и простоте управления;
- возможностям расширения функциональности;
- требованиям к помещению, где будет выполнена установка оборудования;
- стоимости конкретной модели, комплектующих, расходных материалов.
Пробный запуск
Подключив питание, видим потребление 200мА и пучок яркого света.
В темноте работает как фонарик.
Редуктора в лазерном станке по металлу
Редуктор — это коробка передач лазерного станка. Он распределяет крутящий момент от серводвигателя и передает его на косозубую шестеренку, что приводит в действие ход портала. Проще говоря — это передаточное звено между двигателем и самим порталом.
На редуктор приходится большая нагрузка, поэтому очень важно, чтобы он был выполнен из стойких к износу материалов. В целях экономии многие ставят более дешевый редуктор и это чревато тем, что через год-полтора активной работы он изотрётся в пыль, появится люфт в середине срока службы, что неизменно отразится на точности лазерной резки.
Редуктор имеет большое влияние на работу всей кинематики станка. Помимо прочности редуктор должен быть максимально точный, ведь он работает в паре с серводвигателем, который славиться высокой точностью и предельно маленьким шагом.
На наших металлорезах стоят редуктора Shimpo, с двойным запасом прочности, что гарантирует 100% точность передачи крутящего момента спустя более 5 лет непрерывной работы станка.
Резка лазером в среде инертного газа
Противоположность двух предыдущих технологий.
Окисление приходится очень кстати, когда идет работа с железом и низколегированными сталями — но с цветными металлами и высоколегированными сталями оно не в тему. Из‑за присутствия кислорода при резке нержавейка, алюминий и титан формируют на кромках негодные соединения, портящие свойства материала.
При этом решение «использовать не чистый кислород, а просто воздух» не помогает, потому что кислород в атмосферном воздухе всё равно есть. И резка пойдет не так быстро, но кромки всё равно будут испорчены — хоть и не так сильно. Качественной работой это не назовешь.
Поэтому при работе с «капризными» материалами используются инертные газы. В зону резки подается струя сжатого газа, который не вступает во вредную реакцию с материалом — но при этом так же выдувает из отверстия расплав и охлаждает края разреза.
- Для большинства «капризных» материалов — например, нержавейки и сплавов алюминия — используется азот. Его называют условно‑инертным газом. «Условно» — потому что в принципе он не является инертным. Азот вполне себе вступает в реакции с другими веществами. Но не является окислителем. В данном случае этого достаточно.
- Но существуют и «особо капризные» материалы — например, титан. При резке титана даже азот будет вреден. Потому что нежелательными являются не только оксиды титана, но и его нитрид, то есть соединение с азотом. Нитрид титана бывает довольно красив — в частности, его используют в качестве позолоты для куполов и зубных протезов. Но его нежданное появление в деталях никуда не годится, потому что нитрид титана хрупок. Для резки титана используется аргон — истинно инертный газ.
Ремни привода по осям x и y
Зубчатые ремни на лазерных станках устанавливаются для передачи вращательного движения по осям X и Y. Их качество и натяжка напрямую влияют на качество обработки. По материалу и конструкции зубчатые ремни для лазерных станков делятся на резиновые (неопреновые) с кордной нитью или тканью и полиуретановые с металлическим кордом. Также по профилю их можно разделить на дюймовые MXL и метрические 3М.
Преимущество полиуретановых ремней с металлическим кордом над резиновыми в том, что в процессе очень продолжительной эксплуатации они не рвутся и не растягиваются в незаметных местах, гарантируя тем самым точность обработки. С обычными резиновыми ремнями подобная история происходит часто.
Если на вашем лазерном станке будут установлены обычные резиновые (неопреновые) ремни черного цвета, то в скором времени на лазерной резке вас ждет несовпадением размеров, незамыкание тех же окружностей, несовпадение точки старта и финиша, на гравировке наиболее распространенным результатом дефекта резиновых зубчатых ремней является размытость или по другому задвоение изображения.
Именно поэтому все наши лазерные станки, на которых установлены шкивы с количество зубьев не менее чем 24 мы, мы комплектуем полиуретановыми ремнями с металлическим кордом. На шкивы с меньшим количеством зубьев такие ремни устанавливать нельзя, так как меньший диаметр приведет к скорой деформации и разрыву металлического корда, что сразу же скажется на качестве обработки.
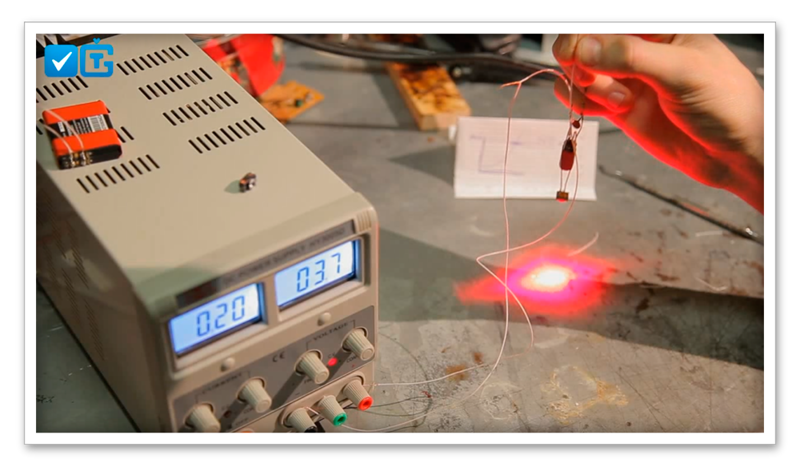
Сборка схемы
Теперь перейдем к схеме. Она необходима для контроля мощности лазера. В противном случае он просто сгорит.
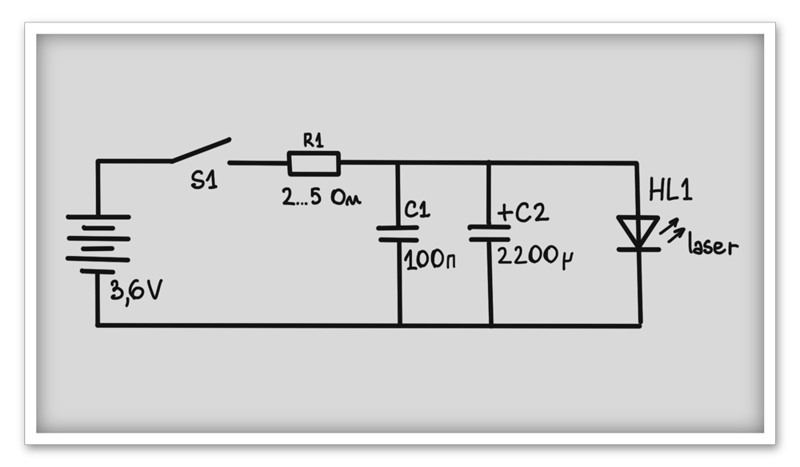
Мы не заморачивались и сделали навесной монтаж.

Система перемещения лазерного станка с чпу
На скорость и точность перемещения лазерной головы по рабочему полю и как следствие производительность лазерно гравировального станка влияет его механика, которая состоит из двигателей по осям X и Y, драйверов, направляющих, редукторов, датчиков, а также ремней. Вот основные требования при определении оптимальной комбинации системы перемещения.
Системы охлаждения в лазерных станках по металлу
На наших металлорезчиках используются чиллеры S&A, официальным дилером которых является компания LASERCUT.
Мы осуществляем не только поставку, но и сервисное обслуживание чиллеров S&A. Данные чиллеры зарекомендовали себя за многие годы с хорошей стороны (достаточно только посмотреть, как много подделок на рынке именно под эту фирму).
Серия CWFL разработана специально для металлорезов — это файбер лазер, такие чиллеры имеют два контура охлаждения — один для излучателя, другой — для рабочей головы. Цифры модели соответствуют мощности излучателя. Например, CWFL 5000 подойдёт для излучателей мощностью до 5Квт.
Скорость резки фанеры, оргстекла или акрила лазером
Да, на лучшую прорезаемость влияет несколько факторов, среди которых и идеальная юстировка, и подаваемое в зону реза с компрессора давление воздуха, и температура в системе охлаждения, и, если речь идет о то же фанере, даже ее качество. Но если вас интересует скорость резки фанеры лазером, то возьмите за основу данные из таблицы.
Помимо этого определяясь с лазерной трубкой надо понимать, что более мощные излучатели (выше с 90-100 Вт) не смогут дать вам детальную ювелирную гравировку, к примеру, при изготовлении печатей или на фотогравировке тех же портретов, из-за большого диаметра пятна прожига.
Касаемо производителя лазерной трубки, мы рекомендуем RECI от компании Beijing Reci Laser Technology Co., Ltd. На данный момент это наиболее надежные и производительные СО2 излучатели, которые зарекомендовали себя годами. Можете проверить данную информацию на специализированных форумах и убедиться в этом сами.
Станок своими руками
Лазерный станок ЧПУ своими руками создать не так уж сложно, для этого потребуется запастись соответствующим материалом. Прибор будет отличаться от промышленных станков мощностью. Самодельный лазерный аппарат будет иметь мощность около 2Вт, тогда, как промышленные станки используют лазеры мощностью 50 Вт. С помощью такой аппаратуры можно будет обрабатывать картон, древесину, фанеру.
Чтобы собрать гравер своими руками, необходимо приобрести программируемую плату. В магазине они представлены в широком ассортименте, на их основе можно собрать любой механизм. Самоделки отличаются от заводских станков, но и за станком такого типа можно проводить широкий спектр работ.
Корпус лазерного аппарата можно изготовить из МДФ. Детали для прибора имеют невысокую стоимость, их можно приобрести в специализированном магазине. Лазерный ЧПУ станок своими руками собрать не так уж сложно, для этого нужно разбираться в лазерном устройстве и иметь на руках все необходимые компоненты. Следует снабдить аппарат программным обеспечением, чтобы автоматизировать процесс.
Перед тем, как приступить к созданию самодельных станков, нужно спроектировать аппарат, начертить чертежи. На видео можно увидеть, какие бывают самодельные лазерные станки. Те, кто собрал лазерный станок с ЧПУ своими руками, делятся на формах собственным опытом, там можно найти много полезной информации.
Устройство и принцип работы
Лазерный станок предназначен для гравировки и резки металлических изделий. Конструктивно состоит из следующих узлов:
- систем излучения, преобразования;
- излучателя с резонаторами;
- управляющей системы;
- органов управления;
- узла, перемещающего лазер над рабочей поверхностью.
Конструкция зависит от типов оборудования:
- газовые — оснащаются системой накачки инертных газов (неон, гелий), стеклянной колбой с излучающей трубкой;
- твердотельные, устанавливаются лампы накачки, импульсные лампы, рабочее тело (рубин) система зеркал (отражающие, полупрозрачные);
- газодинамические — предусмотрено сопло для ускорения газов, системы охлаждения;
Плотность пучка составляет 100 МВт/см2. При облучении поверхности заготовки происходит её быстрый разогрев, плавление. За счёт теплопроводности луч способен проникать вглубь металла. В зоне нагрева при достижении температуры кипения происходит его испарение.
Устройство лазера
Это механическая часть для реализации движения по осям X, Y, Z, включая режущую рабочую платформу.
Волоконные режущие лазеры имеют очень высокие требования к стабильности.
Высокая точность и высокая стабильность станков помогают повысить точность лазерной резки.
В настоящее время основными станками на рынке являются портальный тип, консольный тип, балочный тип.
Различные станки имеют различные функции, такие как станки балочного типа, в основном используемые для резки материалов крупными производителями.
Существуют также модели для конкретных областей, таких как 3D-волоконная лазерная резка, в основном используемая в автомобильной промышленности.
Устройство станка
Первые лазерные станки имели очень высокую стоимость и были доступны не для всех. В настоящее время можно приобрести аппарат по доступной цене. В продаже представлены разные типы станков лазерной резки, оснащенных высокоэффективным лазером. Современные станки для гравировок оснащены программным управлением и могут работать по заданной программе. Управляющая система контролирует мощность лазеров.
Лазерный станок состоит из следующих основных компонентов:
- монолитной станины;
- рабочего стола, уровень столешницы можно регулировать за счет направляющих элементов;
- портал с инструментами;
- лазер для резки;
- указатель, представлен в виде индикатора, показывающего место обработки.
Работа лазера происходит за счет электрического мотора, его функции осуществляются с помощью программного управления. ЧПУ задает работу прочим элементам аппарата. Сам лазер представлен лазерной трубкой, излучательной головкой, зеркалами, которые выполняют функцию отражателей, фокусирующими линзами. Оптическая система концентрирует и направляет луч, который будет резать обрабатываемую поверхность.
Лазерная трубка на станках наполняется смесью азота, гелия, диоксида углерода. Газовая среда способствует формированию лазерного луча, с помощью линз и зеркал он направляется на рабочую поверхность. Сконцентрированная энергия в лазере позволяет проникать внутрь заготовки, так осуществляется резка.
При гравировке происходит охлаждение трубки за счет жидкости, которая поступает из насоса, иначе под действием лазерного луча будет происходить воспламенение или плавление обрабатываемого материала.
Основу всех лазерных станков составляет корпус, как правило, он имеет разборную конструкцию. Это удобно в тех случаях, когда аппарат приходится транспортировать с одного места на другое. Также разборный корпус позволяет получать доступ к механизму.
Прибор можно снабдить ротором, который позволит работать с цилиндрическими формами. Ротор будет осуществлять вращение, позволяя обрабатывать заготовку со всех сторон. Есть варианты с вытяжкой, благодаря чему, дым и газ, появляющийся в ходе работы, будет устранен.
Что представляет собой лазерный ЧПУ гравер, можно увидеть на фото. Просмотрев имеющиеся варианты, можно выбрать нужное изделие, отдав предпочтение тому или иному типу лазерного станка.
Электрика в лазерном станке по металлу
Электрика в станках Wattsan фирменная – компании Schneider electric. Schneider electric – мировой лидер в производстве продукции для электроснабжения, устанавливается на металлорезчиках Европейского производства.
Если поставить дешёвые компоненты на электрику, это тоже станет узким местом, которое может выйти из строя. Если у вас стоит дешёвый ноунеймовский китайский автомат, будет обидно, когда из-за него выйдет из строя серводвигатель или излучатель.
Заключение
Мы рассмотрели принципы работы станков с ЧПУ, основы работы с ЧПУ, какие бывают станки и для каких целей.
Похожие записи:
 Купить волоконные лазерные граверы для маркировки по металлу, пластику, камню | «SharpLase» США ✅ Лазерный станок с ЧПУ с толковой комплектацией. Какой и КАК выбрать для хобби и производства? ВИДЕОобзор
Купить волоконные лазерные граверы для маркировки по металлу, пластику, камню | «SharpLase» США ✅ Лазерный станок с ЧПУ с толковой комплектацией. Какой и КАК выбрать для хобби и производства? ВИДЕОобзор  Станок многопильный дисковый купить в Нижнем Новгороде по выгодной цене
Станок многопильный дисковый купить в Нижнем Новгороде по выгодной цене  Оцилиндровочные станки в Москве — Биржа оборудования ProСтанки
Оцилиндровочные станки в Москве — Биржа оборудования ProСтанки