 Станки дома
Станки дома Важные технические моменты при изготовлении профилегиба.
- При гибки профильная труба деформируется, и ее боковые стороны выдавливает наружу. Причем чем меньше радиус гибки, тем больше наблюдается выдавливание боковых стенок трубы. Также на одной из сторон трубы образуются заломы. Данные заломы никак не влияют на прочность согнутой трубы, просто они имеют некрасивый вид. Для исключения заломов на трубе необходимо, чтобы ролик имел небольшое ребро ровно по центру. Данное ребро в процессе гибки будет вминать сторону трубы, тем самым исключая заломы. Высота ребра зависит от радиуса гибки трубы. Чем меньше радиус гибки трубы, тем больше должна быть высота такого ребра. В среднем достаточно ребра высотой 3-5мм. В качестве ребра можно приварить на ролик проволоку нужного диаметра.
- Если гнуть профильную трубу на роликах без боковой реборды, то существует вероятность гибки трубы винтом. Это связано с тем, что во время гибки труба может сдвинуться и ее положение относительно оси ролика будет не перпендикулярно, а под каким-то градусом. Чтобы избежать данных проблем, нужно гнуть профильную трубу на роликах с направляющими ребордами.
- Усилие, которое необходимо приложить, чтобы свести ролики трубогиба и тем самым согнуть трубу, зависит от расстояния межу роликами. Другими словами, чем меньше это расстояние, тем большее усилие необходимо приложить, чтобы свести ролики между собой. Особенно это заметно, если конструктивно трубогиб изготовлен с центральным подвижным роликом и его зажим осуществляется винтом.
- Расстояние между роликами также влияет на длину трубы, которую можно будет согнуть на данном профилегибе. Короткие трубы невозможно гнуть на трубогибе, у которого большое расстояние между роликами. По этим причинам ролики на профилегибе делают так, чтобы их можно было переставить.
- Чем меньше диаметр роликов трубогиба, тем меньше будет пятно контакта между трубой и роликом и тем больше вероятность проскальзывания трубы во время ее гибки. На профессиональных трубогибах ролики изготавливают диаметром по 100-200мм, и они позволяют гнуть профильные трубы большого сечения. Для домашнего использования подойдут ролики диаметром примерно от 20мм.
- Чем больше ведущих роликов, тем меньше вероятность проскальзывания трубы. Если вы собираетесь гнуть профильную трубу больших сечений, то желательно сделать два приводных ролика.
- Если центральный подвижный ролик поджимается с помощью винта, то для облегчения его вращения необходимо подложить под него шарик от подшипника. Тогда пятно контакта между винтом и опорной частью уменьшится и крутить винт будет гораздо легче. Винт лучше выбирать с трапецеидальной резьбой, а не с метрической. Трапецеидальная резьба может нести гораздо большую осевую нагрузку, чем метрическая.
- Для гибки круглых труб понадобиться специальные ролики с полукруглым профилем. Если гнуть круглую трубу на прямых роликах, то ее будет плющить и вместо круглой трубы получиться овал.
Гидравлический трубогиб для профильной трубы
Профилегиб данного типа широко распространен в промышленности за счет способности обрабатывать детали любых размеров быстро и качественно. Кроме того, такое устройство часто применяется при работе с трубопроводами водоснабжения и канализации.

Несмотря на сложность устройства гидравлического трубогиба, своими руками его сделать вполне возможно. Необходимо лишь наличие небольшого опыта работы с промышленным оборудованием.

Для чего необходим профилегиб?
Сделать профилегиб своими руками совсем несложно, а применять его еще проще. Как следует из его названия, он необходим для придания изогнутой формы металлическим профилям различного сечения. При помощи профилегиба можно выполнять следующие технологические операции:
- сгибание заготовок с цельным профилем квадратного или прямоугольного сечения;
- гибка различных видов сортового проката (швеллеры, двутавры, уголки);
- придание изогнутой формы трубам, изготовленным из различных металлов;
- выполнение гибки металлических прутков различного сечения.
Конструкция профилегибов разработана таким образом, что их рабочие органы – ролики – могут как воздействовать на отдельный участок заготовки, так и оказывать давление по всей ее длине. Благодаря особенностям своего устройства, профилегибочные станки эффективно выполняют гибку металлических профилей без их предварительного нагрева и позволяют получать контуры с различными углами изгиба – вплоть до 360°.
Профилегиб дает возможность получать металлические контуры с различающимися или одинаковыми углами изгиба, симметричной или ассиметричной конфигурации. Сделать изгиб металлической заготовки в горизонтальной или вертикальной плоскости с помощью такого приспособления можно за один прокат через его ролики.
Профилегиб позволяет получать гнутые металлические изделия следующих конфигураций:
- замкнутые и открытые;
- спиралевидные, выполненные из металлических профилей или труб;
- окружности различного диаметра.
Как электрические, так и ручные профилегибы активно используются для производства деталей и оборудования для энергетической, нефтеперерабатывающей, химической, мебельной, строительной и многих других отраслей промышленности. Широкое применение нашли такие приспособления и в небольших частных мастерских.
Для чего нужен трубогиб?
Благодаря совершенствованию производства, современные устройства могут изогнуть трубу любого размера и из любого материала (например, сталь, ПВХ, алюминий) до 180°. Данное оборудование незаменимо при проведении сложных строительных работ и, особенно, при прокладке инженерных сетей (отопления, водоснабжения, газоснабжения и так далее). Кроме того, они часто применяются для благоустройства приусадебных участков.

При помощи профилегиба можно сгибать следующие элементы:
- Балки.
- Целостные заготовки прямоугольной или квадратной формы.
- Швеллеры.
- Двутавры.
- Трубы.

Инструкция по сборке
- Изготовление приводных (опорных) валов и ролика. Эту работу лучше доверить токарю, после чего детали необходимо закалить.

Изготовление валов и опорных колец придётся доверить токарю
Можно изготовить цилиндрические валики без проточек под профильные трубы. В таком случае на каждый вал изготавливают по два ограничительных кольца. Такие цилиндрические насадки устанавливают с учётом ширины заготовки и фиксируют при помощи болтов.
- Подшипники устанавливают в обоймы. Если нет возможности использовать заводские детали, то их можно также выточить на токарном станке.

Опоры валов с установленными подшипниками
- На валы примеряют звёздочки и определяют расположение шпоночных канавок. Пазы под шпонку можно нарезать при помощи дрели и напильника или дремеля.

Шпоночный паз можно сделать дрелью
- В ограничительных насадках сверлят отверстия и нарезают резьбу под зажимные болты.

Резьба для фиксации ограничительных колец
- Изготавливают площадку для установки прижимного ролика. Для этого берут толстую металлическую пластину или швеллер, в котором сверлят по две пары отверстий для крепления обойм с подшипниками. Кроме того, на обратной стороне будет установлен гидравлический домкрат, поэтому в некоторых случаях придётся срезать одну полку швеллера.

Опорная площадка верхнего ролика
- Прикручивают прижимной вал и приваривают к площадке проушины из гаек М8 для крепления пружин.
- При помощи сварочного оборудования изготавливают опорные ноги и станину. Особое внимание следует уделить той части корпуса, в которой будет находиться опорная площадка верхнего ролика. Уголки, которые будут её формировать, должны быть ровными, а при их монтаже следует тщательно соблюдать геометрию, используя измерительное оборудование.

Станина с установленной площадкой верхнего ролика
- Площадку с установленным роликом подвешивают на пружинах к верхней поперечине станины.

Пружины дадут возможность приводить домкрат в начальное положение
- В опорной раме сверлят ряд отверстий, которые будут обеспечивать переменное расстояние между валами. Важно точно выдерживать расстояния, поскольку при смещении подшипниковых узлов перпендикулярность установки будет нарушена, вследствие чего заготовку будет зажимать в процессе прокатки.
- Устанавливают опорные валы. Монтируют ведомую и ведущую звёздочки и приводную цепь.

Монтаж приводных валов и звёздочек
- В опорной раме станины прорезают паз под натяжной ролик. Натяжитель устанавливают на станок и устраняют провисание цепи.

Натяжитель позволит избежать провисания цепи
- Из стального прутка диаметром 20 мм изготавливают ручку привода станка. На ту её часть, за которую держат рукой, монтируют отрезок металлической трубки, смещение которой ограничивают большой шайбой, приваренной к торцу ручки.

Правильно изготовленная ручка не будет натирать руки
- На верхнюю площадку устанавливают домкрат и фиксируют его при помощи болтов и гаек.

Установка домкрата — финальная стадия работы
- Проводят испытания станка на отрезке профильной трубы. Для этого заготовку укладывают на нижние валы и прижимают к ним при помощи домкрата. Вращением ручки устройство приводят в действие. Пробуют различное усилие прижатия и его влияние на радиус закругления детали.
После того как профилегибочный станок будет испробован, его следует очистить от ржавчины, обработать антикоррозионным составом и покрасить. Тем самым вы сможете защитить металл от влаги, а приспособление получит законченный, эстетичный вид.
После окрашивания станок приобретает законченный вид
Как работает трубогиб для профильной трубы?
Трубогибочные станки загибают детали, а профилегибы (или вальцы для профильной трубы) – деформируют заготовки, прокатывая их. У всех устройств данного вида (как профессиональных, так и сконструированных самостоятельно) принцип работы практически одинаковый.

Перед началом работы с деталью нужно удалить смазку с устройства сухой тряпкой и запустить его вхолостую примерно на полчаса. Это необходимо для обнаружения погрешностей и поломок перед началом работы. При обнаружении неисправностей с деталью в устройстве, устранить их будет гораздо сложнее.
Важно! Не забудьте заземлить и проверить все соединения (электрические и механические) перед началом работы.
Теперь займемся настройкой валов для трубогиба профильной трубы (купить или заказать в мастерской которые не составит труда и не отнимет много денег при самостоятельном изготовлении устройства):
- Откручиваются гайки валиков (опорного и прижимного).
- Устанавливаются и фиксируются ролики для профилегиба (покупку которых при самостоятельном изготовлении прибора, можно осуществить в любом профильном магазине).
- Поднимается прижимной валик.
- Очищается и фиксируется заготовка (при помощи специальных болтов).
Далее происходит деформация детали при помощи ее прокатывания между валами, поэтому для регулировки достаточно двигать вверх или вниз верхний вал. Причем в ручном устройстве это происходит путем поднятия рычага, в электрическом – при помощи электропривода.

Как сделать трубогиб: пошаговая инструкция
Для редкого применения в гаражеили небольшой мастерской будет вполне достаточно собственноручно изготовленного трубогиба для профильной трубы. Как сделать самому такое устройство? Для начала необходимо определиться, какую задачу должен выполнять ручной трубогиб.
Для домашнего применения достаточно устройства, способного деформировать трубы небольшого сечения. Приведенное видео отвечает на вопрос: как согнуть профильную трубу своими руками в домашних условиях без сборки сложного устройства?
Второй способ заключается в сборке трубогиба для круглых труб небольшого сечения, состоящего из нескольких деталей: плита из бетона в качестве основания, металлические штыри и сверло.
Порядок действий:
- Нанесение размерной сетки на плиту, ячейки которой имеют размер 4×4 или 5×5.
- На пересечениях линий сверлятся максимально глубокие отверстия.
- В отверстия вставляются штыри.
- Между штырями вставляется труба и гнется в необходимом направлении.
Гибка профильных труб своими руками с помощью данного устройства тяжела физически, поэтому данный способ подходит только для изделий небольшого диаметра.
Как же самостоятельно сделать ручное устройство для деталей большего размера? Профилегиб из домкрата прекрасно подойдет для труб большого сечения. При этом домкрат надежно крепится к станине (желательно не использовать его больше ни в каких целях для предотвращения разбалтывания конструкции).

Далее из куска согнутой трубы делается «башмак», а на оси по краям станины устанавливаются ролики.
Обратите внимание! При деформации трубы ее опирают на ролики, а домкрат при помощи «башмака» медленно на нее давит. При этом образуется плавный изгиб, не влияющий на прочность заготовки.
Конструктивные особенности профилегибов.
Трубогиб можно сделать практически из любого металлолома.Каркас должен быть достаточно жестким, из чего он будет сделан не важно. Восновном его делают из швеллера, так как он достаточно жесткий и имеет широкуюповерхность для установки валов трубогиба.
При изготовлении профилегиба нужно отталкиваться от тех материалов, которые есть у вас в наличии.
Один из главных компонентов трубогиба – это силовой узел. Его делают либо из домкрата или из винта с резьбой. Если в наличии есть винт, то можно сделать трубогиб с центральным подвижным роликом. Винт, кстати, можно взять от старого нерабочего домкрата или со струбцины. Винт должен быть мощным, не менее 16мм в диаметре.
Если же есть домкрат, то можно выбирать какой вид профилегиба сделать. Можно сделать трубогиб с крайним подвижным роликом и переламывающейся станиной или с центральным подвижным роликом и крайними неподвижными роликами.
Конструкция в принципе неважна, труба в любом случае будетгнуться. Если есть в наличии звездочки и цепь, например, велосипедные, то имеетсмысл соединить два вала цепью и таким образом сделать их оба приводными валами.Это сильно поможет при гибке профильных труб большого сечения, например, 40х60и больше.
Ручку приводного ролика можно сделать из обычной велосипеднойпедали или сделать круглый штурвал.
Если предполагается гнуть трубу в кольцо, то следует предусмотреть возможность снять верхний ролик, иначе кольцо будет невозможно вынуть из трубогиба.
Ниже представлено несколько фотографий с различными конструктивными особенностями.
Конструкция и чертеж трубогиба для профильной трубы
Устройство для сгиба профильной трубы – ручное, электрическое или механическое оборудование с относительно небольшими размерами и весом. В работе применяется технология холодного проката. А для кривизны оптимальных параметров и обработки деталей разных разметов и видов используются специальные насадки.

Профилегибочные станки являются роликовыми механизмами и бывают четырех видов:
- С верхним подвижным роликом.
Самый распространенный и простой вид. При этом, если профилегиб ручной, ролик движется под управлением редуктора, если гидравлический – гидросистемы. Погрешность данного вида устройств – минимальна.
- С левым подвижным роликом.
Кроме обычного сгиба детали, данное устройство способно завивать спирали. Для контроля сгибания такие станки оснащены ЧПУ с возможностью заранее установить параметры процесса. Поэтому у готового изделия параметры сгибания максимально соответствуют начальным параметрам.
- Станки с подвижными нижними коликами.
Применяются для сгиба крупных заготовок. Такие трубогибы бывают только гидравлическими и отличаются полным автоматизированным управлением.
- Трубогибы, все ролики котороых двигаются при работе.
Самое технологически сложное устройство, вмещающее в себя плюсы всех вышеперечисленных видов. Он способен провести полный цикл гибочных работ над деталью.

Чертежи как покупного, так и самодельного трубогиба для профильной трубы зависят от вида прибора. Но есть элементы, присутствующие в каждом устройстве: рама, трубные упоры (два или больше), валы.

Рама (или станина) предназначена для закрепления на ней остальных деталей. Она может быть одного из двух видов:
- Закрытая (имеет сложную конструкцию, поэтому изготавливается на заводах; требует определенных навыков при эксплуатации, однако является более безопасной, чем открытая).
- Открытая (характерна для трубогиба, сделанного своими руками по чертежам; размеры такой рамы относительно небольшие, поэтому использовать ее несложно).
Обзор производителей профилегибов
Рассмотрим несколько интересных моделей трубогибов для профильной трубы.
| Название | Характеристики | Описание | |
|---|---|---|---|
 Профилегибочный ручной станок Stalex TR-40 391006 Профилегибочный ручной станок Stalex TR-40 391006 | Тип привода | Ручной (механический) | Данное устройство предназначено для деформации тру как квадратного, так и прямоугольного сечения. При работе нет необходимости иметь рядом внешний источник питания. |
| Габариты, мм | 650х300х510 | ||
| Вес, кг | 27,8 | ||
| Максимальное сечение трубы, мм | 40х40 | ||
| Страна производитель | Россия | ||
| Цена, руб. | 10000 | ||
 Гидравлический профилегиб Stalex HB-40 100261 Гидравлический профилегиб Stalex HB-40 100261 | Тип привода | Ручной (механический) | Данный профилегиб хорошо подходит для небольшого производства. Имеет небольшие размеры, что очень удобно и возможность менять ролики для сгибов самого разнообразного профиля. |
| Габариты, мм | 1100х620х340 | ||
| Вес, кг | 53,0 | ||
| Максимальное сечение трубы, мм | 60х30 | ||
| Страна производитель | Россия | ||
| Цена, руб. | 17500 | ||
 Электрический трубогиб Blacksmith ETB51-40HV Электрический трубогиб Blacksmith ETB51-40HV | Тип привода | Электрический | Данный трубогиб может работать как в горизонтальном, так и в вертикальном положении, что позволяет сгибать (при необходимости) достаточно длинные заготовки. |
| Габариты, мм | 1200х750х1210 | ||
| Вес, кг | 282,0 | ||
| Максимальное сечение трубы, мм | 80х40 | ||
| Страна производитель | Китай | ||
| Цена, руб. | 180414 | ||
 Гидравлический профилегибочный станок Sahinler HPK 60 Гидравлический профилегибочный станок Sahinler HPK 60 | Тип привода | Электрический | Данный станок так же имеет возможность работать в горизонтальном и вертикальном положении. Гнет профили на любой угол и в один проход. |
| Габариты, мм | 830х1140х1650 | ||
| Вес, кг | 860,0 | ||
| Максимальное сечение трубы, мм | 40х40 | ||
| Страна производитель | Турция | ||
| Цена, руб. | 832500 | ||
 Профилегиб METALMASTER MBM 50E Профилегиб METALMASTER MBM 50E | Тип привода | Электрический | Данное устройство очень удобна, тем что имеет ножное управление и тем самым позволяет оператору держать заготовку обеими руками. Для защиты двигателя от перегрева в корпусе имеется отверстие для отвода горячего воздуха. |
| Габариты, мм | 900x850x1700 | ||
| Вес, кг | 450,0 | ||
| Максимальное сечение трубы, мм | 60х60 | ||
| Страна производитель | Китай | ||
| Цена, руб. | 227400 | ||
 Профилегиб Sahinler PK 30 Профилегиб Sahinler PK 30 | Тип привода | Электрический | Данный профилегиб отлично подходит для небольших частных мастерских. Имеет возможность работы в горизонтальном и вертикальном положении. |
| Габариты, мм | 650х500х1400 | ||
| Вес, кг | 220,0 | ||
| Максимальное сечение трубы, мм | 30х30 | ||
| Страна производитель | Турция | ||
| Цена, руб. | 259800 | ||
Порядок гибки профильной трубы на самодельных станках
За один раз получить требуемый радиус изгиба у вас вряд ли получится — слишком большое усилие требуется для этого. Вручную его создать нереально. Получают требуемый изгиб за несколько проходов:
- Сначала выставляют ролики так, чтобы получить небольшой изгиб, прокатывают трубу в одну сторону, затем вынимают из валков, разворачивают и вставляют другой стороной. Разворачивать необходимо, чтобы получить ровно изогнутую трубу.
- С тем же положении роликов протягивают ее несколько раз, до тех пор, пока кривизна уже не добавляется.
- Если требуемый радиус изгиба не достигнут, изменяют положение ролика и снова повторяют действия.

Изменение радиуса изгиба получается постепенно, иначе на самодельном трубогибе дугу из профильной трубы не сделаешь. Что делать, если надо повторить один и тот же изгиб? Сделать градуировку — отметить на какую высоту перемещался ролик, сколько раз прокатывали в каждом положении. При повторении отличия если и будут, то незначительные.
Сложность гибки заключается в том, что нет никакой шкалы и трудно без опыта получить задуманный радиус изгиба. Рано или поздно вы его получите, но испортить при этом можно много материала.
При помощи шаблона
Тонкостенные профилированные трубы можно гнуть вручную, используя шаблоны. Если нужна какая-то особая форма, ее можно вырезать из куска толстой фанеры или ДСП, закрепить на столе при помощи струбцин. На верстаке, где будем гнуть трубы, делают штук 8-10 отверстий. Шаблон располагают возле этих отверстий.

На одном конце трубы отверстия повторяют, с их помощью труба крепится к верстаку. Теперь свободный конец трубы начинают плавно тянуть, формируя изгиб, повторяющий форму. Тянуть надо плавно, без рывков.
Шаблон можно сделать и на земле. В землю забиваются трубы-колышки (глубина не менее полуметра). Они формируют требуемую дугу. Для упора забиваются два дополнительных кола, которые находятся в стороне от дуги. Расстояние, на которое надо отступить в сторону, чуть больше чем ширина трубы.

Вставив трубу, ее тянут в сторону дуги. Усилия нужны большие, работа тяжелая. Получится может только с тонкостенной цельнотянутой трубой. У шовной слишком большое сопротивление в области шва. Его вручную преодолеть очень трудно.
Ручной профилегиб
Наиболее популярный вариант среди владельцев небольших мастерских и людей, занимающихся гибкой труб в домашних условиях.

Достоинства данного устройства:
- Низкая стоимость. Ручной профилегиб можно купить по весьма привлекательной цене из-за простоты устройства и небольших затрат на производство.
- Малый вес и мобильность. Его легко переносить с места на место, так как конструкция не предусматривает основания.
- Редкие поломки. Благодаря отсутствию электроники, ручной профилегиб редко выходит из строя. А если это произошло, ремонт не отнимет много времени и денег.
- Возможность сборки самодельного трубогиба. Станок для гибки профильной трубы можно сделать в домашних условиях (например, трубогиб из домката).

Недостатки:
- Относительно невысокая точность работ. В ручных приспособлениях нет аппаратного управления, поэтому точность гибки зависит только от ваших навыков.
- Необходимость приложения физических усилий.
- Невозможность работы с большими размерами. С помощью ручного устройства можно гнуть детали с максимальным размером 4х4 см.
- Затрата большого количества времени для максимально точного исполнения.

Таким образом, для работы дома ручного устройства вполне достаточно. Если же вы будете проводить большой объем работ, и использовать при этом заготовки большого размера, стоит присмотреться к электронным или гидравлическим трубогибам.
С крайним подвижным валиком
В данной конструкции подвижным делают правый или левый ролик. Он двигается вместе с частью основания. Эта часть соединяется с остальной станиной при помощи мощных металлических петель.

Изменять высоту можно при помощи домкрата, как показано на чертеже. Высота платформы в этом случае выбирается в зависимости от высоты домкрата. Радиус изгиба изменяется подъемом подвижной части стола.

В отличие от предыдущей конструкции этот трубогиб для профильной трубы приводится в движение от центрального валика — к нему приваривают ручку. Для уменьшения требуемого усилия можно также приварить звездочку к двум неподвижным валикам и передавать крутящий момент при помощи цепи.
Советы по изготовлению профилегиба, и как уменьшить затраты на его строительство
Эксплуатация профилегиба показала, что самоделка удалась и оптимально подходит для гнутья труб 20х20 мм. Для труб большего размера придётся вносить в конструкцию изменения — увеличивать ширину рабочей части роликов и усиливать станину. Ещё один момент — у пользователей, заинтересовавшихся самоделкой, возникло сомнение в прочности и долговечности вала, сделанного из резьбовой шпильки.
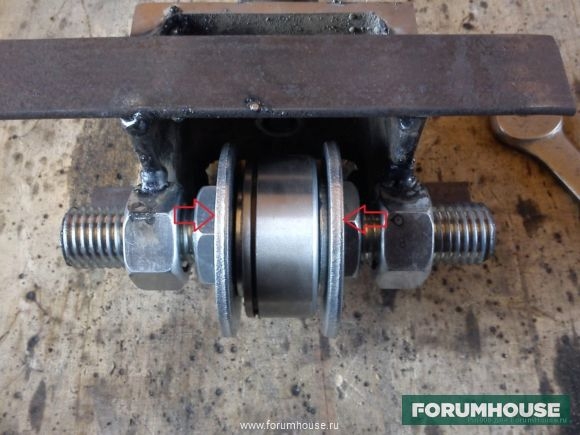
А нажимной подшипник он взял бы большей ширины.
Важный нюанс! Нижние ролики не крутятся относительно шпильки, т.к. «намертво» зажаты с двух сторон гайками. Но сами валы крутятся во внешних обоймах — в подшипниках, находящихся в опорах станины.
Это подсказало Pin008, как удешевить конструкцию.
Для нижних роликов не покупайте новые подшипники, а поищите на автосервисах «убитые». Они всё равно не крутятся на валах. Цепь и звездочки поспрашивайте у знакомых, вдруг завалялись «ненужные и лишние» от старья. Шпильку и швеллер купите на пунктах приёма металла.
А вот val-lel, по собственному опыту, советует поискать в автосервисах выкинутые цепи привода ГРМ и звездочки распредвала от двигателя ВАЗа. Всего нужно две одинаковых звездочки и одна цепь. Даже если на звездочках есть следы износа, а цепи вытянуты, для самодельного станка, это — не имеет значения.
Так вы уменьшите бюджет на постройку профилегиба.
Присоединиться к обсуждения самодельного станка можно в теме Арочный профилегиб без токарки.
И посмотрите видео, где FORUMHOUSE показывает самые значимые новинки уходящего года в области строительного инструмента.
Трубогиб для профильной трубы с электрическим приводом
Данное оборудование те очень большое и тяжелое, однако требует стационарной установки. Профилегибы с электрическим приводом способны выполнять точные работы без потери качества. Они могут быть полностью электрическими или электромеханическими. Второй тип дешевле, но требует частичного ручного управления.

Используются устройства данного типа в основном на предприятия и в частных мастерских. Для гибки профильных труб в домашних условиях лучше подойдет ручной трубогиб.
Трубогиб профильной трубы: виды
Существует несколько классификаций профилегибов: по мобильности (стационарные, переносные, носимые), типу передаточного механизма и типу привода. Последнее разделение является наиболее важным для того, чтобы понять устройство станка для гибки профильной трубы и сделать его своими руками.

Гибочный станок для профильной трубы может быть исполнен с одним из трех видов привода: ручным, гидравлическим или электрическим.
Устройство трубогиба со средним подвижным роликом
Два крайних ролика крепятся на корпусе неподвижно. Они приподняты над плоскостью основания. Для среднего ролика варится специальная П-образная станина. В середине ее перемычки устанавливается длинный прижимной винт большого диаметра. К нижнему концу этого винта крепится третий валик (можно приварить). Вращая этот винт валик опускается и поднимается, изменяя радиус изгиба профильной трубы.

К одному из неподвижных роликов приваривается тучка, при помощи которой труба прокатывается через станок. Чтобы для прокатки можно было прилагать меньшие усилия, два неподвижных валика соединяются при помощи цепи. Для эффективной передачи крутящего момента к валикам приваривают звездочки (можно от велосипеда), к ним подбирают цепь. Такой простейший механизм делает гибку профильной трубы намного проще.



![Концентраты СОЖ для ленточнопильных станков в Москве: 62-товара: бесплатная доставка, скидка-43% [перейти]](https://stanki-doma.ru/wp-content/uploads/2022/05/5163d4542bbaa5bb23948e2995106e44-150x150.jpg "Концентраты СОЖ для ленточнопильных станков в Москве: 62-товара: бесплатная доставка, скидка-43% [перейти]")
