 Станки дома
Станки дома Основные идеи для самодельных конструкций
Оборудование, изготовленное своими руками, имеет ряд преимуществ перед промышленными образцами:
- Цена в несколько раз ниже, чем у покупных станков. Стоимость определяется только приобретаемыми материалами и комплектующими.
- Небольшая масса и возможность быстро собрать или разобрать, чтобы хранить в мастерской.
- Ремонтопригодность и возможность модернизации. Многие мастера добавляют определенные опции, которые им нужны при изготовлении определенных видов деталей.
- Параметры самодельных установок предусматривают личные потребности. Могут иметь длинный стол или специальные упоры, позволяющие выполнять одновременную обработку в нескольких плоскостях.
Есть и недостатки, их следует учитывать, выполняя работу:
- Ограниченная масса кроме плюсов имеет и минусы. Оборудование не обладает устойчивостью, приходится его крепить к массивным предметам или предусматривать дополнительный крепеж к полу.
- Мощность электропривода рассчитана на использование однофазной сети 220 В. Самодельный станок не использует тяжелые трехфазные двигатели.
- Используются материалы, в которых не заложен значительный запас прочности.
Бюджетно — бытовой
С их помощью, есть возможность добиться неплохой производительности. Отличается доступной ценовой категорией, малыми габаритами. Приобретя данный станок, вы с легкостью сможете построить свой собственный дом.
Дело мечты. пост №12. пилорама
Рад вновь приветствовать вас всех, друзья!
Ну чтож, вот и пришло время познакомить вас с одной из моих главных причин возникновения боли и страданий, с вещью, внушающей ужас и страх каждому, кто видит это чудовище, с той, при виде которой живьём, у всех возникает лишь один вопрос: “Охтыжнихренасебе это чо пилорама?!”
Чтож, встречайте: ПЛГсРПм02Т !
Расшифратор букв говорит нам о том, что ПЛГсРПм02Т – это ни что иное, как Пилорама Ленточная Горизонтальная с Ручной Подачей модификация 02 ТЕРМИТ. Названа так в лучших традициях советского станкостроения (когда много букв и ничего не понятно). А где первая модификация, спросите вы?
И у меня есть ответ на этот вопрос. Первая уже мелькала в моих постах. С тех пор она подверглась серьёзной доработке, в частности был полностью переделан подъёмник и доработаны блоки упорных подшипников, и всё еще находится в тестовом режиме, хотя пробный рез выполнила удовлетворительно.
Но обо всём по порядку. Давайте же разбираться, что я там такого наконструировал, как оно работает и на кой оно нужно.
P.S. уберите сварщиков от экранов и мониторов. Увиденные швы они уже не развидят!
Итак, начнем с сердца. Оно у нас от индезита. Всё как я люблю.
Шкив – здесь решено было поменять штатный на клиновидный. Разобраться с этим мне помог мой добрый друг @naumovnp . К сожалению фото с той стороны нет, но в целом, всё и так ясно. Что там смотреть, шкив как шкив.
Едем дальше.
Шкивы под полотно вращаются на восьмёрочных ступицах. Я лично считаю, что это их лучшее применение. Так же на фото мы с вами наблюдаем регулировочный узел. Он умеет двигаться влево-вправо для того, чтоб натягивать полотно, а так же вперед-назад, чтоб регулироваться относительно приводного шкива.
Двигаемся. Блоки подшипников.
На фото один из них. Они выполняют очень важную функцию – удержание полотна в заданном положении. Умеют двигаться влево-вправо и вперёд-назад для регулировки ширины реза. Так же на фото мы видим и само пильное полотно. Это трехметровое кольцо, сваренное из трех штук по метру каждое. Шведское производство. Разводка с завода. У меня таких три.
А подымает и опускает заготовку у нас подъёмник ножничного типа.
Шпилька у него 16я. Если решитесь собирать нечто подобное, меньше я бы не рекомендовал брать.
Вот так планомерно мы и подошли к вопросу: а, собственно, на кой? Отвечаю: когда ко мне в руки попал мой кедр, из которого я делаю верхние деки, возникла проблема: как-то нужно было распускать по плоскости доску 250 мм шириной. Как это делали раньше?
Отвечаю на два самых распространенных вопроса: 1. Движок тянет, но тухло. Надо мощнее. Думаю, в пределах 1 квт будет достаточно. 2. Защиты на шкивах нет, потому что ПЛГсРПм02Т находится в тестовом режиме и я должен видеть, в каком месте, благодаря поганым электродам, в очередной раз отвалилась сварка!
Инструменты и материалы
Основной функциональный блок для будущего станка – электродрель или готовый ручной фрезер в сборе со сменными комплектами фрезерующих коронок. Если переделанного под дрель фрезера нет, вначале изготавливают фрезерную опору (подставку) с регулировочным механизмом.
В качестве инструментария пригодятся перечисленные ниже агрегаты.
- Сварочный аппарат и набор электродов.
- Шуруповёрт с набором бит и гайковёртов (ключей) под гайки разного размера.
- Отдельная дрель (или перфоратор с переходником под обычные свёрла, работающий в безударном режиме), набор свёрл по металлу, сверлящая коронка (например, с диаметром режущего цилиндра в 7 см).
- Угольник (линейка с прямым углом), уровнемер (подойдёт жидкостно-пузырьковый). Потребуется и рулеточная линейка.
- Болгарка с набором отрезных дисков по металлу. Могут понадобиться и диски по дереву (режущая грань выполнена в виде продольной пилы). Не пренебрегайте защитным кожухом и очками, чтобы защитить глаза и тело от металлической стружки. Очки должны иметь простые стёкла.
- Струбцины – нужны для фиксации свариваемых деталей. Они не допустят случайного перекоса свариваемой конструкции. Её не поведёт в сторону при наложении окончательных сварных швов. Идеально, если струбцины сделаны для выдержки угла именно в 90 градусов.
Расходниками послужат семь составляющих.
- Стальные штыри с сечением до 1 см. Сойдёт и гладкая (не фигурная и не квадратная) арматура. От них зависит свободный ход при обтачивании, резке, шлифовке заготовок.
- Уголковый стальной профиль с толщиной стенок не менее 3 мм.
- Втулочные подшипники закрытого типа – ролик-сепаратор с броневым внешним кольцом.
- Отрезки профтрубы.
- Термоклей. Работу ускорит клеевой пистолет.
- Регулируемые ножки винтового типа – здесь опорная ось с подошвой ввинчивается в гайки, приваренные к прямоугольной рамке, закрепляемой с угла конструкции.
- Отрезок фанеры или доски – квадрат со стороной в 15 см.
Раздобудьте – или создайте – готовый чертёж, по которому и собирается устройство.
Как это сделать?
Заготовка обязательно должна быть хорошо зафиксирована и подперта с применением щепок с нижней стороны, что бы избежать плавания. Само приспособление ставится на рельсы, а на него фрезер.
Глубина фрезерования устанавливается по самому нижнему месту детали, и приступаем к работе. После того как фрезер поработал за фуганок, немного отшлифуем заготовку. После на очищенный стол перевернем заготовку фрезерованной стороной к низу. Здесь подпирать с помощью щепок не нужно. Далее опускаем фрезу на необходимой высоте и фрезеруем.
Если есть необходимость в снятии большого слоя древесины, делается несколько подходов. Здесь фрезером выполняется роль рейсмуса.
Комбинированный
Ограничен малым объёмом работ, малой ценой. Предназначен он преимущественно для бытовых целей. Во многих домашних целях этого оборудования вполне достаточно.
Обработка деревянных деталей
Первое чему нужно научиться — правильно выставлять глубину фрезерования. Для этого необходимо установить нулевую точку. Жёстко установить ее невозможно, потому что при каждой смене фрезы она меняется. Нулевая точка — такое положение инструмента, когда конец фрезы касается материала и фиксируется специальным устройством, которое называется фиксатор.
Необходимо обратить внимание на то, что каждый фрезер имеет различное положение при фиксировании. Для контроля глубины погружения режущего инструмента в тело материала используется упорный штифт с нанесённой шкалой грубой настройки.
При фрезеровании торцевой фрезой сила противодействия от силы резания уводит фрезер в сторону. Чтобы этого не случилось, нужно использовать параллельный упор. Процесс фрезерования выглядит следующим образом. Установить фрезу по разметочной линии, зафиксировать положение упора специальным винтом.
Для того чтобы выбрать четверть на брусе, нужно установить режущую кромку фрезы по самому краю, зафиксировать, установить глубину четверти, включить фрезер и тянуть его на себя (если упор на левой грани бруса). Фрезерование поверхности узких брусков имеет свою особенность.
Чтобы избежать этой проблемы, брусок нужно зажать струбциной, параллельно положить точно такой по размеру брусок. Тогда фрезерная машина приобретет две точки опоры и шататься не будет.
Работа ручным фрезером способна заменить работу строгального станка. Для этого понадобятся несколько приспособлений к фрезерному механизму. Выглядит он следующим образом: на две одинакового размера рейки закрепить фрезерный механизм и использовать его как строгальный станок, где вместо вала установлена фреза большого диаметра.
Общие понятия
Рейсмусовый станок — это специальный станок для гладкого выравнивания древесной поверхности.
Это оборудование выполняет строгальные действия, которые называются рейсмусованием. Именно в честь такого действия станок и получил своё название. В свою очередь, перед строганием древесной плоскости, она должна быть идеально ровной. Такого результата добиваются с помощью фуговального станка, который выравнивает горизонталь на дереве. Однако, эта работа считается черновой.
Полупрофессиональные
Получили широкое применение в столярных мастерских. Такое оборудование способно производить внушительные объёмы готовых изделий.
После фрезер будет работать за рейсмус
Прежде необходимо тщательно очистить столешницу.
Сейчас в качестве базы мы берем выровненную поверхность нашей заготовки. Ничего не подкладываем сейчас, заготовка должна лежать на ровной горизонтальной поверхности. Ее нужно закрепить лишь по горизонтали.
Теперь можно снимать необходимое количество древесины. В процессе измеряем, с оборотной стороны убираем все лишнее.
Вот, теперь мы имеем базу и параллельную ей обратную сторону. С помощью фрезы мы выполнили работу за фуганка и рейсмуса.
Предназначение
Реймусное оборудование имеет своё предназначение во многих отраслях, где используется древесина. С его помощью обрабатываются различные щиты, бруски, доски. Достигается идеальный результат по всем плоскостям изделия.
К примеру, если взять деревянный брус, то он будет, по окончании строгальных действий, очень гладким со всех четырёх сторон. Рейсмусы, в частности производственные, имеют такое свойство, как обработка больших площадей и количества досок, имеющих большую ширину.
Самодельные рейсмусы достаточно мало весят. Это обеспечивает их бес проблемную транспортировку. На самодельных станках намного проще регулировать толщину стружки, снимаемой при обработке.
Промышленные модули
Используются только на лесопилках, на предприятиях занимающихся добычей и обработкой древесины. Такие станки имеют огромные габариты, мощность, поэтому использование их в быту будет нецелесообразно.
Профессиональные рейсмусы
В связи с тем, что такое оборудование более мощное, чем его меньшие собратья, оно способно производить огромные объёмы мебельных заготовок и комплектующих. Применяются они на деревообрабатывающих заводах.
Разновидность оборудования
Рейсмусовое оборудование различают по следующим критериям, а именно по количеству ножей на режущем вале:
Односторонний.
Рассмотрим подробнее
 Разберем на примере доски, которую необходимо выровнять с четырех сторон. Будет нужна простая фреза пазового типа, в идеале чем шире, тем меньше проходов будет образовано для выравнивания. А с другой стороны, чем она будет уже, тем погружение в древесину будет глубже, что дает возможность одним заходом снять больше материала.
Разберем на примере доски, которую необходимо выровнять с четырех сторон. Будет нужна простая фреза пазового типа, в идеале чем шире, тем меньше проходов будет образовано для выравнивания. А с другой стороны, чем она будет уже, тем погружение в древесину будет глубже, что дает возможность одним заходом снять больше материала.
Заметка: Если необходимо снять мало древесины, берем широкую фрезу, а если много, то используется уже.
Рейсмус двухсторонний
Это оборудование имеет в своей конструкции два вала с ножами, расположенными параллельно друг другу.
https://www.youtube.com/watch?v=2L5fatclb0w
Этот модуль считается более производительным.
Имеет автоматизированную подачу древесной заготовки.
Профессианальный рейсмусовый станок
Рейсмус и фуганок из фрезера
Назначение рейсмуса – это калибровка заготовок из дерева в один размер по толщине.
На базе фрезера также можно сделать некое подобие данного агрегата.
Рейсмус из фрезера своими руками можно изготовить из пары направляющих, закрепленных на ровной поверхности, и площадки, на которой закрепляется фрезерная машина. Деталь, которую нужно выровнять по толщине, закрепляется на столе, под площадкой с агрегатом. На фрезере сначала выставляется нужный вылет оснастки, после чего проводится обработка всей поверхности детали.
Используя фрезеровальную машинку в качестве привода, можно изготовить и мини-фуганок для обработки небольших по размеру заготовок. На рисунке ниже показано, из каких деталей состоит портативный фуговальный станок.
Также можно изготовить стационарный фуганок из фрезера для обработки длинных заготовок. Как это делается, можно узнать из следующего видео.
Рейсмус односторонний
Такой станок является самым простым и имеет на основном вале всего — лишь один нож.
Также, односторонний рейсмусовый станок, считается бюджетным вариантом и предназначен для домашних работ.
За счёт одного ножа, он способен обрабатывать только одну сторону изделия.
Двухсторонний
Рейсмус особый
Такие станки имеют в своей конструкции от трёх валов с ножами и более.
Предназначен этот рейсмус уже для профессиональной обработки дерева, а также имеет возможность производить детали в большом объёме..
Ценовая категория этого оборудования колеблется от 35 тысяч до 100 тысяч рублей. Однако если станки созданы по последнему слову техники, то цена, соответствующе, будет довольно высокой. Поэтому проще всего, а также дешевле будет создать собственноручный проект.
Совет: Если ваш бюджет позволяет купить заводскую установку, то нужно выбирать самый лучший. Однако, если бюджет скуден, то попытайтесь создать аналог. Это сэкономит ваше время и деньги.
Рейсмус своими руками
На сборку рейсмуса у меня ушел ровно один вечер. К приезду второго фрезера материалы были готовы.
Основание – полка от шкафа из ДСП, строганный брусок из Леруа 20 мм на 30 мм, брусок 30 мм на 40 мм, обрезок доски ламината и упаковка шурупов. Почти новая полка для шкафа — идеально ровная ДСП-доска досталась мне по случаю. Соседи по бизнес-центру съезжали очень спешно, за пол дня через черный ход весь свой скарб погрузили… Их офис на против опустел.
Я зашел и на столе нашел эту почти новую полку. Через пару дней к нам зашел ответственный представитель арендодателя и поинтересовался, не видели ли мы соседей. Я в деталях рассказал ему как они съезжали третьего дня. Представитель почему-то расстроился… Еще через неделю стало известно, что соседи так спешили, поскольку остались должны чуток за аренду. Лимона полтора или около того. Благодаря соседям я получил основание для самодельного рейсмуса.
Идея такова, кусок ламината «ездит» по двум направляющим, направляющие сделаны из бруска. На куске ламината стоит фрезер.

Основание рейсмуса соединено с направляющими шурупами.

Подвижная часть с фрезером. Основание из ламината усилено бруском 30 мм на 40 мм. Бруски прикручены к ламинату саморезами.

Между направляющими зафиксированы кривые палки. Цилиндрическая фреза снимает с палок все лишнее. Оставляя за собой идеально ровную поверхность. Выровняли одну сторону переворачиваем рейки ровной стороной вниз, прижимаем плотно к поверхности основания и фиксируем рейки.

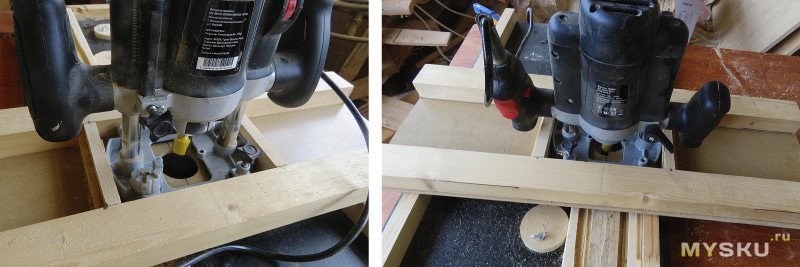
Все повторяется – выравниваем эту поверхность и кладем рейки на бок… Долго думал, смотрел ю-туб, чем зафиксировать/прижать обрабатываемые рейки. Нашел ролик с идеальным прижимом. Тут же сделал аналог. Конструкция зажима проста до гениальности. В ДСП-основании рейсмуса сверлим отверстие под болт М6.

Сверху прижимаем кружок барашком. Укладываем заготовки реек, желательно чтобы они были одной длины. Прижимаем их сбоку диском и затягиваем барашек. Теперь заготовки достаточно надежно зафиксированы под фрезером. Мне хватило трех таких дисков, чтобы прижимать заготовки длинной до 55 см.
Я пробовал зажимать одновременно по 2-3-4 заготовки… И пришел к выводу, что обрабатывать надо по 2-3 заготовки одновременно – не более. 4-5 заготовок дисковый зажим уже держит менее надежно и при обработке одна из заготовок может приподняться – сразу в брак.
Краткое описание процесса. Зажимаем кривые заготовки. Устанавливаем фрезер на подставку. Опускаем фрезу по минимальной толщине рейки. Жмем на «газ». Снимаем фрезой с реей все лишнее, в результате получаем очень ровную поверхность.

А обработав рейки со всех сторон, получаем две одинаковые рейки с практически идеальной прямоугольной формы.

По времени. Время обработки заготовки на самодельном рейсмусе сравнимо со временем обработки на дорогом стационарном рейсмусе, который стоит за 150000 рублей.
Вроде как ровные рейки начали у меня получаться.
Вот тут я и задумался о том, что фрезер мне придется постоянно переставлять, снимать со стола и ставить на рейсмус и наоборот, а это достаточно хлопотное занятие. Долго не думал, купил второй такой же фрезер за 3000 рублей (точнее 3600). В принципе все было готово для домашнего производства багета.
В производственном процессе строгания выключатель на фрезере рейсмуса начал плохо нажиматься, а через час работы фрезер перестал включаться совсем. Поломка была быстро устранена, снял выключатель и запаял провода напрямую к сетевому проводу. Фрезер заработал. Этот фрезер поставил на фрезерный стол, он все равно управляется внешним выключателем.
К сентябрю фрезеры наработали часов по 10. Пока вроде полет нормальный. Метров 60 реек настрогал. Начал потихоньку выпиливать прямые реечки для настенных витринок. Пока получались рейки. Для рамок 15 см на 20 см, 21 см на 30 см и 30 см на 40 см. Теперь на фрезерном столе вынимал приблизительно четверть под стекло. Фигурной фрезой прошелся по углам рейки.
Фрезерный стол и рейсмусом мне обошелся тысяч в 12 рублей, основную часть бюджета съели 2 ручных фрезера по 3600 руб. за штуку. Палки, доски для стола нашлись в архиве дачных обрезков, кусок фанеры, пара брусков, розетка, выключатель, фрезы и шурупы – все уложилось тысячи в 3 рублей.
Когда подсчитал вспомнил канал «Стеклянная сказка», я его частенько почитываю – заряжаюсь положительными эмоциями. Истории автор публикует с одним сценарием, типа как один чел работал на заводе в Магнитогорске, дочка попросила сделать его кормушку для птиц в школу.
и …. Теперь стал делать в гараже кормушки, продавать по всему миру, с работы есс-но уволился, открыл свое предприятие. Читаю очередную историю про сварщика -одиночку, завидую молча, по-хорошему, по-доброму.
Читая новую историю на канале про малый бизнес, я искренне завидую рукастым мужикам из сказки, которые торгуют самодельными деревянными игрушками, продают стол из эпоксидки в Израиль, за дорого, разумеется. Одна мысль только не оставляет меня, видимо, они все живут в Магнитогорске.
Что-то буковок получилось много. Возникает резонный вопрос:
— А что же на выходе?

На выходе витрины для наград (display case). Витринка А5 формата из дуба, витринка А4 формата из вишни, витринка А4 формата из яблони.

Утомлять читателя нюансами сборки витринок не буду.
Добавлю только, что они покрыты бюджетным масло-воском из Леруа. Что еще? Бархат и латунь. Вставка для наград съемная и обтянута бархатом.

Теперь под конец повествования, мне хочется посоветоваться с читателями. Затраты вы видели. Результат тоже. Два вопроса у меня засели в голове.
Первый вопрос
. За какую бы цену вы, зная историю производства, выставили на продажу витрины?
Второй вопрос.
За какую бы цену вы купили витринку для наград деда, чтобы не душила жаба?
Витрина из вишни.

Витрина из яблони.

Эти способы могут компоноваться
Заготовка располагается на вертикальной поверхности. Теперь необходимо сделать так, чтобы заготовка была неподвижной. Это можно сделать с помощью щепок либо тоненьких кусочков древесины. Главное, что бы она в вертикальном положении была обездвижена.
После будут нужны рельсы, вместо которых мы будем использовать профильную трубу.
Нам будет нужно: две одинаковые по размеру рельсы, приспособление по которому планируется передвигаться ручной фрезер. Мы будем использовать самую простую фрезу.
Обработка нашим устройством не будет ни капли уступать фуганку и рейсмусу, лишь только на это потребуется большее количество времени.
Сначала рельсы с помощью струбцины прикрепляются к столешнице. Рельсы необходимо прижать как можно плотнее.
Итоги
Многие мастера считают, что этим способом можно обработать большую поверхность намного качественнее, чем на этих станках. Единственным минусом здесь является то, что затрачивается большое количество времени. Для массового производства, понятно, не подойдет этот способ, а вот для штучного как раз.
Похожие записи:
 Ленточнопильные станки по выгодной цене | Металстан
Ленточнопильные станки по выгодной цене | Металстан  7Д430 Долбежный станок с гидравлическим приводом. Паспорт, схемы, характеристики, описание
7Д430 Долбежный станок с гидравлическим приводом. Паспорт, схемы, характеристики, описание  Техническая документация на токарные станки, фрезерные станки, сверлильные станки, расточные станки, шлифовальные станки, пресса, листогибы, трубогибы
Техническая документация на токарные станки, фрезерные станки, сверлильные станки, расточные станки, шлифовальные станки, пресса, листогибы, трубогибы