 Станки дома
Станки дома Описание конструкции электроэрозионного копировально-прошивочного станка 4е723
В комплект электроэрозионного оборудования входят:
- станок, непосредственно исполняющий технологическую операцию
- генератор импульсного технологического напряжения
- устройства подачи в станок рабочей среды и ее очистки
- система отсоса из рабочей зоны станка выделяющихся газообразных продуктов разложения рабочей среды
Сами станки состоят обычно из:
- станины (основания)
- стола с ванной
- шпиндельной головки
- пульта управления,
- системы подачи электрода-инструмента на заготовку или заготовки на электрод-инструмент,
- системы автоматического регулирования МЭП,
- подачи и очистки рабочей среды.
Могут быть и другие компоновки станков. На ряде станков системы подачи и очистки рабочей среды выполнены в виде отдельных агрегатов.
Генераторы импульсов являются самостоятельными агрегатами и размещаются рядом со станком, а иногда встраиваются в него (обычно в специальных станках). Некоторые электроискровые проволочные вырезные станки не имеют систем подачи рабочей среды, ее очистки и отсоса газообразных продуктов, если обработка осуществляется методом погружения рабочего стола с обрабатываемой заготовкой в ванну с водой. Когда обработка производится в керосине, для вытяжки газообразных продуктов используется цеховая вентиляция.
Рабочий стол станка имеет габаритные размеры 400 х 630 мм; на нем может быть установлена заготовка массой до 750 кг с номинальной площадью обработки 25 000 мм2.
Наибольшая производительность (по стали 45) медного электрода-инструмента — 4000 мм3/мин, а углеграфитового электрода-инструмента — 3000 мм3/мин. Номинальная шероховатость обработанной поверхности — Rz = 4 мкм.
В качестве рабочей среды применяется масло индустриальное типа ИС-12 или ИС-20 или смесь в пропорции 1:1 масла индустриального типа И-12А и осветительного керосина, а также используется сырье углеводородное.
На рис. 22 дан вид универсального копировально-прошивочного станка модели 4Е723. В комплект станка входят: станок, тиристорный генератор 14 (модели ТГ-250-0,15), транзисторный генератор 13 (модели ШГИ-63-440), шкаф с электрооборудованием 11, масляная насосная станция для питания гидросистемы станка 4 и бак с рабочей средой 6.
Бак оснащен теплообменником для охлаждения рабочей среды и системой очистки рабочей среды от продуктов эрозии. На рис. 22 показано, что комплект оборудования, входящего в станок, представляет комплекс связанных между собой агрегатов, функционирующих в строгом соответствии с заданными технологией параметрами.
Основанием станка является станина 1, представляющая собой жесткую плиту, на которой собран весь станок. На плите установлена неподвижная тумба с рабочим столом 8 и подъемная ванна для хранения рабочей среды 3. Через днище ванны в герметичном уплотнении проходит тумба стола. На той же плите расположен механизм подъема и опускания ванны 2.
Прошивочная головка 10 расположена на Г-образной траверсе 7 и может перемещаться вместе с ней по круглой скалке 5, установленной на задней стороне станка. Нижний конец траверсы опирается на направляющие планки. Движения траверсы по круглой скалке и инструментальной головки по верхней полке траверсы образуют координатные перемещения инструмента относительно обрабатываемой заготовки, установленной на неподвижном столе.
Кинематическая схема станка (рис. 23) обеспечивает: перемещение электрода-инструмента в трех взаимно перпендикулярных направлениях относительно стола — продольном, поперечном и вертикальном рабочем перемещении шпинделя с помощью следящей системы, и установочное перемещение всей головки; подъем и опускание ванны рабочей средой, ее слив и прокачку рабочей среды через МЭП и орбитальное движение электрода-инструмента.
Продольное установочное перемещение прошивочной головки 13 с электродом-инструментом относительно стола 2 обеспечивается движением траверсы по круглой скалке через редуктор от электродвигателя 15 или вручную от маховика 16. Редуктор расположен в тумбе станины. Маховик ручного перемещения траверсы вынесен на боковую сторону тумбы.
Поперечное установочное перемещение обеспечивается механически ходовым винтом 9 от электродвигателя 8 и вручную от маховичка 6, расположенного на переднем торце верхней полки траверсы.
Вертикальное установочное перемещение прошивочной головки 13 осуществляется от электродвигателя 14, расположенного на каретке прошивочной головки, через винт и гайку 12. Рабочая вертикальная подача электрода-инструмента осуществляется от электрогидравлического следящего золотника 5.
Подъем и опускание ванны 3 с рабочей средой производится от электродвигателя 11 через пару редукторов 10 и передачу винт-гайка 1.
Движение орбитальной головки 4 соблюдается электродвигателем 7 через редуктор и приводной валик.
§5 реализация станка
Детали для искрового генератора не дефицитны, их можно купить в специализированном магазине или взять на ближайшей помойке. Конденсаторы Вы найдете в любом выброшенном телевизоре или мониторе или в блоке питания от компьютера. Там же найдете и диодный мост.
Напряжения указанное на конденсаторе должно быть не менее 320 В. Емкость конденсатора может быть любой, сумма всех ёмкостей конденсаторов должна быть не менее 1000 мкФ (все конденсаторы соединяются параллельно). Чем больше будет ёмкость, тем мощнее будет удар.
https://www.youtube.com/watch?v=ZyqCmfg8aBQ
Все это надо собрать в прочном изоляционном корпусе. Как я уже говорил для монтажа надо использовать толстые медные провода (6..10мм2), которые должны идти от конденсаторов к электродам. Провода от конденсаторов к диодным мостам и к лампе могут быть 0,5мм2.
Лампу установить в фарфоровый патрон и прочно закрепите его на подставке, чтобы лампа не упала и не разбилась, желательно здесь же установить автомат защиты на 2..6 А. с его помощью можно будет включать схему. Для электродов нужно сделать надежные зажимы.
Рис.2 Устройство станка
- Описание:
- электрод;
- винт зажима электрода;
- винт зажима плюсового провода;
- направляющая втулка;
- фторопластовый корпус;
- отверстие для подачи масла;
- штатив;
Корпус 6 вытачивается из фторопласта. В качестве направляющей втулки 4 для электрода 1 использован заземляющий штырь 3-х фазной евророзетки. Он был просверлен вдоль оси для установки в него электрода и сделано два отверстия с резьбой для закрепления электрода и провода.
По мере испарения электрода его подают вперед, ослабив винт 2. Вся конструкция крепится на надёжный штатив, который позволяет менять высоту. В отверстие 6 вставляется трубочка с маслом. Направляющая втулка 4 как шприц подает масло вдоль электрода.
Рис.3 Фотография станка 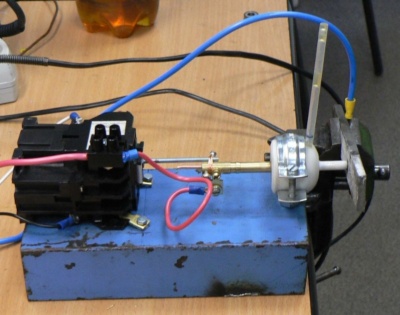
Для привода электрода был использован отечественный пускатель с катушкой на 220в, шток которого имеет ход 10 мм (он определяет максимальную глубину отверстия). Обмотка пускателя подключается параллельно лампе Н1, поэтому пока конденсаторы заряжаются (лампа горит) шток пускателя втянут.
После зарядки конденсаторов лампа гаснет, так как ток в системе перестает течь и шток отпускается. При отпускании штока он касается детали, происходит искровой разряд, лампа Н1 загорается и шток снова втягивается. Цикл повторяется снова, с частотой примерно 1Гц.
Рис.4 Фотографии сверла с отверстием, проделанным этим станком. 
Кинематическая схема копировально-прошивочного станка 4е723
Кинематическая схема копировально-прошивочного станка 4е723
Кинематическая схема копировально-прошивочного станка 4е723. Смотреть в увеличенном масштабе
Кинематические схемы универсальных копировально-прошивочных станков должны обеспечивать необходимые перемещения рабочих элементов станка, ЭИ и электрода-заготовки:
- перемещение электрода—инструмента в продольном и поперечном направлениях;
- установочное вертикальное перемещение электрода—инструмента;
- рабочую вертикальную подачу электрода—инструмента;
- опускание ванны станка;
- вертикальную вибрацию электрода—инструмента;
- установочное вращательное движение электрода—инструмента
В тяжелых станках пятого и шестого типоразмеров предусмотрен отвод рабочей головки станка из рабочей зоны, что облегчает установку заготовки на стол станка и съем изделия после ЭЭО. Все выпускаемые промышленностью серийные станки имеют вертикальную компоновку.
Вертикальная компоновка позволяет просто и надежно защитить рабочие органы станка от загрязнения продуктами эрозии и сокращает занимаемую станком производственную площадь. Все настроечные и рабочие перемещения имеют ручное управление и электрические приводы перемещений.
Универсальные станки, как правило, снабжены тумбообразным столом и подъемной ванной или ванной с откидными стенками, которые открываются после слива рабочей среды. Такая конструкция рабочего стола придает ему большую жесткость и позволяет обрабатывать любые тяжелые заготовки, размыкающиеся на рабочем столе станка.
Электрическая и кинематическая схемы станков предусматривают: ступенчатое или плавное регулирование рабочих режимов электрических приводов различных агрегатов станка и управление циклом его работы; систему подачи рабочей среды в ванну станка и прокачку рабочей среды через ЭИ; отсчет вертикального перемещения шпинделя и выключение станка при достижении заданной величины перемещения (обработки); регулирование амплитуды вибрации ЭИ.
Станки снабжаются устройствами и приборами контроля режимов работы станка, устройствами блокировки, защиты и коротких замыканий, возникающих из-за возможных касаний электродов, системой автоматического регулирования подачи электрода—инструмента и другими системами контроля и регулирования в зависимости от типоразмера станка.
Малогабаритный электроискровой станок
Малогабаритный электроискровой станок
Простая электроискровая установка (рис. 1) позволяет легко и быстро обрабатывать небольшие детали из электропроводящих материалов любой твердости. С ее помощью можно получать сквозные отверстия любой формы, извлекать сломавшийся резьбовой инструмент, прорезать тонкие щели, гравировать, затачивать инструмент и мн.др.
Сущность процесса электроискровой обработки заключается в разрушении материала заготовки под действием импульсного электрического разряда. Благодаря малой площади рабочей поверхности инструмента в месте разряда выделяется большое количество тепла, которое расплавляет вещество обрабатываемой детали.
Процесс обработки наиболее эффективно идет в жидкости (например, в керосине), омывающей место контакта вибрирующего инструмента и детали и уносящей с собой продукты эрозии. Инструментом служат латунные стержни (электроды), повторяющие форму предполагаемого отверстия.
Рис. 1. Малогабаритная электроискровая установка: 1 — обрабатываемая деталь; 2 — инструмент; 3 — электромагнитный вибратор; 4 — зажимное устройство; 5 — ванночка.
Принципиальная электрическая схема установки изображена на рис. 2. Работает установка следующим образом. Разрядный конденсатор С1 соединен своим плюсовым выводом с обрабатываемой деталью 1. Минус его подключен к инструменту 2. Электромагнитный вибратор 3 сообщает инструменту непрерывные колебания.
Силовой трансформатор собран на сердечнике Ш32 из обычной трансформаторной стали. Толщина набора 40 мм. Первичная обмотка содержит 1100 витков провода ПЭВ 0,41 с отводом от 650-го витка. Вторичная обмотка имеет 200 витков провода ПЭВ-2 диаметром 1,25 мм.
Между первичной и вторичной обмотками помещена экранирующая обмотка III , состоящая из одного слоя, намотанного проводом ПЭВ 0,18. Емкость разрядного конденсатора 400 мкФ (два конденсатора типа КЭ-2 200 х 50 В). Реостат R1 рассчитан на ток 3—5 А. Этот реостат намотан нихромовым проводом диаметром 0,5—0,6 мм на сопротивлении ВС-2.
Рис. 2. Принципиальная электрическая схема электроискровой установки.
Диоды Д1—Д4 типа Д304, можно использовать и другие типы диодов. На выходе выпрямителя напряжение порядка 24—30 В. Можно использовать источники питания и с более низким напряжением, но с большим током, чтобы мощность, потребляемая цепью заряда, была не менее 50—60 Вт.
При работе установки происходит непрерывное искрение. Для уменьшения помех, создаваемых установкой, в цепь ее питания необходимо включить простейший фильтр радиопомех.
Прилагается фотоинструкция.
Эрозионный станок.pdf (542 кБ)
Система подачи и очистки рабочей среды станка модели 4е723
Система подачи и очистки рабочей среды станка модели 4Е723
Система подачи и очистки рабочей среды станка модели 4Е723 (рис. 26) работает следующим образом. Наполнение ванны рабочей средой осуществляется через магистраль 7 и отверстие в дне ванны, двумя насосами 4 и 5 через сетчатые фильтры 3, установленные на всасывающей магистрали.
При достижении заданного уровня рабочей среды в ванне срабатывает реле контроля уровня 9, которое отключает насос 4. Для предотвращения вытекания рабочей среды из ванны через отключенный насос 4 установлен обратный клапан 11 Прокачка среды через электрода-инструмента 8 производится по магистрали 10 насосом 16, на входе которого имеется сетчатый фильтр 17.
Рабочая среда через запорный вентиль 13 (вентиль 14 закрыт) поступает на фильтры тонкой очистки 12 и далее по магистрали 10 к электрода-инструмента. Вентиль 15 служит для регулирования давления на входе фильтров тонкой очистки. В том случае, если не требуется тонкая очистка, рабочая среда по обходной магистрали через вентиль 14 (вентиль 13 закрыт)
насосом 16 подается к электрода-инструмента. Перелив рабочей среды из ванны при постоянно работающем насосе 5 осуществляется через отверстие в ванне 6 при открытой заслонке в магистраль. Охлаждение рабочей среды в баке 18 происходит за счет циркуляции воды через змеевик 1. При нагреве рабочей среды до 55 °С запорный вентиль по команде терморегулятора 2 включает циркуляцию воды.
Для оснащения электроэрозионных копировально-прошивочных станков моделей 4Е723, 4Е724 и других типов, а также для централизованного обеспечения очистки рабочей среды группы станков, выпускается «Агрегат снабжения и очистки рабочей жидкости к электроэрозионным станкам» типа ХЭ38-16 (рис. 31).
Агрегат снабжен автоматизированной системой подачи рабочей жидкости через межэлектродный промежуток, включающий три самостоятельных агрегата прокачки и отсоса, визуальный контроль расхода прокачки и величины давления, а также отсоса по мановакуумметрам.
Для очистки жидкости в агрегате используются намывные фильтры с тонкостью отсева 10 мкм. Для увеличения объема бака с жидкостью он имеет присоединительные фланцы, осуществляющие стыковку с дополнительными емкостями.
Агрегат снабжения и очистки рабочей среды типа ХЭ38-16 полностью автономный имеет автоматизированную систему подачи рабочей среды в МЭП и систему прокачки и отсоса рабочей среды, а также приборы контроля расхода и давления рабочей среды.
Суть и применение методики
Работа метода основана на воздействии на деталь электрическими разрядами в диэлектрической среде, вследствие чего происходит разрушение металла или изменение его физических свойств.
Применение метода ЭЭО:
- При обработке деталей из металлов со сложными физико-химическими свойствами;
- При изготовлении деталей сложных геометрических параметров, со сложно выполнимой механической обработкой;
- При легировании поверхности для повышения показателей износоустойчивости и придания деталям требуемых качеств;
- Повышение характеристик верхнего слоя металлической поверхности (упрочнение) за счет окисления материала под воздействием электрического разряда;
- Высокоточная шлифовка детали;
- Маркирование изделий без вредоносного влияния, что присутствует при механическом клеймлении.
Высокоточная шлифовка детали
Для выполнения различных операций применяются разные виды электроэрозионной обработки. На промышленных станках устанавливаются устройства числового программного управления (ЧПУ), что значительно упрощает применение любого вида обработки.
Виды электроэрозионной обработки материала:
- Электроискровой вид обработки применяется при резке твердосплавных материалов, фигурной резке и для проделывания отверстий в металлах высокой прочности. Дает высокую точность, но скорость работы невелика. Применяется в прошивных станках.
- Электроконтактный способ обработки основан на местном расплавлении металла дуговыми разрядами с последующим удалением отработанного материала. Метод имеет более низкую точность, но более высокую скорость работы, чем электроискровой способ. Применяется при работе с большими деталями из чугуна, легированной стали, тугоплавких и других металлов.
- Электроимпульсный метод сродни электроискровому, но применяются дуговые разряды продолжительностью до 0.01 секунды. Это дает высокую производительность при относительно хорошем качестве.
- Анодно-механический метод основан на сочетании электрического и механического воздействия на металл. Рабочий инструмент – диск, а рабочая среда – жидкое стекло или сходное по характеристикам вещество. На обрабатываемую деталь и диск подают определенное напряжение, при разряде металл расплавляется, а шлам удаляется диском механически.
Электроконтактный способ обработки
В промышленности применяются станки, работающие на основе метода электроэрозионной обработки металла. Они классифицируются по нескольким параметрам: принцип работы, управление, наличие ЧПУ и т.д.
Виды станков, работающих на принципе ЭЭО:
- Электроэрозионный вырезной станок;
- Электроэрозионный проволочный станок;
- Электроэрозионный проволочно-вырезной станок;
- Электроэрозионный проволочный с ЧПУ;
- Электроэрозионный прошивной станок.
https://www.youtube.com/watch?v=jZ49Qnk44ng
Электроэрозионный проволочный с ЧПУ
Станок ЭЭО в связи со своей многофункциональностью в хозяйстве нужен, а порой и вовсе не заменим. Заиметь такой аппарат в своем гараже хотел бы каждый. К сожалению, купить такой станок заводской сборки очень накладно и зачастую не представляется возможным. Выход из такой ситуации есть – собрать своими руками.
Технические характеристики станка ар4300:
Стол:
| Размер стола | 1300х900 | мм |
| Максимальный размер детали | 1300х900х500 | мм |
| Максимальная допустимая нагрузка на стол | 1500 | кг |
| Размер бака с диэлектриком | 1660х1100 | мм |
Рабочая зона:
| Перемещение X/Y | 1000х800 | мм |
| Перемещение U/V | 36х36 | мм |
| Перемещение по Z | 450 (автоматическое) | мм |
Резка:
| Скорость резки | >160 (сталь) | мм2/мин |
| Максимальный угол обработки | ±6°/50мм | град |
| Максимальная толщина детали | 200 | мм |
| Максимальная шероховатость детали | ≤1,0 | мкм |
| Стандартные варианты обработки | сталь/медь/алюминий/ твердый сплав | |
| Максимальный ток обработки | 10 | А |
| Диаметр проволоки | 0,12 – 0,20 | мм |
Точность:
| Точность позиционирования X | ±0,002 | мм |
| Точность позиционирования Y | ±0,002 | мм |
Система ЧПУ:
| Дисплей | 15″ цветной ЖК дисплей |
| Клавиатура и мышь | 102 клавиши |
| Режимы программирования | CAD/CAM/ISO |
| Количество программируемых осей | 4 (X,Y,Z,C) |
| Количество программируемых осей | MDI, USB, LAN |
Габариты и масса:
| Габариты (ДхШхВ) | 2650х2360х2465 | мм |
| Масса станка | 4000 | кг |
- Примечание: описание технологии на примере электроэрозионного станка АР4300.
- карта сайта
- agie электроэрозионный станок арта вырезные
виды жидкость для электроэрозионных станков
инструкция модели оснастка проволока 0.25 латунная
для электроэрозионных станков проволочные с чпу
цена резки 4г721м agiecut схема станка
фильтры для электроэрозионных станков электроды
обработка станки прошивочные сверлильные принцип
характеристика цена бу генератор купить
электроэрозионный станок принцип работы программы
Электрохимические и электрофизические установки,электроэрозионные установки
Общая характеристика и физические основы процесса
Электроэрозионная обработка (ЭЭО) — это непосредственное использование теплового эффекта электрической энергии для размерной обработки металлов с высокими механическими свойствами. Она основана на эффекте расплавления и испарения микрочастиц материала под действием импульсов электрической энергии, выделяемой между электродом-инструментом и деталью, погруженными в жидкую непроводящую среду.
Таким способом можно обрабатывать токопроводящие материалы любой механической прочности, вязкости, хрупкости и получать изделия сложных форм, выполнять операции, ие выполняемые другими методами. При ЭЭО в межэлектродном пространстве (МЭП) поэтапно происходят следующие физические процессы (рис. 1.3-9).

— При достижении пробивного напряжения (Uпр) между электродом-деталью (1) и электродом-инструментом (2) происходит пробой. В результате этого (длительность этой фазы 10 -9 . 10 -7 с) образуется канал сквозной проводимости, и сопротивление МЭП снижается от нескольких МОм до долей Ом.
— Через канал проводимости (3) в виде импульса выделяется электрическая энергия, накопленная в источнике питания. При этом происходит электрический разряд (длительность этой фазы 10 -6 .. 10 -4 с), который проходит искровую и дуговую стадии. Высокая концентрация энергии в зоне разряда и приэлектродных областях создает высокие температуры, что приводит к образованию парогазовой полости (5).
В приэлектродных областях на поверхности их плавится и испаряется металл. — В результате повышения давления капли жидкого металла (4) выбрасываются из зоны разряда и застывают в окружающей электроды жидкости в виде мелких сферических частиц (6).
После пробоя электрическая прочность МЭП восстанавливается. Следующий разряд возникает в другом месте между неровностями поверхностей электродов. Электрод-инструмент получает возможность внедряться в обрабатываемую деталь. В процессе ЭЭО материалов могут изнашиваться оба электрода.
Для сохранения электрода-инструмента подбирают пару металлов таким образом, чтобы инструмент не разрушался. Подбирается режим работы источника питания и его параметры, чтобы инструмент оставался целым. Эффект ЭЭО во многом определяется параметрами импульсов (рис. 1.3-10).

Так как МЭП имеет малое сопротивление, то амплитуда тока в импульсе достигает нескольких миллионов «А», скорость нарастания тока—до 10 8 А/с. При этом плотность тока составляет 10 10 А/см 2 , а давление в зоне разряда достигает 10 8 Н/м 2 . В составе импульса различают две стадии:

Прямой полярностью импульса считается та его часть, которая вызывает наибольшее разрушение обрабатываемой детали. Она изображается над осью абсцисс независимо от истинной полярности. Часть импульса, вызывающая разрушение электрода-инструмента, называется обратной полярностью импульса и изображается под осью абсцисс. Униполярные импульсы — это импульсы, разрушающие только изделие.

Генераторы импульсов
Для нормального хода процесса размерной ЭЭО необходимо, чтобы через МЭП проходил стабильно поддерживаемый импульсный ток и исключался переход импульсного разряда в непрерывный дуговой разряд. Формирование импульсов тока осуществляется с помощью специальных генераторов импульсов (ГИ).
Релаксационные ГИ (рис. 1.3-11). Такие ГИ содержат накопители энергии. Электрическая энергия в накопителе может запасаться в виде электрического поля конденсатора или электромагнитного поля индуктивной катушки.

RC-генератор состоит из последовательно соединенных источника питания (G), коммутатора (К), токоограничивающего сопротивления (R) и накопительного конденсатора (С), подключенного к МЭП. Емкостный накопитель (С) заряжается через токоограничивающее сопротивление (R), благодаря чему Iзар меньше Iимп.

LC-генератор. Такой ГИ содержит обмотку вибратора (L) и якорь (Я), механически связанный с электродом-инструментом. В начале заряда якорь (Я) электромагнитного вибратора притягивается, электрод-инструмент поднимается, а МЭП увеличивается.
К концу заряда конденсатора (С) ток через обмотку вибратора постепенно уменьшается, удерживающая якорь вибратора электромагнитная сила ослабевает и электроды начинают сближаться, сокращая МЭП. После пробоя МЭП и прохождения импульса тока цикл работы ГИ повторяется.
RLC-генератор. Введение в зарядную цепь индуктивности (L) снижает величину токоограничивающего сопротивления (R) и увеличивает КПД. Такие ГИ работают при более низком напряжении, чем RC-генераторы, так как при наличии резонанса между индуктивностью и емкостью напряжение на конденсаторе-накопителе оказывается больше напряжения источника питания Заряд конденсатора (С) может осуществляться как по экспоиенциальному, так и по колебательному закону. Колебательный процесс возникает при условии:

СС-генератор. В схеме такого ГИ токоограничивающим элементом является конденсатор (С1). Частотные свойства СС-генераторов определяются, в основном, частотными характеристиками диодов выпрямителя (В). КПД таких ГИ выше по сравнению с LC-генераторами.
Основной недостаток всех раяаксационных генераторов — это связь частоты импульсов тока с физическим состоянием МЭП. Он может быть устранен, если в разрядную цепь ввести управляемый переключатель, который в заданный момент времени будет подключать к МЭП накопительный конденсатор. Основные их достоинства — простота и надежность.
Статические генераторы импульсов (СГИ)В настоящее время для ЭЭО получили распространение статические ГИ с широким диапазоном регулирования временных и энергетических параметров при отсутствии накопительных элементов. В них легко формируются прямоугольные и униполярные импульсы.

— БП — блок питания, обычно выпрямитель с напряжением 50. 60 В; — СБ1. СБ6 — силовые блоки, в состав которых включены силовые транзисторы, работающие в ключевом режиме и переключающиеся синхронно от задающего генератора; значение импульса тока определяется количеством включенных параллельно СБ;
— ПБ — поджигающий блок, для подачи короткого импульса напряжением 150. 300 В к МЭП; он способствует пробою МЭП, открытию разделительного диода и формированию низковольтного разряда при напряжении 40. 25 В; — ДР — диод разделительный. До пробоя он заперт, а после открывается и через МЭП проходит импульс тока заданной формы, амплитуды и длительности;
— ЗГ — задающий генератор, для задания частоты импульсов; — ПУМ — предварительный усилитель мощности, для отпирания СБ усиленными по мощности импульсами; — БЗК — блок защиты от коротких замыканий, для отключения всех транзисторов СБ (блокировка ЗГ) при КЗ МЭП.
Машинные генераторы импульсов (МГИ) предназначены для получения импульсов энергии длительностью до миллисекунд которые подаются на промежуток электрод — деталь через токоограничивающее активное сопротивление. МГИ создают мощные импульсы (десятки кВт)
Коммутаторный МГИ представляет собой электрическую машину с переменно-полюсной магнитной системой на статоре и обмоткой ия якоре. Обмотка расположена не раяномерно, а узкими частями по окружности якора под полюсами, которых больше, чем у обычных машин, что повышает частоту тока.
При вращении якоря генератора в его обмотке (узкий участок напротив полюсов) возникает импульсная ЭДС, симметричная. Униполярность импульсов создается коллектором (коммутатором) на валу якоря. Индукторный МГИ представляет собой электрическую машину бесколлекторного типа, вырабатывающую переменное напряжение повышенной частоты.
Вращающаяся полюсная система в ней заменена зубчатым индуктором. Обмотки якоря и возбуждения располагаются на статоре генератора. Переменный магнитный поток возникает за счет изменения сопротивления магнитной цепи, обусловленного зубчатостью вращающегося индуктора.
Функциональная схема электроэрозионного станка(рис. 1.3-13) представляет собой автоматическую систему с обратной свазью по выходной величине (Xвых)поступающей от датчика выходной величины (ДВВ) в блок сравнения (БС).

В БС «Xвых» сравнивается с заданной величиной «Xзад», разность которых в виде результирующего сигнала поступает в усилитель сигнала (УС), а затем через преобразователь (ПМ) и усилитель (УМ) мощности на исполнительный орган (ИО). Объектом управления (ОУ) является межэлектродный промежуток (МЭП), который постоянно меняется в процессе обработки.
Регулируемым параметром является ток разряда, падение напряжения на МЭП или их комбинация, так как измерение заряда затруднительно. В таких станках наибольшее распространение получили регуляторы жесткого типа. Подвижная система перемещается электродвигателем (ЭД) вверх или вниз. ЭД связан с электродом-инструментом механической передачей (рейка, винтовая, эксцентриковая или роликовая).
Принципиальная электрическая схема управления электроэрозионным станком (рис. 1.3-16)
Электроэрозионный станок своими руками
Высокоточная обработка металлических предметов производится с применением нетрадиционных технологий и методик.
К таковым можно отнести шлифовку, резку, а также закрепление посредством электроэрозионного влияния.
Электроэрозионные станки появились довольно давно, однако, широкую популярность они получили лишь за последние 10−20 лет.
Самое первое промышленное оборудование данного класса было разработано специалистами фирмы «CHARMILLES TECH» еще в середине минувшего столетия, а станок, оснащенный ЧПУ, увидел свет в конце 60-ых годов. В сравнении с общеизвестными методиками обработки металлических сплавов — шлифовкой, литьем, ковкой, электроискровую технологию можно назвать самой современной и инновационной.
Металлы — электропроводящие материалы, поэтому обрабатывающая процедура с использованием электротока подходит для любых сплавов.
С помощью электроэрозионного станка может осуществлять очень обширный перечень мероприятий: начиная от банального сверления или резания и заканчивая:
- Точечной шлифовкой;
- Восстановлением свойств поверхности;
- Повышением прочности;
- Имитацией;
- Напылением;
- Созданием гравировки.
Оборудование для электроэрозионной обработки основывается на особом принципе электродуги, приводящей к утрате вещества анодом и катодом.
Непродолжительный электроимпульс способствует удалению вещества с анода, если же импульс будет более продолжительным, то вещество удаляется с катода. Электроэрозионный станок выдает обе разновидности электроимпульса. А обрабатываемые элементы и рабочие средства подключаются к отрицательному или же положительному полюсу.
В станках данного типа применяется исключительно постоянный электроток.
Показатели силы и напряжения тока находятся в прямой зависимости от характеристик металлического сплава, который подвергается обработке.
Периодичность появления электроимпульсов зависит от отдаления/сближения обрабатываемой поверхности и электрода.
В большинстве случаев при этом применяют керосин, масло или чистую воду.
Манипуляции, связанные с укреплением, напылением и наращиванием поверхности, производятся в вакууме или в воздушной среде.
Электроэрозионный станок: виды, схемы получения электрического разряда, оборудование своими руками
Про генератор писать. Мне видятся два типа генератора:
1. С трансформатором обратноходовой, он КЗ не будет бояться.
Минус: сложно регулировать одновременно и длительность импульса и напряжение импульса.
2. С накопительной ёмкостью подключаемой к рабочему промежутку.
Я выбираю вариант 2.
Можно и длительность импульса отрегулировать и напряжение (для зарядки ёмкости бустеп на 1 полевике) и длительность импульса. Полевики нынче сотни ампер через себя качают без вопросов, резать с ёмкостями под 200мкф на напряжении вольт 120 я не собираюсь, слишком грубо, ёмкость максимум 20мкф, а это значит разрядные токи около 200 ампер, значиит справятся транзисторы вроде
IXFN360N15T2
. Можно на тиристоре залепить разрядку, вроде такого:
P0515WC04C
Всё это под управлением банальной ATmega8, что бы рабочий цикл контролировать заряд/разряд отмерять длительности, измерять напряжения на рабочем промежутке и если упало то отводить электрод, а поднялось так подводить. На контроллере и PID регулятор организовать, что бы можно было отстроиться от инерционности механики и заложить в алгоритм переодическое «побалтывание» электродом, что бы вымыть продукты эрозии.
А вот механика, это более тонкий момент.
Если подача шаговиком, а промежуток держать магнитом, то это значительное усложнение с сомнительными бонусами.
Если подача и удержание промежутка магнитом управляемым ШИМ-ом, то становиться всё проще, но подачу 25мм не устроить, придётся переодически подходить и руками винтик подачи подкручивать. Не весело но терпимо для хоббийных целей и редкого использования.
Наконец на шаговике всё сделать, это более профессионально, но тянет за собой тот факт, что шаговик будет постоянно болтаться удерживая промежуток, а это как минимум шумно.
Отправлено спустя 3 минуты 52 секунды:
T-Duke писал(а):Источник цитаты
Хотя соленоид и представляет собой подобие линейного привода, но он слишком примитивен без адаптивного управления им.
Так думаю если только соленоид, то и управление с обратными связами. Как минимум в двумя: по напряжению на промежутке и по положению электрода на какой ни будь банальной оптике в виде фотодиода, светодиода и фигурной шторки. Естественно током не в тупую рулить, резисторами переменными, а ШИМ.
Коллеги посоветуйте электронную начинку для электроэрозионного станочка.То есть нужен генератор. Здесь немного обсуждалось, но думаю в этом разделе буду обсуждать механику. А тут электронику.
В общем хочу просто оценить. Реально это или нет. Идея следующая, почитал книги, там еще старые принципы, если бы нарыть схему современного источника тока, было бы неплохо.
Вот что я думаю, взять обыкновенную AVRу и мощный источник тока (есть два трансформатора от старого лампового телевизора, на каждом трансформаторе две катушки по 6,3В 6А. Перемотать и получить 6,3В 24А.). Выпрямить ток. Поставить какой-то мощный IGBT, MOFSET ключ, и попробовать пилить.
На микроконтроллере поставить гальваническую развязку. Написать прогу для МК, которая регулирует ширину импульсов и частоту. Что-то типа ШИМ. Если ошибаюсь – поправьте.
У некоторых домашних мастеров возникает идея изготовить электроэрозионный станок своими руками для собственной мастерской.
Желание объясняется тем, что иногда приходится обрабатывать детали с высокой твердостью. Производить отжиг для понижения прочности нельзя.
Возможна деформация детали и будут нарушены требования, предъявляемые к качеству обработанной поверхности или иные характеристики.
В результате искровой эрозии производится прожиг сквозных отверстий или нанесение маркировки. Возможна обработка поверхности сложной формы, задаваемой электродом.




