 Станки дома
Станки дома При сверлении основными режимами резания являются:
- подача s;
- скорость резания V= πDn/1000, м/с (где D — диаметр инструмента, мм, n — частота вращения инструмента, с-1);
- глубина резания t= 0,5D при сверлении и t= 0,5(D-d) при рассверливании, зенкеровании, развертывании, d — первоначальный диаметр.
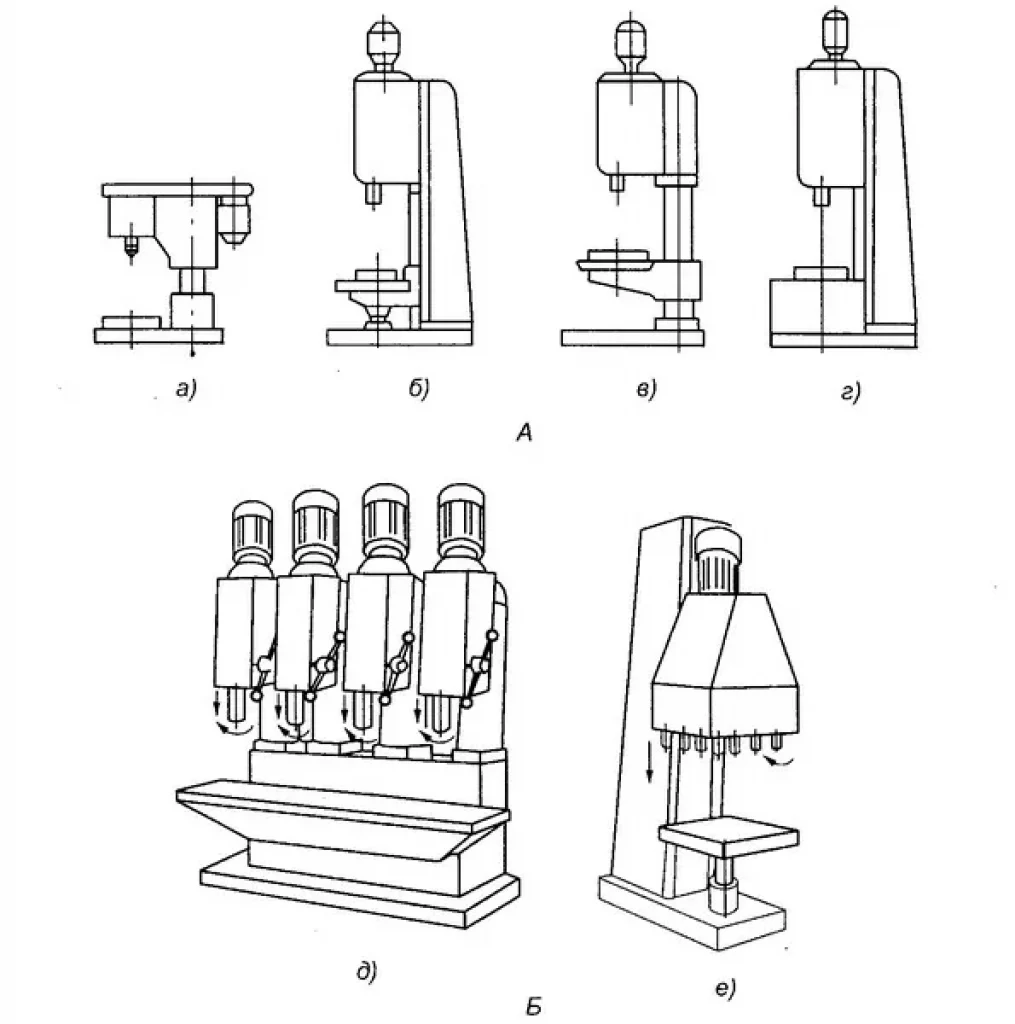
а — настольного;
б — средних размеров на коробчатой основе;
в — средних размеров на круглой основе;
г — тяжелого;
д — станки с постоянными шпинделями, имеющими одну общую станину;
е — станки с переставными шарнирно-соединенными шпинделями
Как выбрать сверлильный станок для домашней мастерской или гаража
Чтобы сверлильный станок стал первым в вашем личном рейтинге, нужно внимательно отнестись к его выбору. Для этого обратите внимание на следующие параметры:
- Мощность и производительность. Мощность напрямую влияет на производительность агрегата. От нее зависит время беспрерывной работы и способность лучше делать отверстия в особо твердых материалах. В сверлильных станках она колеблется от 350 для работы с тонкими материалами до 1600 Вт, необходимых для сверления толстого слоя металла или дерева.
- Диаметр и глубина сверления. Лучшие бюджетные сверлильные станки комплектуются сверлами диаметром до 16 мм, диаметр сверления для промышленных моделей составляет 30-50 мм.
- Безопасность. В рейтинг сверлильных станков для гаража и дома включают модели, которые сделают работу оператора комфортной и безопасной. Устройства оснащаются экранами, чтобы лучше защитить мастера от летящей стружки и искр.
- Напряжение питания. Производители выпускают модели сверлильных агрегатов, способные работать от напряжения 220 или 380 В. Устройства, питающиеся от трехфазной сети, обычно обладают большей мощностью, но источник питания с напряжением 380 В часто приходится обеспечивать дополнительно.
- Частота вращения патрона и способ ее регулировки. От частоты вращения патрона зависит скорость сверления. Этот параметр варьируется в агрегатах от 200 до 2800 об/мин. В зависимости от модели регулировка количества оборотов проводится автоматически с помощью переключателя или перестановкой ремня на часть шкива с другим диаметром.
- Тип патрона. Патроны для фиксации сверл бывают трех видов.Для установки сверла не требуется инструмент. Патрон фиксирует оснастку при повороте регулятора. Такой тип патрона удобен для быстрой смены сверл.
Название Способ фиксации Клиновой Имеет конусовидный хвост и устанавливается в патрон с таким же отверстием. Ключевой Кулачки патрона затягиваются с помощью ключа. Это крепление обеспечивает надежную фиксацию сверла. Быстроразжимной - Рабочий ход. Показывает максимальное расстояние, на которое может опуститься сверлильный узел относительно станины. Обычно оно составляет от 5 до 15 см.
- Эргономика. Лучший сверлильный станок должен иметь удобное управление. Поэтому, определяясь с выбором, присмотритесь к расположению панели управления, проверьте рычаги и надежность креплений.
- Масса и габариты. Производители изготавливают устройства, рассчитанные на эксплуатацию как в гараже, так и на промышленном предприятии. Вне зависимости от назначения аппарата желательно сразу определить место его установки, поскольку станки имеют большой вес и габариты. Агрегаты для производства имеют массу до 1 тонны и могут размещать на основании детали до 1м в высоту. Домашние модели весят до 30 кг и имеют более короткую стойку.
- Дополнительные возможности. Устройства могут оснащаться функцией реверса, дисплеями для удобства управления, подсветкой, лазерной разметкой, системой подачи СОЖ (смазочно-охлаждающей жидкости)и пр.
Настольный сверлильный станок и другие виды сверлильного оборудования
Настольный сверлильный станок и другие виды сверлильных агрегатов предназначены для получения в сплошном материале сквозных и глухих отверстий. Кроме того, на них может выполняться нарезание резьбы, операции зенкерования, фрезерования, рассверливания и некоторые иные.
Сверлильные агрегаты в соответствии с принятой в нашей стране классификацией относят ко второй группе металлорежущего оборудования.
По назначению установки для сверления подразделяют на следующие виды: специализированные; универсальные; специальные. Под специализированными понимают автоматизированные агрегаты, которые способны выполнять определенные технологические процедуры.
Как правило, они настраиваются на одновременное сверление нескольких отверстий в каких-либо конкретных конструкциях.
К специализированным относятся почти все советские и российские агрегатные станки, которые собираются из стандартных механизмов и составных частей. Они обычно оснащаются множеством особых инструментов и приспособлений, что ориентирует их на применение в массово-поточном и крупносерийном производстве.
Рекомендуем ознакомиться
Универсальное оборудование позволяет осуществлять любые технологические процедуры, связанные с выполнением отверстий и их дополнительной обработкой – фрезерно-расточной, фрезерно-токарно-расточной, токарно-расточной и т.д.
Оно больше всего распространено, универсальные агрегаты используются многими предприятиями, небольшими производственными компаниями и частными лицами (настольный станок для сверления нетрудно найти в домашних мастерских наших сограждан).
Всю номенклатуру универсального оборудования делят на:
- Радиально-сверлильные установки. Они могут быть передвижными, стационарными, снабженными головками поворотного типа, переносными и другими;
- Вертикально-сверлильные. Бывают с сечением сверления 75 миллиметров (тяжелые), с сечением от 18 до 50 миллиметров (средние), с сечением 3–12 миллиметров (легкие). Любой настольный агрегат по своим параметрам относится к группе легких.
- Горизонтально-центровальные и горизонтально-сверлильные.
Агрегаты специального вида изготавливают для производства ограниченного числа операций (иногда они дают возможность выполнить всего одну операцию) в конкретной детали. В большинстве случаев их невозможно перенастроить на работу с другими заготовками.
Добавим, что радиально-сверлильный станок либо сверлильный агрегат другого типа (например, сверлильно-присадочный станок или магнитный сверлильный станок) может располагать системой числового программного управления (ЧПУ).
Сверлильный станок с ЧПУ в своей маркировке имеет специальные символы (одна или две литеры и одна цифра), которые описывают некоторые особые характеристики оборудования.
Понятно, что бытовые сверлильные станки не оснащаются числовым программным управлением, в этом нет никакой необходимости.
Если перед нами агрегат с обозначением «Ф1» в конце маркировки, это означает, что он имеет возможность преднабора координат и оснащен цифровой индикацией, с обозначением «Ф2» – оборудование с прямоугольными и позиционными системами ЧПУ, с «Ф3» – числовой программный комплекс является контурным.
Агрегаты без ЧПУ делятся на: полуавтоматические; с ручной и механической подачей; автоматизированные; автоматические. Кроме всего прочего, сверлильное оборудование в последние годы пополнилось большим количеством совершенно новых специальных и специализированных агрегатов, среди которых мы хотим выделить:
- деревообрабатывающий сверлильно-присадочный станок;
- инновационный магнитный сверлильный станок;
- многофункциональный токарно-фрезерно-расточной и комбинированный фрезерно-токарно-расточной центр.
О них обязательно будет рассказано в данной статье.
Любой настольный агрегат для сверления и других работ является именно вертикально-сверлильным. Данная группа оборудования со шпинделем, расположенным по вертикали, предназначается для мелкосерийного и единичного производства. Тот или иной настольный станок способен делать отверстия сечением 0,25–12 миллиметров в любых деталях с небольшими геометрическими размерами.
Монтируются такие агрегаты на верстак либо на другую подходящую устойчивую поверхность, если настольный станок устанавливается в частном хозяйстве. При помощи болтов они надежно прикрепляются к рабочему столу.
Моделей вертикальных устройств немало – станок 2М112, 2Н125, 2Г175, 2Н118 и многие другие.
Совсем несложно при желании сделать настольный сверлильный станок своими руками – он будет отлично справляться с возложенными на него «бытовыми» задачами по сверлению небольших заготовок.
Широкий модельный ряд вертикально-сверлильного оборудования не оказывает особого влияния на конструкцию таких станков. Все они имеют фундаментную плиту, станину, коробки скоростей и подач, шпиндельный узел, головку для сверления и ряд других одинаковых узлов.
Почти на всех рабочий инструмент передвигается вручную, а не механически.
А шпиндель на таких установках получает требуемое для выполнения рабочей операции вращение через клиноременную передачу от электрического двигателя (настольный станок не является в этом отношении исключением).
Отличие радиальных агрегатов от вертикальных состоит в том, что на первых передвижение шпинделя происходит относительно изделия, которое подвергается обработке, а на вторых – заготовку перемещают вдоль шпинделя. Такая особенность не случайна, ведь монтаж тяжелой детали на станок, ее выверка и фиксация длятся намного дольше, нежели подвод сверла к изделию.
Также радиально-сверлильный станок может снабжаться массой добавочных приспособлений, за счет чего на нем выполняются не только основные операции, но и немало специальных: притирка отверстий высокой точности на клапанах и цилиндрах; выполнение больших по сечению отверстий в крупных дисках из стали и металла в листах; растачивание отверстий.
Причем его универсальные возможности подходят самым разным предприятиям – и тем, на которых осуществляется крупносерийное производство, и совсем небольшим ремонтным цехам.
Радиально-сверлильный станок по особенностям своей конструкции может относиться к одной из далее указанных групп оборудования:
- передвижные станки (движение на самоходной железнодорожной тележке по рельсам на территории предприятия);
- общего назначения (устанавливаемые стационарно);
- переносные (могут использоваться за пределами предприятия, являются незаменимыми для судо- и машиностроительных компаний);
- с колонной, которая может двигаться по направляющим, смонтированным на станине (на таких агрегатах обрабатывают громоздкие и очень тяжелые изделия).
Радиально-сверлильный станок, например 2А554, 2532Е, 2К52-1 и другие, имеет «особый» шпиндель, который может перемещаться: по окружности разных радиусов; непосредственно радиально.
За счет указанной особенности любой радиально-сверлильный станок способен сделать отверстие в нужной точке заготовки, вне зависимости от того, где она находится.
Описываемые установки, кроме того, характеризуются такими особенностями:
- на шпиндельной головке размещаются все органы управления работой агрегата;
- практически каждый радиально-сверлильный станок по сравнению с вертикальным располагает большим выбором скоростей шпинделя и частотой его вращения, что обусловлено наличием мощного привода;
- смена подач и скоростей производится при помощи гидравлики, причем эти процедуры выполняются максимально быстро за счет наличия специальных переключающих устройств.
Сейчас большую популярность обретает магнитный сверлильный станок – компактный агрегат, который ставят и крепят на верстак (горизонтально-сверлильные станки) либо на обрабатываемую конструкцию или непосредственно на деталь (вертикальный) посредством специальной магнитной подошвы.
Современный магнитный сверлильный станок можно подвезти к большой конструкции, которую нецелесообразно или же нереально передвинуть, и выполнить с его помощью все запланированные операции обработки.
По сути, данные установки не имеют альтернативы в тех случаях, когда сверление производится не в цехах, а в полевых условиях.
Так, например, магнитный сверлильный станок незаменим для: судостроительных компаний; при прокладке различных трубопроводов и других сетей; при возведении мостов и иных масштабных конструкций.
Магнитный сверлильный станок крепится к металлическим парамагнитным поверхностям девяти и более миллиметров толщиной, иначе он держаться не будет. При малой толщине допускается подкладывать под заготовку лист стали.
Так как станок с магнитной подошвой – это современное оборудование, по большому счету даже инновационное, оно имеет электронные управляющие комплексы, которые автоматизируют выполнение работ и не дают дорогой установке выходить из строя из-за небрежности рабочего.
Магнитный сверлильный станок описывается следующими важными показателями:
- сила (прижимная) магнита: в некоторых агрегатах она достигает величины в 26 тысяч ньютон;
- скорость шпинделя: магнитный сверлильный станок способен просверлить без риска поломки очень крупные отверстия (до нескольких десятков сантиметров), так как он оснащается понижающим обороты редуктором;
- мощность: чем она выше, тем больше у агрегата производительность, понятно, что маломощный мини-сверлильный станок имеет малую производительность, а оборудование с мощностью порядка 1800 Вт способно осуществить почти любую операцию.
Мебельные производители наших дней активно используют деревообрабатывающий сверлильно-присадочный станок, который гарантирует получение идеальных отверстий заданного сечения в мебели.
Такие отверстия не имеют сколов, характеризуются ровной поверхностью.
Сверлильно-присадочный станок применяется для сверления отверстий глухого и сквозного типа, куда впоследствии монтируется мебельная фурнитура, крепежные детали, держатели полок и так далее.
Сверлильно-присадочный станок может иметь специальную конструкцию, в зависимости от того, для каких конкретно целей он используется.
Существует и настольный мини-сверлильный станок для производства индивидуальной (единичной) мебели в частных ателье и небольших мастерских, выпускающих корпусные предметы меблировки.
Есть и такой сверлильно-присадочный станок, который создается для огромных мебельных комбинатов, специализирующихся на выпуске большой номенклатуры продукции крупными партиями.
Как правило, современный сверлильно-присадочный станок располагает специальными режущими приспособлениями, несколькими обрабатывающими головками, множеством патронов быстросъемной конструкции. Это гарантирует высокую скорость мебельного производства при сохранении высокого качества просверленных отверстий.
В конце нашего обзора, посвященного сверлильным станкам, несколько слов скажем о комбинированных и многофункциональных токарно-фрезерно-сверлильных центрах, которые, по сути, являются многошпиндельными агрегатами, сочетающими в своей конструкции ключевые преимущества фрезерного, токарного и сверлильного оборудования.
Популярные сверлильные фрезерно-токарные центры:
- АТ125: уникальный настольный агрегат компактных размеров;
- GMS-2600 от «GOODWAY»: управление в одно и то же время девятью осями при обработке двух заготовок;
- СХ-16: сравнительно недорогое оборудование с множеством функций от китайских производителей.
Сверлильный станок — назначение, классификация
Назначение сверлильных станков
Сверлильные станки предназначены для сверления глухих и сквозных отверстий в сплошном материале, рассверливания, зенкерования, развертывания, нарезания внутренних резьб, вырезания дисков из листового материала.
Для выполнения подобных операций используют сверла, зенкеры, развертки, метчики и другие инструменты.
Формообразующими движениями при обработке отверстий на сверлильных станках являются главное вращательное движение инструмента и поступательное движение подачи инструмента по его оси.
Основной параметр станка — наибольший условный диаметр сверления отверстия (по стали). Кроме того, станок характеризуется вылетом и наибольшим ходом шпинделя, скоростными и другими показателями.
Классификация сверлильных станков
Сверлильные станки делятся на следующие типы:
- Вертикально-сверлильные станки;
- Одношпиндельные полуавтоматы;
- Многошпиндельные полуавтоматы;
- Координатно-расточные станки;
- Радиально-сверлильные станки;
- Горизонтально-расточные;
- Алмазно-расточные;
- Горизонтально-сверлильные станки;
- Рразные сверлильные.
Модели станков обозначают буквами и цифрами.
Первая цифра обозначает, к какой группе относится станок, вторая — к какому типу, третья и четвертая цифры характеризуют размер станка или обрабатываемой заготовки.
Буква, стоящая после первой цифры, означает, что данная модель станка модернизирована (улучшена). Если буква стоит в конце, то это означает, что на базе основной модели изготовлен отличный от него станок.
Например, станок модели 2Н118 — вертикально-сверлильный, максимальный диаметр обрабатываемого отверстия 18мм, улучшен по сравнению со сверлильными станками моделей 2118 и 2А118. Станок модели 2Н118А также вертикально-сверлильный, диаметр обрабатываемого отверстия 18мм, но он автоматизирован и предназначен для работы в условиях мелкосерийного и серийного производства.
В зависимости от области применения различают универсальные и специальные сверлильные станки. Находят широкое применение и специализированные сверлильные станки для крупносерийного и массового производства, которые создаются на базе универсальных станков путем оснащения их многошпиндельными сверлильными и резьбонарезными головками и автоматизации цикла работы.
Рис. 1. Вертикально-сверлильный станок:
1 — колонна (станина); 2 — электродвигатель; 3 — сверлильная головка; 4 — рукоятки переключения коробок скоростей и подач; 5 — штурвал ручной подачи; 6 — лимб контроля глубины обработки; 7 — шпиндель; 8 — шланг для подачи СОЖ; 9 — стол; 10 — рукоятка подъема стола; 11 — фундаментная плита; 12 — шкаф электрооборудования.
На станине 1 станка размещены основные узлы. Станина имеет вертикальные направляющие, по которым перемещается стол 9 и сверлильная головка 3, несущая шпиндель 7 и электродвигатель 2 Заготовку или приспособление устанавливают на столе 9 станка, причем соосность отверстия заготовки и шпинделя достигается перемещением заготовки.
Управление коробками скоростей и подач осуществляется рукоятками 4, ручная подача — штурвалом 5. Глубину обработки контролируют по лимбу 6. Противовес размещают в нише, электрооборудование вынесено в отдельный шкаф 12.
Фундаментная плита 11 служит опорой станка. В средних и тяжелых станках ее верхняя плоскость используется для установки заготовок. Охлаждающая жидкость подается электронасосом по шлангу 8.
Узлы сверлильной головки смазывают с помощью насоса, остальные узлы — вручную.
Сверлильная головка 3 представляет собой чугунную отливку, в которой смонтированы коробка скоростей, механизмы подачи и шпиндель.
Коробка скоростей содержит двух- и трехвенцовый блоки зубчатых колес, переключениями которых с помощью одной из рукояток 4 шпиндель получает различные угловые скорости.
Частота вращения шпинделя, как правило, изменяется ступенчато, что обеспечивается коробкой скоростей и двухскоростным электродвигателем 2.
В отличие от вертикально-сверлильного в радиально-сверлильном станке оси отверстия заготовки и шпинделя совмещают путем перемещения шпинделя относительно неподвижной заготовки в радиальном и круговом направлениях (в полярных координатах).
По конструкции радиально-сверлильные станки подразделяют на станки общего назначения, переносные для обработки отверстий в заготовках больших размеров (станки переносят подъемным краном к заготовке и обрабатывают вертикальные, горизонтальные и наклонные отверстия) и самоходные, смонтированные на тележках и закрепляемые при обработке с помощью башмаков.
- Сверлильные станки с ЧПУ
- Вертикально-сверлильный станок с ЧПУ.

1 — автономная стойка УЧПУ; 2 — шкаф силового электрооборудования; 3 — револьверная головка; 4 — стол; 5 — шаговый электродвигатель; б, 7, 8, 11 — блоки управления; 9 — кодовый преобразователь; 10 — считывающее устройство.
Станок предназначен для сверления, зенкерования, развертывания, нарезания резьбы и легкого прямолинейного фрезерования деталей из стали, чугуна и цветных металлов в условиях мелкосерийного и серийного производства.
Револьверная головка 3 с автоматической сменой инструмента и крестовый стол 4 позволяют производить координатную обработку деталей типа крышек фланцев, панелей без предварительной разметки и применения кондукторов.
Сейчас на странице 0 пользователей
Нет пользователей, просматривающих эту страницу.
Те, кто хоть раз пользовался электродрелью сталкивался с трудностями, когда необходимо сделать кучу отверстий. Пол беды если отверстия в доске, а дырявить металл? Для этого промышленность придумала сверлильный станок. У кого он есть, тем крупно повезло, а у кого нет — готовь карман.
Карман, лично у меня маленький, поэтому позволить заводской сверлильный станок я не в силах. Ну китайский, из жести, я конечно могу позволить, но ведь оно фигня фигней. Советские, полу комплектные, стоят неоправданно дорого. Магазинные стойки для дрелей не рассматривал в принципе, уж больно «детские» они.
Блуждая по интернету находил много самоделок, но останавливало наличие токарных работ. Пару деталей заказать у токаря можно, но нормальными чертежами делится никто не хочет, а когда конструируешь деталь сам всегда вылезет косячок. Вылез косяк — беги опять к токарю и проси поправить.
Собирался я сделать эту стойку целый год, а может и больше. Уйдя в отпуск я наконец приступил к работе. В конструкцию внес свои корректировки, они принципиально не меняют станок, но унифицируют материалы и сокращают время изготовления некоторых элементов.
Я постарался использовать минимальное количество покупного материала, старался использовать тот мусор который у меня был. Но без покупок все равно не обошлось. Из основного я докупил трубу для направляющей, уголок и полосу, каждой позиции по 1 метру.
Теперь смотрим процесс изготовления. Собственно, направляющая для каретки у меня также выполнена из квадратной трубы 40х40х3 мм. Железо я покупал в маленьком строительном магазинчике, металлопрокат там хранится практически под открытым небом и не особо блещет качеством.
Но в этом есть одно преимущество, там можно все пощупать и выбрать получше. Так и произошло. С начала хотел взять трубу с толщиной стенки 2 мм, но ровный кусок нам с продавцом выбрать не удалось. Взял с толщиной стенки 3 мм, толстостенные трубы гораздо ровнее.
Забыл сказать, заранее я заготовил комплект предварительных чертежей, по которым и делал базовые элементы. Комплект окончательных чертежей будет выложен в конце статьи. Режим заготовки в размер. Вот первое отступление от авторского проекта, уголок для каретки и кронштейна я взял 45х45х4 мм.
Подложил наждачку, обжал струбцинами на направляющей, заварил все от души. А снять потом фигушки, зажимает так, что «мама не горюй»! Кронштейн стойки я смог снять только сбивая его об остаток 45-го уголка. Далее я порезал весь уголок, сварил каретку, подложил в два раза больше наждачки и все….
Сколько было потрачено матерных слов, выкурено сигарет и проклято всего, что рядом шевелилось уже не вспомнить, а отделить одно от другого не получилось. Как у автора все так просто, я не знаю. А технология по моему мнению должна быть такова: кладем в двойне сложенную наждачку —> обжимаем струбцинами —> прихватываем сваркой кромки по всем четырем углам —> полностью провариваем одну из кромок —> даем полностью остыть —> пытаемся снять с оправки.
Станину сделал из того, что было. А было у меня почти метр швеллера 8. Длину станины подогнал под длину остатка квадратной трубы, который осталась после изготовления направляющей. Ниже картинка процесса установки кронштейна стойки. Если честно, то такая конструкция станины не сильно хорошая.
Обварил и добавил еще пару деталюх: ножки, заготовку передней панели
и задней. В задней панели выполнено два отверстия с резьбой. Эти отверстия будут служить для закрепления станка в горизонтальном положении при обработке дерева.
И крепежные элементы для закрепления стойки в вертикальном положении. Одинокий болт приварен для организации заземления. Отверстий под провода здесь не видно, но в чертежах они есть.
О регулировочных ножках. Стандартных ножек от холодильника или стиралки, по какой-то случайности не оказалось, прям диву даюсь. Пришлось делать из болта и увеличенной шайбы, цена вопроса — пару копеек. А вот те штуки в которую ножки закручиваются у меня были, но в место них отлично подойдут высокие гайки.
Барабан, тот, который будет прокручивать трос. К изготовлению этой детали я подошел творчески. Работает он точно так же, но выполнен по другому. Стальные прутки диаметром больше 10 мм в домашнем сарае найти сложно и мой сарай не исключение. Плюс сразу решил вопрос съемной рукоятки.
В качестве оси применил болт М10 с короткой ГОСТовской резьбой. Отрезав от него лишнее получил гладкую ось. Шляпка болта будет служить неким элементом зацепления оси с рукояткой. Внешней частью барабана будет служить водопроводная труба. Если у Вас в металлическом мусоре нет такой трубы, то ее можно заменить сгоном, купленным в ближайшем сантехническом магазине.
Для центровки оси пришлось изготовить втулки, так сказать, ручным методом, без токарного станка. Для этого зажал две гайки М10 на оставшемся обрезке болта (обрезок не выбрасывайте, он потом пригодится), вставил в дрель и обточил всю конструкцию на электроточиле.
Похожие записи:
 Токарный станок 1А616 – конструкция и принцип работы Видео: рассмотрим все нюансы
Токарный станок 1А616 – конструкция и принцип работы Видео: рассмотрим все нюансы  Наше производство
Наше производство  Кромкооблицовочные станки Vitap Eclipse в России — Биржа оборудования ProСтанки — 2 страница
Кромкооблицовочные станки Vitap Eclipse в России — Биржа оборудования ProСтанки — 2 страница  Автоматический заточный станок 830 мм MF258 — купить в Москве, цена, фото в интернет магазине ЭлМедиа Групп
Автоматический заточный станок 830 мм MF258 — купить в Москве, цена, фото в интернет магазине ЭлМедиа Групп
 (1 оценок, среднее: 4,00 из 5)
(1 оценок, среднее: 4,00 из 5)