") Станки дома
Станки дома Что такое сверлильный станок
Сверлильный станок — приспособление, относящееся к сверлильной группе металлорежущих устройств. Применяя другие насадки, помимо круглых отверстий, на нем можно выполнять:
- полу чистовую механическую обработку деталей резанием;
- цилиндрические и конические отверстия;
- рассверливание имеющихся отверстий;
- вырезание дисков;
- нарезание внутренней резьбы;
- вырезание до требуемых размеров.
Сверлильные станки подразделяются на: работающие в вертикальных и горизонтальных плоскостях, одношпиндельные и многошпиндельные, координатно-расточные. Каждый тип имеет свои буквенные обозначения, по которым можно определить их группу и предназначение. Присадочные мини-агрегаты имеют более скромный принцип действия, достаточный для работы в условиях дома.

Основание шпиндельной коробки
Для изготовления шпиндельной коробки (подвижной части станка) необходимы элементы скольжения (качения). Для этой цели будут использованы мебельные направляющие для ящиков.
Необходимо отрезать 4 направляющих длиной 120 мм, а также сделать стопоры на концах, чтобы исключить случайный выход друг из друга.
Для изготовления основания нужно с помощью распиловочного станка или циркулярной пилы изготовить из фанеры три заготовки с размерами:
- 140 х 155 мм – 1 шт.
- 155 х 55 мм – 2 шт.
После чего нужно установить на них мебельные направляющие.
И собрать саму шпиндельную коробку в «П-образный» конструктив.
Далее устанавливаем шпиндельную коробку на раму.
Если установка была выполнена правильно и ровно – без перекосов, то шпиндельная коробка должна перемещаться вдоль рамы свободно, без зажимов.
Варианты самодельных сверлильных станков
Вариантов самоделок много. Для их изготовления используют отслужившие свой век автомобильные рулевые рейки, подсоединенные к асинхронному двигателю от стиральной машины ремнем передачи, и даже старые микроскопы. Но самым эффективным являются самодельный станок, изготовленный из дрели.
Его можно изготовить из домкрата, служащего стойкой, приваренной к массивной пластине из стали, нескольких полос металла, швеллера. Вместо дрели допускается использовать шуруповерт. Приспособление простое в сборке и не требует больших денежных вложений. Для лучшей устойчивости его прикручивают к столешнице стола.

Изготовленный в домашних условиях сверлильный станок не будет уступать многим своим фабричным аналогам, а стоимость его будет намного ниже тех, что продаются в магазине.
Выбираем станину
Станину для дрели (которые продавцы почему-то упорно именуют стойками) нужно выбирать не по производителю («китай» — не «китай»); сейчас на рынке и «немецкого китая» полно, не говоря уже об изделиях постсоветских государств. Нужно проверить конструкцию.
Первое – образцы с пластиковыми не капроновыми вкладышами подшипников скольжения отбраковываются однозначно: биение и увод сверла более чем на 0,5 мм появятся уже на 10-й – 20-й «дырке» и далее будут увеличиваться. Второе – люфт консоли. Берем ее за дальний конец, покачиваем вверх-вниз и в стороны при зажатом фиксаторе. Заметной «болтушки» быть не должно (тактильное чувство нетренированного человека ощущает биение 0,4-0,5 мм).
Далее – осмотр конструкции, см. рис. ниже. Для обычной сверловки подойдет показанная на поз. 1. Идеальный вариант – на поз. 2: цанговый зажим дрели, смещение колонны вбок уменьшает вибрацию консоли на порядок, а повернув ее вбок на 45 градусов, можно фрезеровать от руки с точностью «как умеешь» деталь на штатном не сдвижном столе, сняв пару креплений стола, т.к. при этом его смещение вручную относительно горизонтальной рабочей оси консоли будет линейным.
А вот образчик на поз. 3 не берите ни в коем случае. Во-первых, воротник его колонны низкий и ее крепление ненадежно. Во-вторых, продольные пазы под стол облегчают ручную фрезеровку «как получится», но, в отличие от диагональных, не гасят вибрации станины.
Делать или покупать?
Электродрель это уже готовые привод, передача, шпиндель и патрон в моноблоке. Поставить его на каретку станка – и можно сверлить. По точности решение, вообще говоря, не оптимальное (см. далее), но во многих случаях приемлемое, зато избавляющее от необходимости заказывать дорогие точеные детали повышенной точности, см. ниже.
- Эпизодическая сверловка/фрезеровка для себя с точностью какая получится – станина пластиковая литая или стальная штампованная. Механизм подачи рычажный с коленчатым рычагом (см. далее). Подшипники скольжения каретки (см. далее) сталь по стали или с капроновыми вкладышами. Цены – $20-$30.
- Регулярная сверловка для себя или на заказ с обычной машиностроительной точностью. Обрабатываемые материалы – до твердости и вязкости обычной конструкционной стали. Все то же, но подшипники скольжения сталь по стали (хуже) или с бронзовыми втулками, а станина – чугунная литая или (дороже) композитная также вибропоглощающая. Цены – $30-$40.
- Регулярная сверловка и фрезеровка любых поддающихся инструменту материалов с периодическими перегрузками инструмента и/или с повышенной точностью – подшипники скольжения только бронза по стали, станина чугунная. Механизм подачи зубчато-реечный (еще см. далее); консоль вибропоглощающая. Цены – $60-$180.
Примечание: как правило к станинам для дрели опционально предлагается поворотно-сдвижной стол для детали, позволяющий производить отдельные виды фрезеровки. Цена в пределах $20.
Если все же делать
Тем не менее, возможны случаи, когда самодельный сверлильный станок либо обойдется дешевле или вовсе даром, либо самая лучшая дрель на станине его не заменит. Дело в том, что на колонну, кроме изгибающих и вибрационных нагрузок передаются также крутильные от рабочего органа (инструмента – сверла, фрезы).
Обусловлено это разностью плеч рычага от оси колонны до ближнего к ней и дальнего краев инструмента; крутильные нагрузки от фрезы, грызущей материал одни краем, на порядок больше, чем от сверла. Поэтому получить точность обработки дрелью на станине свыше 0,1 мм нереально (почему – см. далее), а допустим, под резьбу М3 нужно отверстие 2,7;
- Вы радиолюбитель и работаете с компонентами с шагом выводов 2,5 и 1,25 мм («тысяченожки» с шагом 0,625 мм монтируются уже только на плоскость). Тогда вам нужен сверлильный станок для печатных плат с точностью не хуже 0,05 мм;
- Вы занимаетесь другими тонкими работами по дереву и металлу. Напр., сделать красивую изящную шкатулку или надежный тайник в доме, применяя только ручную сверловку, невозможно;
- Сверлите/фрезеруете вы от случая к случаю для себя и точность вас устроит какая выйдет, а в загашниках полно всякого металлохлама.
Изготовление станка с использованием асинхронного двигателя
Отсутствие в хозяйстве лишней электрической дрели — это не повод для того, чтобы отказываться от идеи сделать сверлильный станок своими руками. Для привода механизма вращения такого оборудования можно использовать любой электрический двигатель. Такие двигатели, которые раньше были установлены на различной технике, наверняка найдутся в гараже или мастерской любого домашнего умельца.
Лучше всего для изготовления мини сверлильного станка подходят асинхронные двигатели, которыми оснащаются стиральные машины. Если у вас есть такой двигатель, вы можете уверенно применять его для изготовления домашнего сверлильного оборудования. Изготовить сверлильное оборудование с таким двигателем в домашних условиях несколько сложнее, чем с использованием дрели, зато и мощность такого станка будет намного выше.
Учитывая тот факт, что вес асинхронного двигателя больше, чем масса обычной дрели, вам потребуется более мощное основание и стойка для размещения механизма подачи.
Чтобы такой мини сверлильно-присадочный станок меньше вибрировал в процессе работы, необходимо устанавливать двигатель на мощное основание и располагать его как можно ближе к стойке. Но тут важно выдержать правильное расстояние, так как от него зависит удобство монтажа ременной передачи, за счет которой вращение от двигателя будет передаваться на сверлильную головку.
Для того чтобы вы могли изготовить такой станок в домашних условиях, вам понадобятся следующие конструктивные элементы:
- шестерня;
- шестигранник, на который будет надеваться шкив;
- два подшипника;
- трубки в количестве двух штук, одна из которых обязательно должна быть с внутренней резьбой;
- зажимное кольцо, которое должно быть изготовлено из прочной стали.
Шестигранник также соединяется с металлической трубкой, подшипником и зажимным кольцом. Такое соединение должно быть очень надежным, чтобы полученный узел не разрушился в процессе работы.
Механизм, необходимый для обеспечения подачи инструмента в таком мини станке, должен состоять из трубки, на которой предварительно делаются надпилы, и шестерни. Трубка будет передвигаться за счет соединения своих зубьев с данными надпилами. В эту трубку, высота которой должна соответствовать величине требуемой подачи инструмента, затем впрессовывается ось с шестигранником.
Инструкция по созданию станка
Первым делом в домашних условиях приступают к изготовлению столешницы. Для прочного основания лучше использовать металл размером 300*700 миллиметров и профильные трубы 250*350 миллиметров, соединенные между собой сваркой. Сверху труб приваривают металлическую столешницу.
Для стойки станка удобно использовать уголки с ребром жесткости в 25 миллиметров. 2 уголка, сваренные между собой, образуют нужный квадрат. Швы уголков зачищают и приваривают к основанию под углом в 90 градусов.

Для поступательных движений подъемного механизма понадобится тридцати сантиметровый металлический профиль, который одевается на стойку. Его плавному ходу, скольжению по стойке не должны препятствовать сварочные швы.
Подъемный механизм должен плотно прилегать к стойке станка. Для избежания зазора используют подшипники скольжения, закрепленные на распорной планке. На подъемный механизм сваркой закрепляется болт, в уголке вырезается отверстие, в которое продевается крепежный стержень. Завершает конструкцию мощная пружина, выступающая амортизатором.
Теперь можно приступить к закреплению двигателя. Для его крепления необходимо сделать дополнительную платформу из профиля 60 миллиметров. Отрезав 30 миллиметров профиля, в нем прорезают в верхней и нижней части отверстия под трос, затем приваривают к подвижному механизму, закрепленному на стойке.
Регулировка высоты подъема и погружения сверла в рабочий материал осуществляется механизмом тормозного устройства от велосипеда. Для продевания тормозного тросика и его намотки в стойке просверливают сквозное отверстие, в которое продевается болт с двумя накрученными на него гайками. В пространство между ними вставляется трос.
Еще одна гайка фиксирует болт на стойке. Для верхнего натяжного фиксатора используют натяжную лапку размером 20*100 миллиметров с прорезью. Натяжение троса, проходящего внутри пружины, производят закручиванием верхней гайки.

Для крепления двигателя вырезают пластину, которая точно совпадает с подготовленным крепежным местом. Профильную трубу и пластину сваривают между собой под углом в 90 градусов. Дрель на пластину крепится болтами.
Между валом двигателя и патроном устанавливается переходная муфта, крепится патрон. К электрической части подключается переключатель направляющий вращение двигателя, кнопка запуска и остановки сверлильного станка.
По завершении этапов сборки все сварочные швы подлежат зачистке, узлы конструкции — смазке, металлические и деревянные детали — обезжириванию, грунтовке и окраске. Чтобы краска не попала на трос и резьбу, их обматывают малярным скотчем.
Как самостоятельно изготовить сверлильный станок для печатных плат
Печатная плата – это пластина, выполненная из диэлектрического материала, на поверхности которого нанесён слой металла, проводящего электрический ток. Размеры печатной платы регламентированы ГОСТ Р 53429-2009 «Платы печатные. Основные параметры конструкции», согласно которому толщина подобных изделий составляет 1,5–4,5 мм.
Вариант изготовления сверлильного станка для работы с печатными платами с использованием двигателя ДПР-52-Н1-02
В связи с этим сверлильный станок, предназначенный для засверливания печатных плат, является мини-станком, то при его изготовлении необходимо учитывать следующие особенности:
- у такого станка отсутствует необходимость в наличии большой электрической мощности;
- нет потребности в значительном ходе головки станка с установленным в нём сверлом;
- станок должен иметь небольшие размеры, позволяющие его использовать на рабочем столе радиолюбителя или человека, занимающегося изготовлением электронных систем;
- отсутствие необходимости в значительной мощности позволяет выполнить подобную установку на более низком классе напряжения и без использования громоздких патронов, предназначенных для установки свёрл большого диаметра;
- на станках данного назначения для установки свёрл используются специальные переходники и цанги, что обусловлено их малыми диаметрами.
Работа с печатными платами − это «тонкое» и скрупулёзное занятие, требующее тщательности выполнения работ и точности изготавливаемых отверстий
Изготовить самодельный сверлильный станок для печатных плат можно по технологии, рассмотренной в случае использования электродрели или шуруповёрта, с той лишь разницей, что в качестве привода можно использовать электрические двигатели меньшего напряжения и размеров.
Компоновка
Но, допустим, нам нужна точность выше, и фрезеровать пазы надо, ее не теряя. В таком случае первостепенную важность приобретает компоновочная схема станка.
Оптимальный вариант – расположение шпинделя и привода по разные стороны колонны, поз. 1 на рис. Тяжелый мотор в данной схеме действует как противовес сейсмоустойчивых зданий: отражает в противофазе вибрационные и крутильные нагрузки от шпинделя. В области колонны от частично гасят друг друга.
Гашение максимально, если центр тяжести каретки находится точно по оси консоли, и тем выше, чем тоньше сверло и меньше нажим на него. Т.е., точность станка на тонкой работе повышается, и в то же время он без ее потери выдерживает довольно значительные перегрузки.
Примечание 4: делать сверлилку для точной работы с непосредственным приводом на шпиндель и расположением его и привода на одной стороне каретки можно, если есть готовая виброгасящая станина, напр. от старого микроскопа (под 2) и т.п. оптических приборов.
В мини станках для печатных плат и ювелирных работ наблюдается неприятный эффект: чтобы получить точность выше 0,05 мм, колонну приходится делать непропорционально толстой, поз. 3. Вызвано это тем, что ее способность поглощать вибрации и крутильные нагрузки определяется площадью поперечного сечения, которая с уменьшением размеров детали падает по квадрату.
Для плат под компоненты с шагом выводов 2,5 мм, а также мелкие слесарно-столярные работы достаточно точности 0,05 м. При этом основное влияние на ее ухудшение оказывают изгибающие колонну нагрузки. Чтобы парировать их, достаточно применить сдвоенную колонну из прутка 10-14 мм из обычной конструкционной стали, поз. 4.
Если достаточно обычной точности 0,375 мм, то путем сдваивания колонны сверлильный станок для эпизодических работ удается сделать даже из дрели и водопроводных пропиленовых труб, поз. 5. Ресурс его до потери точности невелик, но и материал-то дешев и обработки на заказ не требует.
Консоль
Посмотрим еще раз на рис. с фабричными станинами. Конструкции их консолей с каретками-полурамками похожи; они вполне рациональны, но рассчитаны на автоматизированное и роботизованное производство: точное литье и затем чистовая обработка по месту на агрегате с ЧПУ и лазерным замером.
Схема аналога консоли с полурамкой любительской разработки дана слева на рис.:
Первое, что обращает на себя внимание – нужно вырезать 5 деталей из толстого стального листа, сторцованного (обработанного торцевой фрезой) на ровность и параллельность сторон. Второе, торцевые срезы вставок, залитых темно-серым, также должны быть ровными, чистыми, параллельными. Т.е. и тут без фрезерного станка не обойтись.
Конструкция консоли сверлильного станка, мало технологичного в массовом производстве, но приспособленная для изготовления кустарными способами, показана справа на рис. (механизм подачи и привод с кронштейном условно не показаны). Более, того, в ней биение сверла на неоднородностях материала вызывает перекос каретки на колонне и направляющей в противоположные стороны, и боковой уход инструмента не превышает величины люфта во вкладышах скольжения.
Из толстой пластины вырезается всего одна деталь – ползун 4. Точная его обработка нужно только в области зажима колонны и установки направляющей, а 3 бронзовых втулки-вкладыша точно подгонит по месту любой токарь средней квалификации, если дать ему колонну и направляющую каретки (они могут быть выточены с обычной точностью).
Чтобы весь сборочный узел о сварки не повело, варить нужно как пред. случае: электрод ОМА-2 или тоньше, постоянный ток до 60 А. Швы проваривают также поочередно прихватами: «тычок» на одном, такой же на таком же дальнем, расположенном симметрично. Затем прихват ближнего к первому шва, такой же на диаметрально противоположном ему, и т.д., и т.п., пока не будут проварены все швы.
Примечание: точность станка с описанной консолью будет выше, если ее собирать не на сварке, а на винтах с проклеиванием высокопрочным клеем по металлу (холодной сваркой). Сначала все собирают без клея, выверяют обоймы на параллельность и затягивают крепеж. Затем винты поочередно выворачивают, капают в из гнезда клей и туго заворачивают обратно. Муторное дело, но получить таким образом самодельную сверлилку с биением сверла меньше 0,02 мм реально. Если, конечно, шпиндель и патрон отцентрованы не хуже.
Крепление дрели
Изготовление крепления дрели начинается с того, что склеивается два листа фанеры и делается одна заготовка размером 165 х 85 мм. Это очень важный конструктивный элемент и ему потребуется дополнительная прочность, поэтому нужно склеить два слоя фанеры.
Крепление дрели будет осуществляться ее зажатием в посадочном месте передней рукоятки и так как оно у разных моделей отличается, то нужно определиться с моделью и, соответственно, с диаметром посадочного отверстия, для инструмента, который будет эксплуатироваться в этом станке. Сверлим посадочное отверстие под дрель.
Далее необходимо выбрать два угла у заготовки для того, чтобы в дальнейшем можно было установить тут фиксирующий винт. Выборку удобнее всего делать на лобзиковом станке.
Сверлим отверстие под фиксирующий винт.
Делаем пропил, который позволит губкам крепления сжиматься и фиксировать дрель.
Первая установка крепления дрели должна быть не сильной, нужно только «наживить» деталь, так как в дальнейшем будет регулировка перпендикуляра и, скорей всего, потребуется корректировка положения установки. Установка выполняется парой саморезов с обратной стороны шпиндельной коробки.
Установка дрели выполняется с помощью фиксирующего винта.
Теперь очень важно выставить перпендикуляр, то есть сверло в дрели должно быть строго перпендикулярно плоскости сверлильного стола.
После выравнивания необходимо более основательно зафиксировать крепление дрели к шпиндельной коробке (еще дополнительно 4 самореза), а также установить дополнительный угловой упор.
Материалы
Для работы понадобятся:
- Мотор с мощностью не менее 100 Ватт. Он должен делать не менее двадцати тысяч оборотов за одну минуту.
- Патрон с диаметром в промежутке от 0,5 до 1,5 миллиметров.
Все остальные действия осуществляются по тому же принципу, что и у других станков. Если возникают сомнения, лучше всего сверить свои действия с чертежами или посмотреть видео на ютубе.
Картинки сверлильного станка тоже помогут не сбиться с верного пути. Как сделать сверлильный станок своими руками расскажет статья, а все усилия будут награждены красивыми работами с просверленными элементами!
Отдельно следует отметить, что создание станка для сверления может стать хорошим способом для объяснения основных законов ребенку, в первую очередь мальчику.
В подростковом возрасте появляться желание делать что-либо своими руками и начинать разбираться в различных механизмах. Такой домашних станок для сверления позволит разобраться в его принципах работы, его составление собственными руками под присмотром взрослых позволит научиться разбираться в тонкостях конструкторского дела и разовьет техническое мышление, которое крайне сильно сможет пригодиться в будущем, при работе с машинами и другими техническими элементами, встречающимися в быту и других сферах жизни.
Также такие работы могут объединить семью и повлиять на выбор будущей профессии.
Создание станка для сверления своими руками — отличная возможность сэкономить деньги, проявить творческую фантазию и смекалку. Многие отмечают, что у различных технических элементов, созданных своими руками есть ряд преимуществ.
Они выигрывают у дешевых китайских аналогах которые часто и быстро ломаются не выдерживая нагрузок. При создании собственного сверла можно предположить, где случится поломка и исправить ее, ведь есть точное понимание о том как устроен механизм и в каком месте мог возникнуть какой-либо сбой.
Кроме этого индивидуальные приборы максимально персонализированы. Это позволяет с легкостью встраивать их в гараж или специальное место для столярных работ.
Собственное сверло заточено под особенности именно вашей физиологии — под правшу или левшу, под рост и комплекцию. Все это облегчает работу и делает процесс приятным, вдохновляя на все новые переделки и свершения. А у хорошего хозяина работа всегда ладится отлично!
Механизм подпружинивания и рукоятка подачи сверла
Верхний кронштейн крепления пружины выполняется из бруска, в котором необходимо установить зацеп пружины – шуруп-кольцо (разведенное, чтобы установить пружину).
В дальнейшем нам потребуется установить рукоятку подачи сверла, поэтому осью ее вращения будет установленная заранее футорка в торец верхнего кронштейна крепления пружины.
Верхний кронштейн крепления пружины устанавливается на раму сверху.
Устанавливаем пружину, а ее нижний конец можно просто закрепить к недокрученный саморез.
В самой рукоятке нужно просверлить отверстие для установки металлической втулки – будущей оси вращения рукоятки.
Запрессовываем втулку.
Поступательное движение от рукоятки передается на крепление дрели через металлическую тягу, которая соединяется с рукояткой с помощью шурупа.
Установка рукоятки на станок дело не сложное – один конец рукоятки должен быть закреплен с помощью винта на верхнем кронштейне крепления пружины, а конец металлической тяги крепится с помощью шурупа к креплению дрели.
Теперь осталось только просверлить отверстие в сверлильном столе, чтобы при операциях сверления инструмент проходил через заготовку, при этом сверление будет полным и не останется не нужных сколов на поверхности заготовки.
Ошибки в конструкции
Все усилия по изготовлению сверлильного станка своими руками пойдут насмарку, если при его конструировании были допущены принципиальные ошибки. Самые распространенные из них показаны на рис.:
Поз. 1 – это консоль или как? Штатной нагрузки от упора инструмента эта рамочка долго не выдержит. О точности и говорить не приходится. Поз. 2, в дополнение: делать колонну сверлильного станка трубчатой нельзя. изгибающие нагрузки труба держит, но против крутильных бессильна, а вибрации только усиливает.
Поз. 3 – сделать сверлилку из старого фотоувеличителя соблазн велик, тем более что выполнена она хоть с начальной, но оптической точностью. Но! Держатель штанги увеличителя не рассчитан на упор от инструмента. В результате при сверлении оргалита уход сверла на подаче в 20 мм достигает 1,5 мм (!).
Поз. 4 – сдваивание колонны в поперечном направлении ничего не дает. Устойчивость станка к нагрузкам будет ничуть не выше, чем на одинарном штыре того же диаметра. Поз. 5, в дополнение: несимметричная относительно оси колонны отбойная пружина не гасит вибрации и крутильные нагрузки, а усиливает их. Раз уж так, нужно было ставить 2 одинаковых пружины на обе стойки. А лучше бы сделать колонну, как показано здесь:
По какой цене можно купить сверлильный станок – обзор актуальных предложений
Сверлильные станки продаются в магазинах электрического инструмента и различного оборудования, торговых организациях, занимающихся строительными и товарами для авто ремонта, поэтому при необходимости купить сверлильный станок не составит труда любому заинтересованному потребителю.
Вертикально-сверлильный станок настольного исполнения
Производители предлагают к реализации различные виды сверлильных станков:
- радиально-сверлильные – работа осуществляется путём перемещения шпинделя с установленным в нём сверлом;
- вертикально-сверлильные – сверло закреплено жёстко, а перемещается обрабатываемая заготовка;
- горизонтально-сверлильные – используются при обработке длинномерных изделий;
- многошпиндельные – оснащённые несколькими шпинделями.
По способу установки подобное оборудование бывает напольного и настольного исполнения, а по степени автоматизации – ручного, полуавтоматического и автоматического действия. В связи с тем, что при самостоятельном изготовлении, как правило, конструируются вертикально-сверлильные станки настольного типа, то для сравнения в следующей таблице средняя стоимость подобного оборудования заводского производства.
| Модель | Основные характеристики | Стоимость (по состоянию на май 2022 г.), в рублях |
 «ЭНКОР Корвет-45» «ЭНКОР Корвет-45» |
| 6 500 |
 «ЗУБР ЗСС-350» «ЗУБР ЗСС-350» |
| 6 600 |
 «JET JDP-8L» «JET JDP-8L» |
| 8 200 |
 «EINHELL BT-BD 501» «EINHELL BT-BD 501» |
| 8 900 |
 «BOSCH PBD 40» «BOSCH PBD 40» |
| 23 000 |
Стоимость оборудования зависит от технических характеристик и бренда производителя, что позволяет выбрать нужную модель в заданном ценовом диапазоне. В таблице приведена цена по состоянию на II квартал 2022 года.
Подача
Важную роль для точности сверловки имеет также устройство механизма подачи шпинделя (каретки в станке из дрели): рывки и/или неравномерное усилие подачи как минимум увеличивают биение сверла. При сверловке тонким твердосплавным сверлом в таком случае весьма вероятны его увод, поломка и как следствие – непоправимая порча трудоемкой заготовки.
В станках и станинах для дрели повышенной точности применяется зубчато-реечный механизм подачи (слева на рис.), обеспечивающий ее полную равномерность и, что особенно важно для ручной подачи, точно пропорциональную отдачу упора инструмента в руку. Для этого необходимы зубчатая рейка и шестеренка-триба с вполне определенным профилем зубьев – эвольвентным.
В противном случае подача пойдет рывками даже при абсолютно плавном нажиме на рукоять. Сделать «на колене» пару рейка-шестерня с одинаковыми эвольвентными зубьями нереально; подобрать подходящую готовую пару мало вероятно, поэтому зубчато-реечные механизмы подачи в самодельных сверлилках встречаются крайне редко.
Чаще делают простой однорычажный механизм подачи, в центре на рис., но это далеко не оптимум. В начале и в конце рабочего хода, когда плавность подачи и точность сверловки особенно важны, он передает упор в руку недостаточно, а в середине хода избыточно, отчего растет вероятность застревания инструмента в вязком материале.
Подготовка к работе
Самодельный станок для дрели включает в себя каркас со станиной, механизм вертикального перемещения сверла, электрический привод. Сверла фиксируются патроном электродрели. Перед тем, как приступить к работе по изготовлению сверлильного устройства готовится эскиз самодельного станка, подбираются необходимые инструменты, крепежи.
В зависимости от выбранного материала могут понадобиться дисковые или циркулярные пилы, угловая шлифовальная машинка, сварочный инвертор, инструменты для столярных работ.
При разработке чертежа особое внимание уделяется размеру посадочного места электродрели и вылету сверла.
Для справки! Самой простой в изготовлении является конструкция из дерева. Она, конечно, не такая прочная, как из металла, но для производства пластин с печатными проводниками вполне подойдет.

К основным конструктивным компонентам сверлильного станка относят:
- узел вращающегося инструмента с установленным на нем шпинделем с закрепленным патроном для сверла;
- электрический мотор;
- ременную передачу;
- стойку с прикрепленным вращающимся узлом;
- тяжелую опорную станину из металлического литья, к которой крепится стойка.
Для изготовления сверлильного устройства понадобятся уголки, профиль, лист металла или чугуна, патрон, стальной тросик, электрический двигатель, панель управления, крепежные болты с набором гаек. Для соединения металлических частей между собой — сварочный аппарат.
Конструкцию можно просто поставить на столешницу стола или закрепить при помощи болтов. На станке сверлят не только круглые отверстия, вспомогательное движение шпинделя помогает делать на нем и другие операции.
Разбор конструкций
Образцы удачных технических решений, а также не столь существенные конструктивные недочеты рассмотрим на примерах нескольких самодельных сверлильных станков.
https://www.youtube.com/watch?v=BL5ZCVcz-Go
Для радиолюбителя, моделиста, умельца-миниатюриста и/или ювелира интерес может представлять простой мини – сверлильный станок с непосредственным приводом (чертежи даны на рис. справа). Особенность конструкции – мотор привода жестко крепится к ползуну, а подача только снизу столом.
Демпфером вибраций и поглотителем крутильных нагрузок служит сам массивный электродвигатель, точь-в-точь как антисейсмический груз на высотных зданиях. Благодаря этому все детали, кроме конуса Морзе с переходником на вал мотора можно выполнять обычной точности: точность сверления определяется биениями вала мотора биение конуса с переходником биение самого сверла.
Стол с зубчато-реечный механизмом подачи без проблем меняется на рычажный. Двигатель лучше использовать коллекторный постоянного тока: у асинхронных моторов с конденсаторным пуском из-за неравномерности вращающегося магнитного поля и скольжения ротора в нем вращение вала менее равномерно.
Кроме того, скорость вращения коллекторного мотора хорошо регулируется хоть бы простым реостатом, а для регулировки скорости асинхронного движка нужно менять частоту питающего тока. То же – для синхронного с магнитным ротором. Максимальная частота вращения вала мотора – 800-1500 об/мин. Мощность на валу для сверления отверстий до 3 мм – 20-30 Вт; для отверстий до 6 мм – 60-80 Вт.
Примечание: для фрезерования данный станок непригоден, т.к. подшипники вала мотора не рассчитаны на боковые нагрузки и станок в таком режиме быстро потеряет точность.
Здесь на рис. даны чертежи уже полнофункционального сверлильного мини-станка того же назначения также с непосредственным приводом:
Он снабжен отдельным шпинделем, что позволяет, во-первых, заправлять в патрон №1а сверло максимального диаметра 6 мм; для 8-10 мм сверл движок слабоват. Во-вторых, производить фрезеровку зубоврачебными борами. Видимо, автор конструкции часто применяет именно эту операцию, исходя из чего и выбрана скорость вращения мотора.
Без ее уменьшения сверлить на этом станке нужно твердосплавными сверлами, а для использования обычных дополнить конструкцию регулятором оборотов; в таком случае мотор нужен не менее чем на 60 Вт. Бросающийся в глаза недостаток данного станка – простой рычажный привод подачи – легко устраним: рычаг подачи заменяется на коленчатый без доработки остальных деталей.
Для повышения точности обработки желательно также поставить вторую отбойную пружину (поз. 14 на рис. и 9 в спецификации; там и еще напутано) симметрично первой, на другом конце поводка шпинделя. Более серьезный недостаток конструкции – отбойные пружины не участвуют в гашении вибраций и крутильных колебаний.
Чертежи сверлильного мини-станка, задуманного как полноценный конструктивно, но с досадными ошибками, даны на рис; конструкция каретки аналогична консоли в пред. конструкции.
Благодаря установке сильной отбойной пружины в надлежащее место здесь оказалось возможным жестко закрепить шпиндель в каретке, что на первый взгляд уменьшило количество деталей, требующих повышенной точности изготовления. Но только при подаче снизу столом, да и то, фиксация ползуна 5 и каретки 4 парами винтов 17 и 16 соотв. ненадежна и портит колонну; лучше было бы применить винтовые зажимы.
А при подаче освобожденной каретки рычагом только его сочленения предотвращают проворот каретки. Люфт любого из шарниров рычага в 0,02 мм, с учетом его соотношения с длиной плеч колена, даст боковой уход сверла на 2 мм и более, парировать который возможно только рукой.
На этом рис. – чертежи станины для сверлильного станка из дрели с полурамочной кареткой, «почти как настоящего».
Сверлильный стол
Для изготовления сверлильного стола потребуются 4 заготовки.
| Размер | Кол-во | Описание |
| 260 х 240 мм | 1 шт | Столешница |
| 260 х 60 мм | 1 шт | Вертикальная планка стола |
| Треугольник прямоугольныйКатеты: 60 х 60 | 2 шт | Угловые упоры |
Соединяем столешницу и вертикальную планку шурупами в торец.
https://www.youtube.com/watch?v=fbPKpK2GZPA
Так как на стол возможны большие усилия, то его нужно выполнить достаточно крепким, поэтому потребуются дополнительные элементы прочности – это угловые упоры. Их две штуки и они должны быть установлены в месте углового соединения планки и столешницы.
Сверлильный стол должен легко перемещаться вдоль рамы и быть жестко зафиксирован при сверлении. Для этого на столе должна быть установлена направляющая.
Фиксация сверлильного стола на раме осуществляется с помощью болта, который поджимается гайкой с обратной стороны. Для установки болта, нужно в направляющие запрессовать крыльчатую гайку.
Затем устанавливаем сам винт.
После этого можно установить сверлильный стол на раму, поджав ее гайкой с ручкой из фанеры.
Станина сверлильного станка
Первым делом станина, основа любого станка. Она должна быть прочной, устойчивой. Выбор пал на железе. такового не оказалось, пришлось попросить обрезок в мастерской. Направляющий шток использовал от вышедшего из строя принтера. Слегка обрезав «болгаркой» приварил к станине через просверленное заранее отверстие. Для уменьшения трения использовал втулки от того же принтера, впрочем это не обязательно.
Итак, первое что попалось на глаза, найденная когда то на металлоломе (тогда еще не подметали так тщательно) дюралевая панель, толщиною 8 мм от какого-то разобранного прибора, она меня устраивала, но надо было порезать на узкие полоски. Зарядил новое полотно в ножовку по металлу, масленка, чтоб не забивались зубья и вперед, напилил полоски, первым делом сложив верхнюю и нижнюю полосы и зажав прочно в тиски просверлил отверстия для штока. затем, вставив в это отверстие оставшуюся часть штока (чтобы не было смещения) посверлил остальные отверстия.
Следующим этапом вставил поперечную распорку, просверлил в ней отверстия и нарезал резьбу. Скрепив верхнюю, нижнюю планки и поперечную распорку винтами уже через штатные отверстия, приступаем к продольной распорке. Ее сверлим так же как и поперечную, на месте через имеющиеся отверстия в планках. Остальное смотрим и делаем, согласно рисунков.
Хочу заметить, здесь не обязательно применение тех материалов, которые использовал я. Несколько моих друзей повторили данную конструкцию, применив плекс, железный пруток на сварке и, даже дерево, и у всех прекрасно заработало. Еще добавлю для точности, возвратная пружина была использована от оловоотсоса, а подсветка — от светодиодного брелока-фонарика.
Стол с подачей
Сверловка тонких хрупких/вязких деталей получается точнее, а вероятность ухода и поломки сверла меньше, если шпиндель закреплен неподвижно, а стол с деталью подается вверх к нему, поэтому во многих сверлилках для тонких работ стол снабжают отдельным механизмом подачи.
По инерции мышления его часто делают также зубчато-реечным, см. напр. далее. Но, учитывая, что масса стола в данном случае много больше таковой детали, стол с рычажной подачей оказывается ничуть не хуже, зато полностью доступным для изготовления в домашних условиях. Его устройство показано на рис.:
Нюанс один: чтобы обойму не повело при сборке, ее плотно вставляют в сквозное отверстие основания и приваривают снизу (с испода). Варить нужно электродом ОМА-2 или тоньше постоянным током 55-60 А короткими диаметрально противоположными прихватами («тычками»).
Размеры стола для печатных плат и ювелирных работ 60-150 мм в диаметре; толщина 6-12 мм. Диаметр хвостовика стола 12-20 мм; длина на величину хода подачи (20-30) мм. Трубку под хвостовик (толщина стенок от 1,5 мм) желательно проточить или засверлить и пройти разверткой, чтобы хвостовик ходит в ней плавно без заметного люфта. Короткое плечо рычага делают длиной прим. равной диаметру стола; длинное – какое хотите.
Устройство сверлилки
Фантазия непременное условие любого творческого успеха, но в машиностроении она бесполезна без точных расчетов и сверки с проверенными опытом решениями. История станкостроения насчитывает тысячелетия – лучковые токарные и сверлильные станки с ножным приводом использовались уже в конце каменного века.
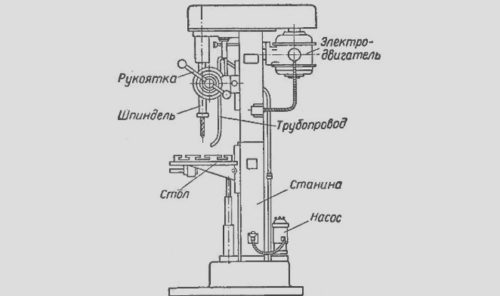
По теме этой статьи проверенный образец – настольный вертикально-сверлильный станок промышленного образца. По нему и будем сверяться, выбирая и решая, как лучше сделать сверлильный станок собственноручно: в эксплуатации находятся единичные экземпляры сверлилок, которым перевалило за 100, и точность они до сих пор держат.
Устройство настольного вертикально-сверлильного станка показано на рис.:
Его основные модули станина, колонна, консоль и стол для детали. Составные части основных узлов слегка выделены цветом, а их компоненты цветами поярче. Простейший стол (не считая деревянного чурбака) – тиски. Стол поворотно-сдвижной позволяет кроме сверловки производить также некоторые фрезеровочные операции. Станина как правило наглухо крепится к верстаку или др. надежной опоре.
В работе консоль при помощи подъемно-поворотного механизма ползуна устанавливают в требуемом положении сообразно размерам и конфигурации обрабатываемой детали, и фиксируют. Подача шпинделя на рабочий ход осуществляется отдельным механизмом подачи. В любительских и промышленных для домашнего пользования конструкциях подъемно-поворотный механизм это чаще всего рука оператора, а фиксатор – винтовой зажим ползуна, см. рис. справа;
https://www.youtube.com/watch?v=sutcEOBWi54
по ТБ то и другое допустимо. Но что непременно должно быть в конструкции сверлильного станка по требованиям тех же ПБ, так это отбойное устройств или просто отбойник: если бросить рукоять подачи, шпиндель или каретка вместе с ним должны автоматически отскочить вверх до упора. В домашних сверлилках отбойник чаще всего пружина, установленная в подходящем месте, см. далее.
Примечание: промышленное производство, продажа и использование на предприятиях и в мастерских ИП сверлильных станков без отбойного устройства запрещены ПТБ.



-150x150.jpeg "История вязания. Археологические находки и исторические данные. | Журнал Ярмарки Мастеров")

 (1 оценок, среднее: 4,00 из 5)
(1 оценок, среднее: 4,00 из 5)