 Станки дома
Станки дома История «четырехсторонников»
Считается, что изобретателем фрезерного станка для обработки металла был англичанин Эли (Илай) Уитни, получивший в 1818 году соответствующий патент. Но уже скоро такие станки стали распространяться и в деревообработке. Первый «строгально-калевочный» станок — предтеча современных четырехсторонних продольно-фрезерных станков — был запатентован в 1827 году.
Распространению таких станков мешало отсутствие индивидуального привода. Привод был групповым, то есть для всех станков общим, единым, и осуществлялся от вала водяного колеса, а позже — от вала паровой машины, проходил через весь цех, а от него отходили отдельные ременные передачи для каждого вращающегося агрегата.
https://www.youtube.com/watch?v=zGXqNG-w4xI
Победное шествие деревообрабатывающих станков с приводом от собственного электродвигателя началось в 1907 году с созданием английской фирмой Wadkin станка DC Pattern Miller. И через 20 лет, в 1928 году в Германии последние крупные предприятия завершили замену группового трансмиссионного привода станков индивидуальным — от отдельных электромоторов.
Комплектующие
Четырехсторонние деревообрабатывающие станки весьма разнообразны и могут быть усовершенствованы за счет использования комплектующих. Очень полезным приобретением является автоподатчик поперечного типа, если данная функция изначально не имеется в комплектации станка.
Увеличение скорости подачи материала повышает степень автоматизации и интенсивность работы, а поэтому агрегат за одну смену обрабатывает большее количество древесины.
Среди других комплектующих принято выделять режущие инструменты, выполняющие важную роль в рабочем процессе. Подрезные и рамочные фрезы, пильные диски разного диаметра, кромки и прочие элементы конструкции делают эксплуатацию вариативнее и универсальнее.
Именно эти составляющие отлично сочетаются с четырехсторонними станками, возможности которых весьма широки в сравнении с другой подобной техникой. После определенного времени использования возникает необходимость в смене отдельных комплектующих, среди которых можно выделить подшипники шпинделя и подающие ролики.
При выборе последних важно, чтобы они были сделаны из прочного, надежного материала с полиуретановым покрытием, ведь именно оно не портит внешний вид заготовки и не оставляет на ней никаких следов. Есть немало модификаций и для рабочего стола. Некоторые производители позволяют покупателю опционально выбрать удлинение конструкции с целью размещения более габаритных заготовок.
Также рабочий стол может быть оснащен боковым прижимом для повышения надежности фиксации и разметочными линейками с миллиметровым шагом, что позволяет пользователю более точно направлять древесину к режущему инструменту и останавливать работу станка в подходящий момент.
Наладка дерево-обрабатывающего оборудования (соловьев а.а.) — часть 10
Суппорт вертикального шпинделя четырехстороннего продольно-фрезерного станка
С26-2М
показан на рис. 87. Шпиндель9размещен в гильзе8, которая перемещается вертикально внутри
настраивают по высоте, вращая винт 10
съемной рукояткой. Каретка с двумя параллельными отверстиями установлена
направляющие скалки 6.
регулируют на заводе-изготовителе в
Горизонтальная настройка суппорта осуществляется вращением винта 4
в гайке3, закрепленной в каретке. Для отсчета величины перемещения служит лимб5. Закрепляют каретку на направляющих рукоятками2.
продольно-фрезерный станок С16- 4А
представлен на рис. 88. На массивной
Режущие инструменты крепятся непосредственно
электродвигателей и вращаются с частотой 6000 об/мин. Вальцы механизма подачи по два снизу и сверху заготовки установлены в передней части станка. Привод подачи осуществляется от индивидуального электродвигателя, передающего вращение через клиноременный вариатор с раздвижными конусами, червячный редуктор и зубчатые передачи.
На рис. 89 показан четырехсторонний станок с механизмом подачи, рассредоточенным
по длине станка.
Расположение приводных роликов вблизи каждого режущего инструмента позволяет повысить равномерность подачи и исключить частые остановки заготовки в станке. Корпус приводных роликов подпружинен и смонтирован на продольной балке10.Внутри балки размещен длинный распределительный вал, который приводится во вращение от электродвигателя через вариатор и редуктор.
Рис. 87. Суппорт вертикального шпинделя четырехстороннего
продольно-фрезерного станка С26-2М:
— эксцентриковая втулка,2— рукоятка зажима каретки,
— гайка,4— винт горизонтальной настройки,
– лимб,6— скалка,7— каретка,8— гильза,9— шпиндель,
Источник
Нюансы выбора
При большом количестве производителей станков и всем их разнообразии у потребителя могут возникнуть трудности относительно того, как правильно выбрать агрегат. В этом помогут определенные критерии, при соблюдении которых покупатель сможет найти хорошую модель.
Для начала стоит обратить внимание на материалы изготовления конструкции. Станина, являющаяся основанием, представляет собой ту часть станка, где наиболее важно использование подходящего сырья. Отличным вариантом является чугун благодаря множеству преимуществ.
Не менее важным элементом четырехстороннего станка является рабочий стол. Известные производители весьма вариативно подходят к его комплектации, а поэтому снабжают различными механизмами, за счет которых можно обработать заготовку нестандартного размера.
При покупке обращайте внимание на габариты поверхности.
Большим плюсом является наличие автоматической системы подачи материала. Во время выбора агрегата сравнивайте модели по скорости данного компонента, ведь он напрямую влияет на рабочий объем станка. При позволительном бюджете старайтесь приобрести модель с ЧПУ, так как эта система заметно упрощает процесс настройки оборудования.
Перед покупкой оборудования не забывайте изучать отзывы и информацию по поводу функций и характеристик изделия. Помните, что от качества материалов и сборки станка зависит его точность, являющаяся одним из самых важных показателей для агрегатов.
Особенности конструкции
В конструкции четырехсторонний деревообрабатывающий станок включает 3 основные части:
- приспособление подачи заготовки;
- секция шпинделей с режущими органами;
- система установки рабочих параметров, регулировки, управления.
Есть модели, у которых несколько режущих механизмов, установленных последовательно по одной стороне прохождения детали (множественная обработка).
Схема строгания заготовки на 4-х стороннем станке
Схема обработки на 4-х стороннем пяти шпиндельном станке
Виды данного оборудования подразделяют на 2 группы, каждая из которых представлена многообразием вариантов:
- переносной (мобильный) тип. Распространены эти четырехсторонние станки в домашних, малых ремонтных мастерских. Автоматизация, мощность, ассортимент изделий в небольших пределах, но дают возможность делать деревянные детали быстро в разных условиях;
- стационарный. Эксплуатируют в налаженном производстве для получения больших объемов бруса, вагонки, ламелей, рейки. Оснащены ЧПУ, набором различных заменяемых режущих органов. Обрабатывают различные виды сырья разных размеров. Такие фрезерные станки требуют обучения обслуживающего персонала из-за сложности управления, настройки, технического обслуживания.
Кроме 4-х стороннего оборудования промышленного производства, в частных хозяйствах применяют установки по дереву, сделанные собственноручно.
Подающее устройство
Регулировка толщины снимаемой стружки у четырехстороннего станка производится смещением по вертикали передней части стола.
Подачу древесины выполняют приводные вальцы (4 шт). Фиксацию по направлению движения — верхние, боковые прижимы. Верхние прижимы, вальцы выполняют свою роль за счет веса (собственного, дополнительного) или пружинных усилителей.
Доски подаются в 4-х сторонний станок непрерывно, без зазора между торцами последующих единиц. Разрыв требует новой заправки сырья в вальцы, что значительно продлевает время на изготовление продукции, увеличивает трудозатраты.
Повышение производительности достигается комплектацией автоматизированных линий подачи. В них совмещаются функции движения и позиционирования доски. Подача происходит со скоростью 8 — 22 м/мин. В последних серийных разработках, реализуемых в России, вальцы разгоняют подачу дерева до 100 м/мин.
Число оборотов ножевых валов 5000-6000 в минуту. В станках новейших конструкций ножевые валы делают до 9000 об/мин.
Популярные производители
Beaver – известная фирма, которая изготавливает свои станки в Китае. Основным преимуществом ассортимента является широкий модельный ряд, который представлен самыми разными изделиями и даже мини-станками. Особенностью 4-сторонних агрегатов Beaver можно назвать то, что они опционально имеют 4, 5 или 6 шпинделей.
За счет этого покупатель может выбрать более подходящую модель в зависимости от целей производства. Станки данного бренда можно приобрести во многих магазинах или же у других пользователей, поэтому они являются весьма доступными. Привлекательна и цена, которая не превышает аналогичных показателей своих конкурентов.
В целом четырехсторонние деревообрабатывающие станки Beaver стоит назвать одними из лучших по соотношению стоимости и качества. Неплохие технические показатели, недорогой ремонт и простота эксплуатации делают модели довольно популярными на самых разных предприятиях в России.
V-Hold – отечественный производитель, начавший свое распространение на рынке России с 2002 года. Преимуществом компании является то, что она не только конструирует станки, но и помогает своим клиентам при запуске собственных предприятий.
V-Hold персонально работает с заказчиком для того, чтобы создать технику в зависимости от требований и целей покупателя. Основной упор делается на универсальность и удобство эксплуатации оборудования. Ценовой диапазон средний, вся продукция имеет сертификаты соответствия европейскому качеству.
Станки этой фирмы популярны как в России и странах СНГ, так и за их пределами.
DMG MORI – один из крупнейших мировых брендов (Германия и Япония). Отличительными чертами всей линейки продукции данного холдинга считаются премиальное качество и активное использование различных технологий, которые являются как стандартными, так и инновационными в своей области.
При подборе оборудования производитель дает пользователю полную свободу и позволяет задавать определенные параметры, которые устраивали бы его. Можно выбирать технологии обработки, отдельные сегменты и способы эксплуатации, а также всевозможные системы управления, поддерживаемые техникой.
GRIGGIO – популярная фирма из Италии, создающая высокотехнологичные 4-сторонние модели на основе множества систем и функций. Среди самых главных плюсов можно выделить универсальность станков, а также их надежность. Естественно, при этом цену нельзя назвать низкой.
Компания активно модифицирует производство продукции, тем самым постепенно повышая общий уровень модельного ряда. Компания имеет большой европейский опыт в станкостроении, поэтому отлично знает потребности покупателей. Именно эти знания позволили GRIGGIO стать популярной во многих странах.
Сервисное обслуживание
Любая машина со временем имеет свойство ломаться, составляющие детали изнашиваются. Чтобы было меньше перерывов в работе по таким причинам, оборудование желательно выбирать самое прочное и износостойкое.
Кроме производительности, важно, чтобы станок был максимально безопасен. Поэтому предусмотрено наличие концевиков, электрических тормозов и металлического защитного кожуха со звукоизоляцией.
Обработка на станке изделий должна быть максимально точной и качественной. Для этих целей важно наличие на устройстве статистической и динамической балансировки всех фиксаций деталей.
Эксплуатируя оборудование, необходимо придерживаться указанных в инструкции к нему правил. Нельзя обрабатывать заготовки, которые по размеру больше, чем предусмотренные правилами. Обязательно следует выполнять профилактические и ремонтные работы, чтобы поддержать оборудование в рабочем состоянии.
Очень важно правильно установить станок, с учетом не только его габаритов и массы, но и размеров деревянных заготовок. Оператор не должен сталкиваться с трудностями, связанными с подачей материала.
Специализация оборудования
Установки для многосторонней обработки дерева достаточно сложны по устройству, чтобы делать один универсальный агрегат. В деревообрабатывающих цехах используют разновидности, которым достаточно быстро и точно выпускать определенный ассортимент изделий.
Выбрав четырехсторонний станок для профилирования бруса, производят профиль с соединением паз — шип, две ровные (полукруглые) стороны. Строгальные операции могут быть совмещены на одном станке после прорезки профиля. Разнообразие вариантов геометрии сечения бруса определяется комплектацией режущих насадок.
Столяру, использующему четырехсторонний продольно фрезерный станок, упрощается работа по получению из деревянных брусьев для дверных, оконных рам, плинтуса, детали шкафов, полового покрытия и пр.
Пиломатериал после дисковой пилы имеет низкое качество поверхности. Одновременно достичь требуемой точности размеров позволяет 4-сторонний строгальный станок, нужной производительности. У него имеется от 4 до 10 шпинделей, на которые, по необходимости, ставят и нож с пазовым лезвием по дереву.
Четырехсторонние станки. история. классификация. технологические схемы.
Четырехсторонние станки. История. Классификация. Технологические схемы.
История создания.
Первый строгально-калевочный станок — предшественник современных четырехсторонних станков — был запатентован в 1827 году Joseph Bramah и Malcolm Muir.
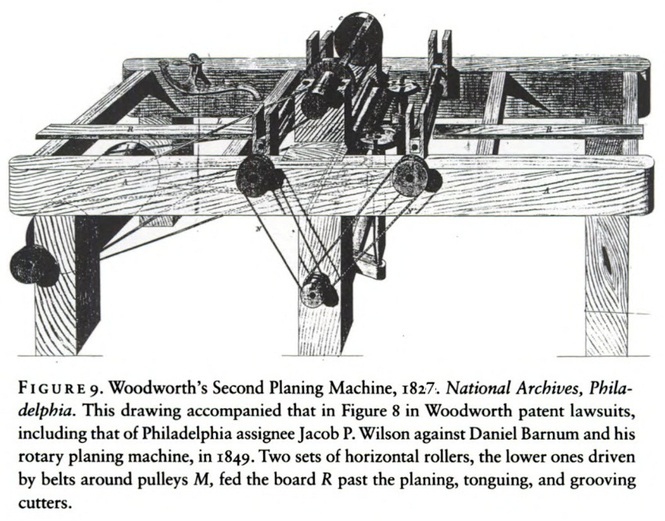
Распространению данных станков мешало отсутствие индивидуального привода. Привод был групповым, то есть общим для всех станков, и осуществлялся от вала водяного колеса, а позднее — от вала паровой машины, проходил через весь цех, и от него отходили отдельные ременные передачи для каждого вращающегося агрегата. Понятно, что подвести сразу несколько приводных ремней ко всем четырем шпинделям, расположенным в четырехстороннем станке и вертикально, и горизонтально, а также к механизму подачи, было весьма непросто.
Но в 1907 году английская фирма Wadkin создала DC Pattern Miller с отдельным электродвигателем, что дало толчок развитию деревообрабатывающих станков с приводом от собственного электродвигателя. Начался период промышленной деревообработки, в развитии технологий которой четырехсторонние станки сыграли одну из главных ролей.
Классификация.
Назначение четырехсторонних строгальных станков — строгание, фрезерование брусков, досок или бруса для получения заготовок и деталей, имеющих прямоугольное или профильное постоянное по всей длине сечение.
Область применения — деревообрабатывающие и мебельные предприятия, выпускающие погонажные изделия, детали мебели из дерева, строительного бруса и балок.
За многие годы, прошедшие с момента их изобретения, четырехсторонние станки сохранили весь изначально заложенный в них состав узлов, хотя и серьезно изменились за счет совершенствования конструкции.
Любой такой станок и сегодня включает в себя станину с расположенными на ней столами (рабочим и фуговальным); продольные направляющие линейки; механизм подачи (концентрированный или распределенный); прижимы для заготовок (боковые и вертикальные); фрезерные агрегаты (горизонтальные и вертикальные) и систему управления.
По исполнению четырехсторонние станки условно подразделяются на три основные группы. К первой относят легкие, с шириной обработки деталей до 180 мм. Они предназначены преимущественно для производства погонажных столярных изделий (наличников, плинтусов и т. д.) Скорость подачи таких станков — от 6 до 24 м/мин, число шпинделей — 4-6. Станки второй группы — средние, с шириной обработки до 250 мм. Применяются для производства строительного погонажа, брусьев, досок и т. д. Скорость подачи станков этой группы — 8-60 м/мин, а у станков для калибрования пиломатериалов — 150 м/мин и выше. Третья группа — тяжелые станки с шириной обработки до 600 мм. Служат для обработки строительных балок, стенового клееного бруса и других подобных деталей с большим поперечным сечением.
Существуют и сверхтяжелые четырехсторонние станки с шириной фрезерования до 2600 мм, используемые при обработке широких клееных щитов и балок.
Существует также деление четырехсторонних станков по технологическому назначению. Обычно у станков имеется, как правило, всего четыре шпинделя для обработки заготовки снизу, с обоих боков и сверху.
Если четырехсторонние станки снабжены устройствами и фрезерными агрегатами для устранения кривизны (покоробленности) исходных заготовок, то по аналогии с ручным фуганком на профессиональном языке они могут называться фуговальными. У них имеются на входе удлиненный рабочий (фуговальный) стол и агрегаты, обеспечивающие создание плоской базовой поверхности на нижней пласти и кромке исходных заготовок.
Станки, оснащенные на выходе дополнительным, пятым, шпинделем, предназначенным для выборки глубокого продольного профиля на заготовках или их продольного раскроя пилами на заготовки, называются калевочными — по аналогии с рубанком-калевочником. Станки, совмещающие функции фугования и отборки профиля и оснащенные соответствующими узлами и агрегатами, называются фуговально-калевочными.
Первый калевочный станок сконструировал в 1920 году в Германии Армин Бернер. Работая в фирме Gubisch, он усовершенствовал конструкцию станка и расширил спектр его функций, в результате чего был создан первый фуговально-калевочный четырехсторонний станок.
Технологические схемы.
Любой четырехсторонний станок можно рассматривать как комбинацию механизмов фрезерных станков, сгруппированных на одной станине в порядке последовательности выполнения операций по обработке деталей.
При классической схеме расположения шпинделей  первым по подаче располагается нижний горизонтальный, который, подобно шпинделю фуговального станка, создает на нижней пласти заготовки прямолинейную плоскую базовую поверхность. Затем в станке устанавливается первый вертикальный шпиндель (справа), задачей которого является создание плоской прямолинейной базовой поверхности на кромке заготовки, которая будет строго перпендикулярна базовой, сформированной на ее нижней пласти. Работа этого шпинделя подобна работе фрезерного вертикального станка с нижним расположением шпинделя, выполняющего функцию фугования кромки.
первым по подаче располагается нижний горизонтальный, который, подобно шпинделю фуговального станка, создает на нижней пласти заготовки прямолинейную плоскую базовую поверхность. Затем в станке устанавливается первый вертикальный шпиндель (справа), задачей которого является создание плоской прямолинейной базовой поверхности на кромке заготовки, которая будет строго перпендикулярна базовой, сформированной на ее нижней пласти. Работа этого шпинделя подобна работе фрезерного вертикального станка с нижним расположением шпинделя, выполняющего функцию фугования кромки.
В станках классической схемы за первым вертикальным шпинделем следует аналогичный, но выполняющий функцию рейсмусовой обработки для получения заданной ширины заготовки. Этим же шпинделем может одновременно выполняться и формирование профиля на кромке.
Толщина формируется верхним горизонтальным шпинделем за счет съема припуска с верхней пласти заготовки — аналогично обработке на одностороннем рейсмусовом станке. Этим же шпинделем при установке соответствующего инструмента можно формировать и профиль на верхней пласти заготовки.
Таким образом, на четырехстороннем станке последовательно обрабатываются все четыре продольные поверхности детали, что, собственно, и предопределило название оборудования.
Однако в ряде случаев последовательность расположения и количество шпинделей в четырехстороннем станке могут отличаться от принятых в классической схеме.
Основное значение при этом имеет форма сечения обрабатываемого профиля. У него может быть, например, большая глубина припуска, который невозможно снять одной фрезой из-за необходимости большого увеличения диаметра фрезы. Величина (глубина) припуска может ограничиваться мощностью привода одного шпинделя, что не позволит удалить припуск полностью за один проход. У профиля могут также иметься какие-то поднутрения, недоступные для горизонтальной или вертикальных фрез.
Кроме того, при продвижении обрабатываемой заготовки через станок, посредством надежного контакта с элементами механизма подачи должна обеспечиваться строгая равномерность этого перемещения. Но, скажем, при изготовлении деталей треугольного или близкого к нему сечения на заготовке просто не остается поверхностей, пригодных для контакта с вальцами механизма подачи, и окончательное формирование профиля должно производиться несколькими фрезами, установленными на суппортах, которые расположены как можно ближе к выходной стороне станка.
Все это может привести к необходимости использования в станке дополнительных горизонтальных и вертикальных шпинделей, в том числе наклоняемых.
Но наиболее часто в калевочных четырехсторонних станках для формирования относительно несложных профилей используется пятый, дополнительный, шпиндель, суппорт которого позволяет размещать его сверху, снизу, слева или справа от заготовки или наклонять под любым заданным углом.
Патент на такой универсальный калевочный суппорт, переставляемый в различные положения, был получен в 1954 году немецкой фирмой Weinig.
Число шпинделей, по сравнению с классической схемой, увеличивается и в фуговальных четырехсторонних станках. А о принципе работы этого оборудования и способах фугования речь пойдет в следующей статье.
stanki-doma.ru




