 Станки дома
Станки дома Введение
В основных направлениях экономического развития России перед машиностроением поставлена важнейшая задача повышения производительности труда на основе широкого внедрения новой техники и прогрессивной технологии — станков с ЧПУ, роторных, роторно-конвейерных автоматических линий, автоматизированных и роботизированных комплексов, гибких производственных линий.
В целях решения этой задачи необходимо совершенствовать ремонтное производство, обеспечивая надежную работу машин и оборудования во всех отраслях народного хозяйства. Крайне важно развивать фирменный ремонт и обслуживание силами изготовителей сложной и особо точной механики, обеспечить потребности в запасных частях к машинам и оборудованию. Определение границ экономической целесообразности ремонта, а на этой основе — оптимальных сроков службы оборудования и путей наиболее рациональной организации ремонтных работ приобретает все большее значение.
Машиностроительные предприятия имеют большой парк технологического оборудования для производства различной продукции. От точности и надежности его работы зависят качество выпускаемых изделий и производительность труда. Следовательно, все виды оборудования, в том числе и металлорежущие станки, должны безотказно работать. Но даже изготовленные из самых износостойких материалов детали станков не могут быть вечными. Простой оборудования из-за неисправности и ремонта, нарушая производственный процесс, способны резко ухудшить экономические показатели предприятия, а снижение точности — увеличивать брак и отрицательно сказываться на качестве выпускаемой продукции.
Управление ремонтом и техническим обслуживанием оборудования представляет собой одну из наиболее сложных областей управления промышленным производством. Разнообразие объектов ремонтного обслуживания, их конструктивная и технологическая сложность, отсутствие стереотипности в выполняемых работах, совмещение в одной службе конструкторской, технологической и производственной функции делают работу инженерно-технического персонала ремонтной службы весьма сложной и ответственной. В современных условиях по мере возрастания механизации и автоматизации производственных процессов экономические результаты деятельности предприятий все больше зависят от качества организации ремонта и технического обслуживания оборудования, от работы ремонтной службы предприятия.
Многие вопросы совершенствования организации ремонта и технического обслуживания оборудования могут решаться только на основе экспериментирования в производственных условиях. Поэтому успешность дальнейшей работы по созданию теории планово-предупредительного ремонта и науки о ремонте оборудования в большой степени зависит от инициативы, которую будут проявлять работники ремонтных служб заводов, от того, насколько, активно будут участвовать в этой работе коллективы ремонтных служб, от степени интереса к этой работе ремонтного персонала заводов.
Лекция №10. ремонт типовых деталей и механизмов — киберпедия
Ремонт и сборка шпоночных, шлицевых и прессовых соединений
Шпоночные соединения.Одним из видов разъемных соединений является соединение с помощью клиновых, призматических или сегментных шпонок.
Клиновые врезные шпонки забивают в паз на валу. Рабочей является широкая грань шпонки. Клиновые шпонки должны иметь уклон рабочей грани по длине 1/100.
Призматические шпонки имеют прямоугольное сечение. Их закладывают в пазы на валу и в насаживаемой на него детали. Если деталь должна свободно перемещаться по валу, шпонку крепят винтами. В этом случае она называется направляющей. Призматическая шпонка воспринимает передаваемое усилие своими боковыми гранями.
Сегментные шпонки имеют вид сегмента, круглой стороной их закладывают в гнездо вала или втулки. Эти шпонки применяют для передачи небольших усилий.
При ремонте в соединениях с помощью шпонок меняют ступицы детали, обтачивают валы и ставят компенсационные втулки, фрезеруют новые пазы для шпонок.
Шлицевые соединения.Шлицевые соединения образуются выступами (шлицами) на валу и соответствующими впадинами (пазами) в отверстии насаживаемой на вал детали. Шлицы на валу фрезеруют, а пазы в отверстии протягивают.
Подвижные шлицевые соединения обычно имеют посадку с зазором, а жесткие соединения — посадку с натягом.
Перед сборкой шлицевых соединений необходимо тщательно осмотреть собираемые детали, удалить с поверхности шлицов забоины, заусенцы, запилить острые края и снять фаски на торцах вала и втулки. Сопрягаемые поверхности следует смазать.
Сборка прессовых соединений.Прессовые соединения являются неразъемными. Поверхности соединяемых деталей перед запрессовкой необходимо тщательно осмотреть, снять заусенцы, чистой ветошью удалить грязь и масло, затем вновь смазать. Процесс сборки заключается в том, что охватываемую деталь (вал) под давлением вводят в отверстие охватывающей детали (втулки, зубчатого колеса) или, наоборот, охватывающую деталь насаживают на охватываемую деталь. Для этой цели применяют прессы ручные (винтовые и реечные) с механическим приводом, пневматические и гидравлические. Детали небольших диаметров (штифты, шпонки) запрессовывают вручную легкими ударами молотка, выколотками или специальными молотками из мягких металлов. Широко применяется соединение с подогревом охватывающей детали или с охлаждением охватываемой. Так соединяют главным образом детали большого диаметра, когда требуется обеспечить натяг больше 0,1 мм. Детали равномерно прогревают в ваннах с кипящей водой или маслом (при температуре 70… 120 °С). Используют также газовые горелки, нагревая ими деталь до 400 «С, или электрические печи.
Охлаждение охватываемой детали применяют при запрессовке небольших деталей в массивные. Детали охлаждают в специальных баках с двойными стенками, изолированными одна от другой шлако- или стекловатой. Баки наполняют твердой углекислотой, температура которой -78 °С. Охлаждают детали в холодильниках, кислородом или азотом до температуры -180 °С. Деталь берут клещами и помещают в бак или холодильник. Время выдержки деталей, например, в жидком азоте 7… 10 мин при толщине стенки 8… 10 мм и 12… 15 мин при толщине стенки 20…30 мм. Расход жидкого азота 0,8 л на 1 кг массы охлаждаемой детали.
Ремонт валов, осей и шпинделей
Технология ремонта валов, осей и шпинделей почти одинакова, поскольку эти детали относятся к телам вращения. Некоторые особенности ремонта тех или иных деталей обусловлены предъявляемыми к ним требованиями.
При эксплуатации у валов, осей и шпинделей изнашиваются посадочные шейки, шпоночные и шлицевые пазы, резьбовые поверхности, центровые отверстия. Кроме того, валы и оси могут быть изогнуты или скручены. Выбор способа ремонта этих деталей зависит от величины износа и возможностей ремонтной базы.
Очищенные от грязи и смазки валы (оси) сначала выправляют (скрученные валы, как правило, не ремонтируют, а изготавливают заново, так как механические свойства таких валов в значительной мере ухудшены). Правку производят винтовыми скобами или на прессах. Валы и оси диаметром более 60 мм правят с местным нагревом. После предварительной правки в деталях зачищают центровые отверстия. Эту операцию осуществляют на токарном станке выглаживанием с помощью специального центра. Такой способ восстановления центровых отверстий эффективен, высокопроизводителен, обеспечивает шероховатость 0,8…0,4 мкм.
Специальные центры для выглаживания изготавливают из вышедших из строя центров. Для этого рабочую часть центра отжигают и фрезеруют в ней паз, в который впаивают пластину из твердого сплава (например, марки Т15К6). Пластину шлифуют под углом 60° вместе с основным металлом, из которого изготовлен центр. Один конец вала (оси) закрепляют в патроне токарного станка, а другой — устанавливают на люнет. В пиноль задней бабки вставляют центр с пластиной из твердого сплава и включают станок. Центр направляют в центровое отверстие ремонтируемого вала или оси. Рабочая поверхность центра притирает забоины и царапины на конической части центрового отверстия ремонтируемой детали, заглаживая поверхность. После восстановления обоих центровых отверстий вал (ось) устанавливают в центры и с помощью индикатора определяют величину биения шеек, затем производят окончательную правку.
Шейки валов (осей) ремонтируют различными способами, в зависимости от величины их износа. При значительном износе шейки протачивают и шлифуют под ремонтный размер или запрессовывают в них компенсационное кольцо, которое обтачивают и шлифуют на номинальный размер. При износе до 0,15 мм на диаметр исходный размер шейки восстанавливают хромированием, предварительно выполнив операцию шлифования для вывода рисок. Шейки валов (осей) с износом более 0,2 мм на сторону восстанавливают вибродуговой наплавкой, осталиванием, электромеханическим способом и с помощью ферромагнитных порошков, при износе более 0,3 мм на сторону применяют наплавку, металлизацию или осталивание. Выбор способа наращивания поверхностей зависит также от посадки — зазора или натяга. Механическую обработку деталей после их восстановления осуществляют по обычной технологии, в зависимости от требований к точности и шероховатости поверхностей.
Шпоночные пазы у валов и осей восстанавливают фрезерованием на следующий ремонтный размер или под нестандартную ступенчатую шпонку. Иногда эти детали заваривают, затем поворачивают вокруг оси на 90° и фрезеруют в них новые пазы с номинальными размерами. Шлицы восстанавливают по этой же технологии. При малом износе их хромируют. Резьбы при ремонте валов и осей обычно выполняют заново с изготовлением для них новых нестандартных гаек и болтов «по месту».
Ремонт подшипников
У подшипников скольжения изнашиваются трущиеся поверхности по отверстию втулки, что приводит к увеличению зазора в соединении с валом, искажению геометрической формы отверстия, появлению задиров, отслаиванию поверхности и т.д. Когда в сопрягаемой паре вал — втулка подшипника величина износа выходит за пределы допустимого, необходим ремонт. Иногда изношенную шейку вала восстанавливать до прежнего (номинального) размера нецелесообразно. В этом случае вал шлифуют и изготавливают новую втулку по диаметру шейки отшлифованного вала.
Регулируемые подшипники скольжения в период эксплуатации сначала регулируют, а в том случае, если весь регулировочный диапазон выбран, их ремонтируют. Особое внимание при ремонте разъемных подшипников уделяют слесарным работам.
Важную функцию в подшипниках скольжения выполняют смазочные канавки. От их профиля и расположения в подшипнике зависит качество его работы. Смазочные канавки для удержания смазки выполняют не по всей длине подшипника, а; не доведя до торца на 0,1 его длины. Ориентировочная глубина канавок 0,025, ширина — 0,1 от величины внутреннего диаметра подшипника.
Масляный зазор в разъемном подшипнике проверяют свинцовыми пластинами (проволокой). Одну пластину ставят вверху между шейкой вала и вкладышем, а две другие — в разъемной части в стыках подшипников. При монтаже верхнего и нижнего вкладышей пластины сплющиваются. Демонтируя подшипник, пластины вынимают и замеряют их толщину микрометром. Разность между толщиной δ1 верхней пластинами и толщинами δ2 и δ3 боковых пластин равна зазору h между валом и подшипником:
Окончательное шабрение вкладышей производят по световым бликам, получаемым прокручиванием вручную неокрашенного вала в подшипниках. Хорошо пришабренные подшипники при проверке окрашиваются равномерно по всей окружности на 70… 75 % поверхности.
Подшипники качения широко применяют в машиностроении, однако в условиях неспециализированных предприятий ремонту не подвергаются (не подлежат).
Ремонт шкивов и ременных передач
Для передачи крутящего момента от электродвигателя к коробке скоростей на металлорежущих станках применяют клиноременную передачу. От ведущего шкива на электродвигателе вращение передается на ведомый шкив коробки скоростей. Поверхности шкивов, сопрягающиеся с ремнями, должны иметь шероховатость Ra 6,3… 3,2 мкм, наружный диаметр шкива должен точно соответствовать указанному на чертеже и обеспечивать требуемое передаточное отношение. Не допускаются надломы и трещины шкивов, а также их биение по наружному диаметру и торцам. Шкивы должны быть сбалансированы, т. е. уравновешены.
У шкивов под клиновые ремни изнашиваются прежде всего поверхности канавок. Этот износ иногда бывает настолько большим, что ремень опускается до дна канавки, происходит излом буртиков, нарушается балансировка шкива. У шкивов клиноременных передач поверхности обода и стенок канавок обтачивают до устранения износа, а дно канавок углубляют (все канавки должны иметь одинаковый профиль и размеры; их проверяют шаблоном или с помощью ремня, который должен располагаться в канавке так, как показано на рис. 8, б). Изломы и трещины после слесарной подготовки устраняют сваркой. Перед сваркой шкив из чугуна равномерно по всему диаметру нагревают для устранения на свариваемом участке металла внутренних напряжений, которые могут обусловить образование трещин в других местах.
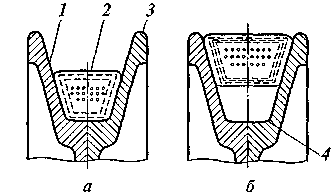
а — неправильно; б — правильно; 1 — контактная поверхность; 2 — клиновой ремень; 3 — буртик шкива; 4 — дно канавки
Рисунок 8 — Схема расположения клинового ремня:
Для сохранения передаточного отношения между шкивами рекомендуется обтачивать до соответствующего диаметра и второй шкив, не подвергавшийся ремонту. При ремонте шкивов допускается изменение частоты вращения ременной передачи (повышение пли понижение) не более чем на 15% от номинальной (при больших отклонениях изготавливают новые шкивы).
Валы, на которых расположены шкивы ременной передачи, должны быть параллельными. Проверяют параллельность по торцам насаженных шкивов, которые должны находиться в одной плоскости.
Отклонение длины ремней в одном комплекте не должно превышать допуска, установленного ГОСТ 1284.1-80. При разности длин ремней в комплекте даже в пределах 1… 2 мм не обеспечивается равномерная нагрузка на каждый ремень, что вызывает быстрый износ перегруженных ремней и канавок шкивов, а следовательно, частую замену комплекта ремней и ремонт шкивов.
Натяжение ремней регулируют промежуточным натяжным роликом.
Стрела прогиба ветви ремня зависит от его длины: чем больше расстояние между осями, тем длиннее ремень и, следовательно, больше общая стрела прогиба даже при одинаковом натяжении.
При контроле натяжений используют данные, приведенные в табл. 5 (номинальные значения P и Q гарантируют натяжение в соответствии с техническими условиями).
Таблица 5 — Зависимость значений нагружения, стрелы прогиба и натяжения ветви клинового ремня от его сечения
| Показатель | Сечение клиновидного ремня | |||
| | А | Б | В | |
| Номинальное значение нагружения Q ветви ремня, Н | ||||
| Номинальное значение стрелы прогиба ветви ремня, мм | ||||
| Натяжение Р ветви ремня согласно техническим условиям, Н |
Ремонт зубчатых колес
Зубчатые колеса могут иметь следующие дефекты: износ рабочего профиля зубьев, скол части зуба или нескольких зубьев полностью, трещины на зубчатом венце, спице или ступице колеса, износ отверстия, шпоночного паза, шлицов в ступице, вмятины на торцах зубьев. Такие же дефекты могут быть и у червячных колес.
По способу ремонта зубчатые колеса условно можно разделить на быстроходные и тихоходные, термически обработанные и «сырые», мелкие и крупные. К быстроходным относятся колеса, работающие при окружных скоростях 6… 10 м/с, к тихоходным — колеса, работающие при скоростях 2 м/с и менее. «Сырые» зубчатые колеса — это колеса, изготовленные из стали без термообработки. Зубчатые колеса с модулем более 5 мм относятся к крупным. Зубчатые колеса могут быть изготовлены из различных материалов: стали, чугуна, цветных металлов, неметаллических материалов. Указанные различия и условия работы зубчатых колес определяют способы их ремонта.
Наиболее частый дефект зубчатых колес — износ рабочего профиля зубьев. Как правило, зубчатые колеса с изношенными зубьями не восстанавливают, а заменяют новыми, за исключением колес, у которых износ толщины зуба не выходит за пределы допустимого (табл. 6). Если такие зубчатые колеса не существенно ухудшают работу механизма, то их можно не менять.
Таблица 6 — Допустимый износ зубьев зубчатых колес
Если диаметры пары зубчатых колес различаются более чем в два раза, то в такой паре значительному износу подвергается прежде всего малое колесо. В этом случае целесообразно своевременно заменить малое колесо, а большое — не менять. Заменять только одно зубчатое колесо рекомендуется также в зубчатых парах, в которых одно колесо термообработанное, а второе — «сырое» (заменяют «сырое» колесо, которое в зацеплении с более твердым термообработанным быстро обкатывается). Такая замена допустима лишь в том случае, если износ термообработанного колеса не выходит за пределы допустимого.
Ремонт зубчатого колеса со шлицевым отверстием осуществляют в соответствии с установленной технологической последовательностью: промывка зубчатого колеса, снятого со шлицевого вала ремонтируемого механизма; зачистка центра шлицевого вала; обточка (сточка) зубчатого венца на токарном станке; установка зубчатого колеса на снятом с механизма шлицевом валу, закрепление его; установка шлицевого вала с колесом (сборка) в центры токарного станка, обточка колеса на диаметры 160f7 и 130js6 (рис. 9, а); выточка кольца по чертежу (рис. 9, б) с выдержкой размеров поверхностей (7), (2), (I) и (3); установка кольца на ступице, сверление шести отверстий под резьбу М10; разборка детали и рассверливание в кольце отверстия диаметром 10G7 под развертку; обточка винтов М10 (длина винта 16 мм; длина резьбовой части 10 мм; диаметр цилиндрической части 10g6); рассверливание в кольце отверстия диаметром 10G7; сборка детали; установка собранного колеса на шлицевой вал, закрепление его от осевого смещения; установка вала с колесом в центры токарного станка, обточка колеса до диаметра 216f7, торцовка и снятие фасок (2)и (3) (рис. 9,в); установка вала с колесом на зуборезный станок, нарезание зубьев (рис. 142, г); снятие зубчатого колеса со шлицевого вала; закалка зубчатого венца токами высокой частоты; обкатка зубчатого колеса.
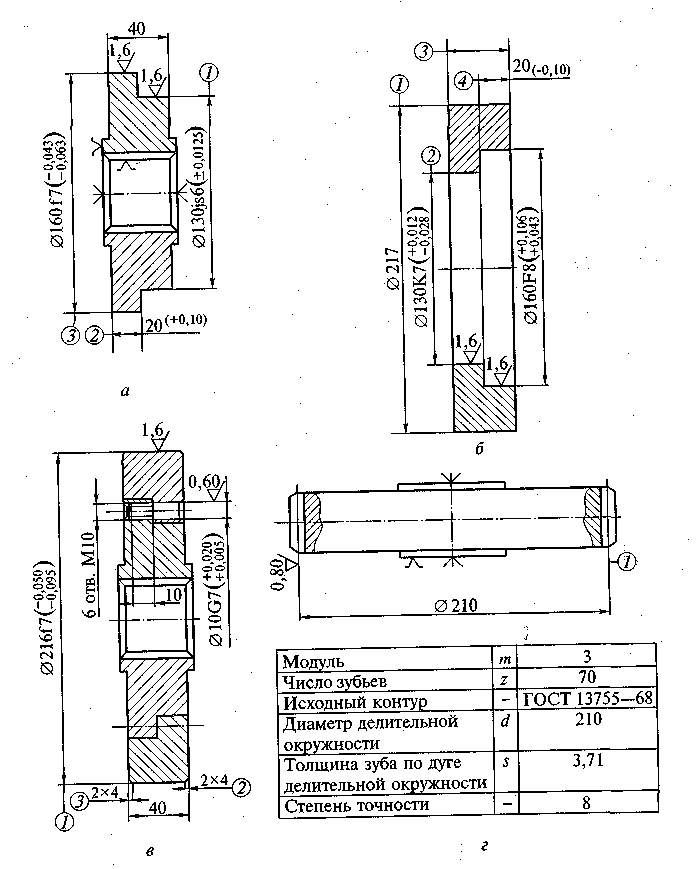
I, 2, 3, 4 — поверхности зубчатого колеса, подвергаемые ремонту
Рисунок 9 — Последовательность ремонта зубчатого колеса
Ремонт зубчатых блоков выполняют заменой одной или двух шестерен новыми. Крепление новых шестерен на подготовленной ступице может быть различным: винтами, на шпонке с упорным кольцом на шпонке гайкой и на шпонке винтом.
Текстолитовые зубчатые колеса, составленные из набора текстолитовых дисков, сжатых с двух сторон латунными или стальными фланцами, временно восстанавливают путем поворота текстолитовых пластин на один-два зубца (рис. 10). Червячные колеса после износа зубчатого венца восстанавливают заменой венца. Ремонт легко выполним, если колеса сборные (рис. 11).
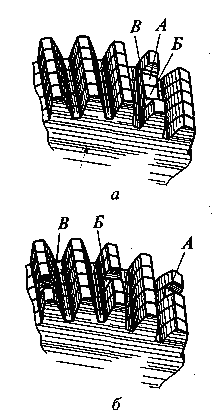
а — сломанный зуб; б — зуб после ремонта; А, Б, В — пластины зубчатого
колеса с поломанными зубьями
Рисунок 10 — Временный ремонт сборного текстолитового зубчатого
колеса
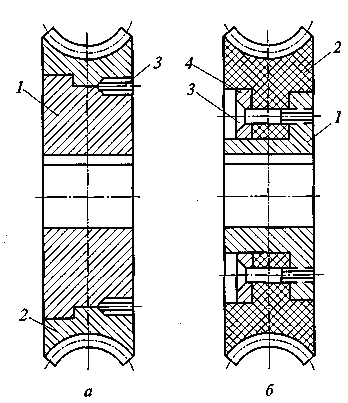
а — с бронзовым (чугунным) венцом; б — с капроновым венцом; 1 — ступица; 2 — зубчатый венец; 3 — винт; 4 — шайба
Рисунок 11 — Схема замены зубчатого венца червячного колеса
Ремонт винтов и гаек
Крепежные детали при ремонте оборудования (болты, винты и гайки) восстановлению не подлежат и заменяются новыми. Винты механизмов, преобразующих вращательное движение в поступательное перемещение частей станка, и работающие с ними в паре гайки (ходовые винты и гайки механизмов токарных станков для подачи суппорта и поворотной каретки, винты механизмов перемещения столов и др.) иногда целесообразно восстанавливать. Восстановлению подлежат винты только с трапецеидальной или треугольной резьбами.
Ремонт ходовых винтов начинают с зачистки или расточки центровых отверстий. Далее винт устанавливают в центрах токарного станка и проверяют его на биение. Искривленные винты рихтуют с помощью стяжек, рычагов или на прессах. Резьбовую часть винта протачивают или шлифуют по наружному диаметру, прорезают канавку резьбы и протачивают боковые поверхности трапеции или резьбы треугольного профиля, сохраняя при этом все параметры резьбы, кроме наружного и внутреннего диаметров. К винту по восстановленной резьбе изготавливают новую нестандартную гайку. Посадочные шейки винта шлифуют, а сопряженные с ними втулки изготавливают заново.
Многозаходные винты прессов восстановлению не подлежат, так как в процессе эксплуатации они теряют механическую прочность.
Ходовые винты специального оборудования, постоянно эксплуатируемые на небольшой длине, при ремонте переворачивают так, чтобы в работе находилась неизношенная часть винта. Шейки винтов протачивают или устанавливают на них новые переходные втулки.
Гайки, сопряженные с ходовыми винтами, ремонтируют в том случае, если винтовая пара работает с небольшими нагрузками, во всех остальных случаях гайки изготавливают заново по отремонтированным винтам.
Ремонт резьбовой части нерегулируемой гайки путем заливки акрилопластом осуществляют в соответствии с установленной технологической последовательностью: установка и выверка изношенной гайки в патроне токарного станка, расточка гайки с размерами поверхностей 1 d1и 2 d (рис. 12, а) с полным снятием старой резьбы (и дополнительно плюс 3 мм на сторону; Ra = = 12,5 мкм); расточка кольцевых канавок с поверхностями 3 и 4 для предотвращения осевого смещения затвердевшего акрилопласта; выточка двух шайб (рис. 12, б) с поверхностями 5,6,7,8 приготовление акрилопласта; обезжиривание расточенного отверстия гайки; покрытие поверхности винта и торцов шайб тонким слоем парафина или мыла; сборка гайки и винта, центровка их шайбами; герметизация канавки винта по торцам шайб пластилином; заливка акрилопласта под верхнюю шайбу
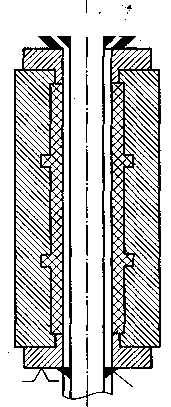

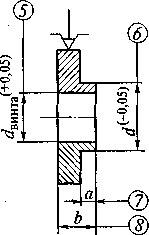
а — ремонт с расточкой резьбы: 1, 2, 3, 4 — ремонтируемые поверхности; d, d1, d2 — размеры резьбы; б — метод ремонта с помощью шайб: 5, 6, 7,8— обрабатываемые поверхности;
а, b, с — размеры шайбы; в — ремонт гайки с помощью заливки акрилопласта:
1 — пластилин; 2 — каналы, для заливки
Рисунок 12 — Последовательность ремонта нерегулируемой гайки путем
заливки акрилопласта
Значение износа резьбы винта определяется как разность относительных смещений гайки и винта, измеренных на различных участках резьбы винта.
Износ резьбы в виде легкого равномерного по всей длине гайки смятия (без рифлений) при сохранении точности шага считается нормальным. Если износ винта превышает 0,04 мм, профиль резьбы выравнивают по всей длине шлифованием.
При техническом обслуживании и ремонте промышленного оборудования, особенно станков с ЧПУ, контролируют и регулируют усилия затяжки резьбовых соединений, моменты вращения и перемещения исполнительных механизмов и узлов станков, предельные моменты муфт приводов, предохранительных устройств и др., используя при этом специальные приспособления — динамометрические ключи.
Литература 1осн.[176-184], 1доп.[72-74]
Контрольные вопросы
1. Какие виды шпонок Вы знаете?
2. Что представляет собой сегментная шпонка?
3. Каким образом охлаждают детали при запрессовке небольших деталей в массивные?
4. Почему не ремонтируют скрученные валы?
5. Каким образом восстанавливают шпоночные пазы у валов и осей?
6. Каким образом поступают с изношенными подшипниками качения в условиях неспециализированных предприятий?
7. Какими дефектами могут обладать зубчатые колеса?
8. Каким образом восстанавливают крепежные детали при ремонте оборудования??
§
Общие сведения
Развитие химической промышленности и связанное с этим увеличение выпуска синтетических полимерных материалов создают благоприятные условия для широкого использования полимеров в машиностроительной промышленности и в ремонтном производстве.
Полимерные материалы дешевы, при небольшой плотности обладают сравнительно высокой прочностью, устойчивы против разрушающего действия воды, горюче-смазочных материалов, кислот и щелочей, имеют хорошие электроизоляционные свойства, низкую теплопроводность, легко обрабатываются режущим инструментом.
Часто полимерные материалы не только заменяют дорогостоящие металлы и сплавы, но и превосходят их по своим качествам. Расширение применения деталей из полимерных материалов позволит упростить технологию и снизить себестоимость ремонта, повысить долговечность работы машин.
В ремонтном производстве способы восстановления деталей машин полимерными материалами получили значительное развитие вследствие своих бесспорных преимуществ перед другими способами ремонта. Так, например, клеевыми составами на основе эпоксидной смолы восстанавливают детали, работающие при температуре до 250° С.
Эти составы можно приготовлять различной вязкости, что дает возможность получать клеевые швы любой формы. Благодаря этому эпоксидные клеевые составы широко используют для заделки трещин и пробоин в толстостенных деталях — блоках цилиндров и картерах автотракторных двигателей, корпусах коробок передач и задних мостов, крышках распределительных шестерен и т. д. Ремонт корпусных деталей этим способом обходится в 5— 10 раз дешевле, чем ремонт сваркой, пайкой и установкой штифтов.
Основу полимерных материалов составляет искусственная (синтетическая) или естественная смола, играющая роль связующего материала. В ряде случаев смолу применяют в чистом виде, например, при заделке тонких трещин. Обычно же в смолу вводят наполнители, пластификаторы, отвердители, красители и др. материалы.
Наполнители (железный порошок, цемент, алюминиевая пудра, стеклоткань и др.) улучшают механические свойства полимеров (прочность, ударную вязкость и т. д.).
Пластификаторы (дибутилфталат, диметилфталат и др.) сообщают полимерам пластичность н хорошую обрабатываемость.
Отвердители (полиэтиленполиамин, гексаметилендиамин и др.) содействуют необратимому переводу материала в твердое состояние.
Красители (сурик, мумия и др.) придают полимерам определенный цвет.
В практике ремонта находят применение главным образом следующие полимерные материалы: композиции (составы) на основе эпоксидной смолы ЭД-6, полимерный порошок ПФН-12 и синтетические клеи БФ-2, БФ-4 БФ-6 и ВС-ЮТ.
Наиболее распространенные способы восстановления деталей полимерами: заделка трещин и пробоин, восстановление неподвижных и резьбовых соединений эпоксидными составами и синтетическими клеями; устранение неровностей, вмятин и других дефектов деталей газопламенным нанесением полимерного порошка; приклейка накладок к тормозным колодкам и дискам муфт сцепления и муфт управления автомобилей и тракторов; склеивание поломанных деталей.
Ремонт деталей машин литьем под давлением (термопластичными полимерными материалами) и прессованием (термореактивными полимерными материалами) требует дорогостоящего оборудования, экономически целесообразен на специализированных ремонтных предприятиях и участках и здесь не рассматривается.
К общим операциям, выполняемым при различных способах восстановления деталей составами на основе эпоксидной смолы ЭД-6, относятся обезжиривание деталей, приготовление состава и его отверждение. Рассмотрим эти операции.
Обезжиривание деталей. Участки деталей перед нанесением полимерных материалов обезжиривают: либо протирают ацетоном (ватным тампоном, обернутым марлей) и выдерживают при температуре 20 °С в течение 8— 10 мин, либо помещают в ванну с водным щелочным раствором.
Для приготовления раствора на 1 л воды берут 50 г кальцинированной соды, 10 г едкого натра и 30 г тринатрий фосфата. Продолжительность обезжиривания в ванне при температуре раствора 75—90°С — не менее 5 мин. Детали, обезжиренные водным щелочным раствором, тщательно промывают горячей (70—80 °С водой, а затем холодной проточной водой.
Если на высушенную обезжиренную поверхность детали капнуть водой, то капля должна растекаться и смачивать поверхность.
После обезжиривания нужно внимательно следить за тем, чтобы на обезжиренные участки не попали грязь или масло, иначе весь процесс придется повторять.
Приготовление составов на основе эпоксидной смолы ЭД-6. В рекомендуемые для ремонтных предприятий составы входят такие компоненты: эпоксидная смола ЭД-6 (СТУ 30-14026—63), дибутилфталат (ГОСТ 8728—58), железный порошок (ТУ 3648—50), цемент марки 500, алюминиевая пудра ПАК-1, полиэтиленполиамин (СТУ 49-2529—62). Рецепты составов приведены в таблице 7.
Таблица 7 — Рецепты составов на основе эпоксидной смолы ЭД-6 (в массовых частях)
| Рецепт | ||||
| Составные части | А | Б | В | Г |
| Эпоксидная смола ЭД-6 Пластификатор дибутилфталат Наполнители: | 10—15 | |||
| железный порошок цемент | — | |||
| алюминиевая пудра Отвердитель-полиэтилен- полиамин |
Технология приготовления состава заключается в следующем. Наполнитель — железный порошок, цемент или алюминиевую пудру — просушивают в вакуум-сушильном шкафу на противне при температуре 100—120 СС в течение 2—3 ч. Полиэтиленполиамин, помещенный в стеклянную посуду, выпаривают в таком же шкафу при температуре 110—115 °С в течение 3 ч.
Приготовление состава рекомендуется вести на рабочем столе с вытяжным шкафом (рис. 13). Эпоксидную смолу в таре нагревают в термошкафу или водяной бане при температуре 60—80 СС, пока она не будет доведена до жидкообразного состояния, а затем отбирают необходимое количество смолы в ванночку.

Рисунок 13 — Вытяжной шкаф с водяной баней и весами.
Далее в ванночку со смолой добавляют небольшими порциями пластификатор — дибутилфталат (рис. 14, а) и тщательно перемешивают смесь стеклянной палочкой в течение 5—6 мин. После этого в полученную смесь постепенно вводят наполнитель (рис. 14, б) согласно рецепту, перемешивая смесь шпателем в течение 8— 10 мин так, чтобы не осталось кусочков наполнителя.

а — введение в смолу пластификатора; б — введение в смесь наполнителя;
в — перемешивание состава.
Рисунок 14 — Приготовление состава на основе эпоксидной смолы
Непосредственно перед применением состава в него вводят небольшими порциями отвердитель — полиэтилен полиамин (таким же способом, как и пластификатор) и перемешивают состав в течение 5 мин шпателем (рис. 174, в). В приготовленном составе не должно быть пузырьков воздуха и комков компонентов. После введения отвердителя состав должен быть использован не позднее чем через 20—25 мин.
Отверждение состава. Состав, нанесенный на деталь или введенный в сопряжение, должен быть выдержан в течение 3 суток при температуре воздуха 18—20 °С. Во время выдержки надо следить за тем, чтобы в состав не попали грязь, масло или вода. Поверхность, на которую нанесен состав, должна занимать горизонтальное положение.
Для ускорения отверждения состава деталь, выдержанную 24 ч при температуре 20 СС, нагревают в электропечи или лампами инфракрасного излучения.
Заделка трещин
Заделка трещин длиной до 20 мм. После определения границ трещины накернивают и просверливают на ее концах отверстия диаметром 2,5÷3 мм, вдоль трещины снимают крейцмейселем фаску под углом 60÷70° (рис. 15, а) на глубину I мм (при толщине стенок детали 2,5÷3 мм) и 2÷3 мм (при толщине стенок свыше 5 мм). У детали с толщиной стенок менее 1,5 мм фаску не снимают.

а — разделка трещины; 6 — нанесение состава на трещину; в — установка на трещину накладки из стеклоткани и прокатка накладки роликом; г — установка на трещину второй накладки; д — нанесение состава на вторую накладку.
Рисунок 15 — Заделка трещины
Заделка трещин длиной 20—150 мм. При заделке таких трещин после нанесения состава способом, описанным выше, устанавливают накладку из стеклоткани или технической бязи. Накладка должна перекрывать трещину на 20—25 мм.
Прикатав накладку роликом (рис. 15, в), наносят на нее шпателем тонкий слой состава, устанавливают вторую накладку, которая перекрывает трещину на 30—40 мм, и прикатывают ее роликом (рис. 15, г). Наконец наносят состав на вторую накладку (рис. 15, д), дают ему затвердеть, зачищают подтеки и наплывы.
Заделка трещин длиной более 150 мм. Длинные трещины заделывают установкой ввертышей. Для этого, подготовив трещину уже известным способом, накернивают и просверливают отверстия диаметром 7 мм по всей длине трещины так, чтобы расстояния между центрами отверстий были равны 10 мм. В отверстиях нарезают метчиками резьбу М8х1 (рис. 16). Далее зачищают поверхность детали по обе стороны трещины на 40÷50 мм и делают на зачищенной поверхности насечки крейцмейселем.
Резьбовые ввертыши М8х1 изготовляют длиной, равной толщине стенок детали. Их устанавливают после двукратного обезжиривания подготовленной поверхности, покрыв резьбу тонким слоем состава. Поверхность детали с трещиной должна находиться при этом в горизонтальном положении.
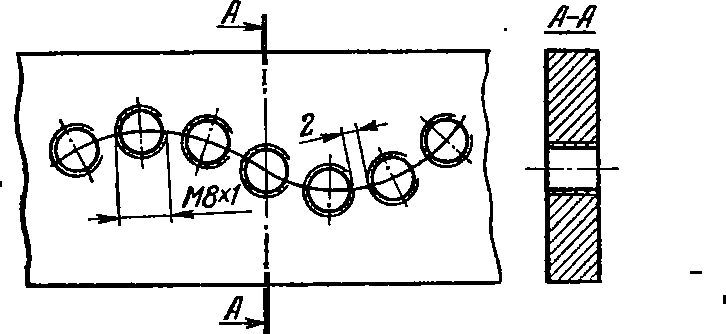
Рисунок 16 — Трещина с резьбовыми отверстия ми под ввертыши.
После установки ввертышей на трещину устанавливают две накладки из стеклоткани или технической бязи, как было описано выше.
Другой способ заделки трещин длиной более 150 мм заключается в наложении металлических накладок и закреплении их болтами. Этот способ применяют при толщине стенок детали не менее 4 мм.
Трещину разделывают обычным способом. Накладку изготовляют из листовой стали толщиной 1,5—2 мм. Она должна перекрывать трещину на 40—50 мм. В накладке сверлят отверстия диаметром 10 мм (рис. 17, а). Расстояние а между центрами отверстий должно составлять 60— 80 мм, а расстояние от центров отверстий до краев накладки — не менее 10 мм. Болты М8 х 1 изготовляют из стали Ст. 3 с резьбой, длина которой равна сумме толщин детали и накладки.
Накладку устанавливают на трещину и накернивают центр первого отверстия (рис. 17, б). Просверлив это отверстие диаметром 7 мм, нарезают в нем резьбу М8 X 1. Затем закрепляют накладку на детали болтом, ввернутым в подготовленное отверстие, и накернивают центры остальных отверстий. Сверлят отверстия и нарезают в них резьбу.
Зачистив сопрягаемые поверхности детали и накладки и дважды обезжирив их ацетоном, наносят на них тонкий слой состава, устанавливают накладку и ввертывают болты (рис. 17, е), покрытые предварительно тонким слоем состава. Последовательность установки болтов показана на рисунке 17, б. В заключение отверждают состав и зачищают подтеки и наплывы.
Рассмотренными способами заделывают трещины в головках и блоках цилиндров, блок-картерах, корпусах и поддонах воздухоочистителей, картерах сцеплений, топливных баках, корпусах коробок передач и задних мостов и других деталях тракторов, автомобилей, комбайнов при условии, что трещины не проходят через отверстия под втулки и подшипники, через резьбовые отверстия и ранее заваренные места.

с — размеры отверстий накладки; 6 — установка накладки на трещину и нарезание резьбы в детали; е — отремонтированная деталь; 1 — накладка;
2 — деталь; 3 — болт; 4 — состав.
Рисунок 17 — Заделка трещин с установкой металлической накладки
Заделка пробоин
Пробоины в деталях машин заделывают тремя способами: 1) нанесением состава на основе эпоксидной смолы с наложением накладок заподлицо; 2) нанесением состава с наложением накладок внахлестку; 3) нанесением состава с наложением металлических заплат внахлестку и закреплением их болтами.
Первый способ. Вначале притупляют зубилом и напильником острые кромки пробоины и зачищают поверхность детали вокруг пробоины на расстоянии 10÷20 мм.
Накладку, перекрывающую контуры пробоины на 10÷20 мм, вырезают из листовой стали толщиной 0,5÷0,8 мм и зачищают. В центре накладки делают пробойником отверстие и закрепляют отрезок проволоки диаметром 0,3÷0,5 мм и длиной 100÷150 мм. Затем вырезают точно по контуру пробоины накладки из стеклоткани, которая предварительно должна быть обезжирена кипячением в воде в течение 2÷3 ч и высушена.
Зачищенные поверхности металлической накладки и детали, а также кромки пробоины подвергают двукратному обезжириванию ацетоном, после чего наносят на поверхность накладки тонкий слой состава, устанавливают накладку под пробоину, как показано на рисунке 18, а, и закрепляют проволокой.
Далее на металлическую накладку помещают накладку из стеклоткани (рис. 18, б) и прикатывают ее роликом, наносят слой состава толщиной 0,1—0,15 мм, помещают в пробоину следующую накладку из стеклоткани (рис. 18, в), прикатывают ее роликом и т. д. до тех пор, пока верхняя накладка не будет установлена заподлицо с поверхностью детали. Наносят состав на верхнюю накладку и зачищенную поверхность вокруг пробоины, отверждают состав, обрезают проволоку и зачищают подтеки и наплывы.

а — закрепление металлическое накладки под пробоиной; б — установка в пробоину первой накладки из стеклоткани; е — установка в пробоину второй накладки из стеклоткани; г — пробоина с наращенной стенкой;
1 — металлическая накладка; 2 — проволока; 3 — деталь; 4 — накладка из стеклоткани; 5 — состав.
Рисунок 18 — Заделка пробоины с наложением накладок заподлицо
Второй способ. Подготовив к заделке пробоину и металлическую накладку, как описано выше, изготовляют из стеклоткани две накладки таких размеров, чтобы первая накладка перекрывала контуры пробоины на 20—25 мм, а вторая — на 30—35 мм. Вокруг пробоины по контуру накладки сверлят отверстия диаметром 3 мм на расстоянии б мм одно от другого, считая по центрам отверстий (рис. 19, а).
После двукратного обезжиривания кромок пробоины и зачищенных поверхностен металлической накладки и детали заполняют просверленные отверстия составом и наносят тонкий слой состава вокруг пробоины (рис. 19, б). Устанавливают на пробоину внахлестку металлическую накладку и слегка прижимают ее (рис. 19, в), а затем покрывают составом.
Накладывают сначала одну прокладку из стеклоткани (рис. 19, г), потом другую, последовательно прикатывая ихроликом и покрывая составом (рис. 19, д). После отверждения состава зачищают отремонтированный участок от подтеков и наплывов.


а — сверление отверстий вокруг пробоины; б— заполнение отверстий составом и нанесение состава на зачищенную поверхность вокруг пробоины;
в — установка на пробоину металлической накладки; а — установка на пробоину накладки из стеклоткани;
д — отремонтированная деталь; 1— деталь; 2 — состав; 3 — металлическая накладка; 4 — накладка из стеклоткани.
Рисунок 19 — Заделка пробоины с наложением накладок внахлестку:
Третий способ. Этот способ применяют при толщине стенок детали не менее 4 мм. Заплату изготовляют из листовой стали толщиной 1,5—2 мм такого размера, чтобы она перекрывала контуры пробоины на 40—50 мм. В заплате сверлят отверстия диаметром 10 мм (рис. 20, а). Расстояние между центрами соседних отверстий а должно составлять 50—70 мм, центры отверстий должны отстоять от края заплаты на 10 мм. Резьбовые отверстия в детали под болты М8 х 1 сверлят так же, как и в случае заделки трещины длиной более 150 мм. Дальнейшие операции также не отличаются от рассмотренных ранее. Последовательность установки болтов показана на рисунке 178, б,

а — размеры отверстий заплаты; 6 — установка заплаты на пробоину и нарезание резьбы в детали; 1— деталь; 2 — заплата.
Рисунок 20 — Заделка пробоины с наложением металлической заплаты
§
Обслуживание насосов во время работыдолжно обеспечить нормальную безаварийную работу установки. Особенно внимательно нужно следить за работой подшипников, поскольку они являются наиболее уязвимым местом. Нагрев подшипников небольших насосов проверяется па ощупь (рука должна выдерживать длительное прикосновение к корпусу подшипника). В подшипниках крупных насосов установлены термометры; показания их не должны превышать 60—70° С. При чрезмерном нагреве подшипников, нужно проверить уровень масла в подшипниках (независимо от нагрева подшипников уровень масла должен поддерживаться в указанных на масломерном стекле пределах). Если уровень масла нормальный, насос необходимо остановить, поскольку чрезмерный нагрев в этом случае указывает на неисправность подшипников. В случае охлаждаемых подшипников проверяют поступление охлаждающей воды; прекращение подачи воды также может быть причиной чрезмерного нагрева подшипников. Масло в подшипниках сменяется через каждые 800—1000 ч работы.
Нужно также внимательно следить за работой сальников. Сальники насосов, подающих холодную воду, должны быть холодными. Нагрев сальника указывает на его чрезмерную затяжку. Вода из сальников должна стекать тонкой струйкой или по каплям. Если сальники пропускают слишком большое количество воды, их необходимо подтянуть. Но затяжка или ослабление сальников допускается только на остановленном насосе. Набивка сальников со временем изнашивается и ее периодически (по мере надобности) заменяют.
Во время работы насосов необходимо также следить за показаниями всех приборов — манометра, амперметра и других. Во многих случаях по показаниям приборов можно установить причины ненормальной работы. Представим себе, например, что резко упало давление в напорной линии циркуляционного насоса. По показаниям только манометра причину этого установить нельзя: их может быть несколько. Вакуумметр показывает, что разрежение во всасывающей линии сильно выросло, а значит, увеличилось количество подаваемой насосом воды. Действительно, при увеличении расхода воды возрастает сопротивление всасывающего трубопровода и, как следствие, уменьшается давление перед насосом. Чрезмерное же увеличение подачи, как это следует из характеристик насосов, сопровождается значительным уменьшением напора насоса. Поэтому уменьшается давление в напорной линии. Но значительное увеличение подачи (при неизменном числе оборотов) может произойти только вследствие значительного уменьшения сопротивления сети. Таким образом, вероятной причиной падения давления в рассматриваемом случае является разрыв напорного трубопровода.
Остановка насоса.Перед остановкой центробежных насосов закрывают напорную задвижку, после чего выключают двигатель. Если насос останавливается на длительное время, то необходимо спустить воду из корпуса насоса.
При ремонте насосов в зависимости от сложности и трудоемкости выполняемых работ может применяться как индивидуальная, так и бригадная организация труда.
Количественный состав бригады устанавливается исходя из трудоемкости планируемых работ по ремонту насосов, предусмотренных годовым планом.
Правильная организация рабочего места предполагает четкое определение объема и характера выполняемых в нем работ, необходимое оснащение, рациональную планировку, систематическое обслуживание, благоприятные и безопасные условия труда.
Оснащение рабочего места осуществляется по утвержденной технической документации на выполнение работ. Оно включает организационную и техническую оснастку.
В цехах, участках предприятий и мастерских должен выполняться установленный порядок приема центробежных насосов в ремонт и сдача их после ремонта.
На основе предварительно составляемых дефектных ведомостей до остановки насоса для ремонта заблаговременно ведется технологическая подготовка (отработка технологии разборки и сборки, изготовление сменных наиболее трудоемких и сложных деталей) и подготовка ремонтных работ (получение и изготовление запасных узлов и деталей, заменяющих изношенные; обеспечение инструментом и приспособлениями, а также материалами и комплектующими изделиями). К ремонту насоса следует приступать только после производства всех подготовительных работ.
Насос перед остановкой для ремонта должен быть тщательно очищен от грязи, пыли, охлаждающей и рабочей жидкости (продукта), а там где нужно — пропарен и продут.
Если ремонт будет производиться без снятия насоса с места его установки или фундамента, то площадь около насоса необходимо освободить от готовой продукции, материалов, деталей и т.п. и тщательно убрать.
Ответственность за подготовку насоса к ремонту возлагается на начальников производственных цехов или начальников участков (старших мастеров), сдающих насос в ремонт.
Перед началом ремонта слесарю-ремонтнику необходимо убедиться в том, что:
— вентиль на нагнетательной линии закрыт, входной и напорный патрубки перекрыты задвижкой; для отключения насоса от действующих линий подготовлены заглушки;
— насос освобожден от рабочей и охлаждающей жидкости, а вода из трубопроводов и насоса (в холодное время года) слита;
— двигатель приводного насоса выключен и на выключателе имеется табличка: «Не включать. Работают люди»;
— вентили, подводящие воду или жидкость для охлаждения масла для смазки, а также паровыпускные вентили у парового насоса закрыты; краны у манометров закрыты, а продувочные краники открыты; все вспомогательные трубопроводы отключены;
— помещение, в котором во время работы насоса наблюдается содержание вредных для человека газов или веществ, провентилировано.
Если установленный в производственном помещении насос должен ремонтироваться в мастерской или в ремонтном цехе предприятия, то слесари-ремонтники производят работы по съемке его с места установки или фундамента. В этом случае исполнитель отсоединяет насос от двигателя, открепляет от фундаментной плиты, рамы, стойки и т.п., снимает и переносит на стол, верстак или стеллаж для разборки вручную (когда масса насоса не превышает установленной нормы) или с помощью подъемно-транспортных средств; снимает насос с места и устанавливает на соответствующий транспорт (на специально подготовленное место, площадку) для последующего перемещения в ремонтный цех или мастерскую.
При разборке насоса сначала следует равномерно отпустить гайки болтов, закрепляющих детали или узлы насоса, а затем отвернуть их с болтов или шпилек полностью.
Укладку снятых деталей и узлов производить так, чтобы не повредить их. Пользоваться следует лишь определенным инструментом, например соответствующими ключами. Не допускается разборка гаечных соединений зубилом или молотком.
При ремонте каждую деталь необходимо тщательно промыть нейтрализующими жидкостями, протереть или обдуть воздухом, внимательно осмотреть, а также окончательно уточнить дефектную ведомость для ремонта с учетом специфики условий эксплуатации насоса; скорости перемещения рабочих органов, качества и состава рабочей жидкости, температуры и т.п.
В целях сокращения срока ремонта насосов важно иметь заранее подобранные чертежи, разработанные технические условия на ремонт отдельных узлов и деталей, документацию по технологии ремонта, изготовлению и восстановлению отдельных деталей, специальные приспособления для механизации ручных работ, контрольные приспособления и инструменты. Резьбовые соединения насосов, перекачивающих горячие нефтепродукты, рекомендуется смазывать графитовой смазкой, что облегчит и ускорит разборку при последующем ремонте.
После сборки производится пуск насоса: приработка, предварительная проверка качества ремонта, обкатка его на месте установки или специально оборудованном стенде.
Пуск насоса разрешается после предварительного осмотра, в процессе которого проверяется: наличие масла в корпусах подшипников; отсутствие заеданий (проверяется проворачиванием вала насоса за муфту); набивка сальников (набивка должна быть плотной, равномерно подтянутой).
После предварительного осмотра необходимо:
— закрыть вентиль на нагнетательном трубопроводе во избежание перегрузки электродвигателя в период пуска насоса;
— залить всасывающий трубопровод и корпус насоса (для заполнения корпуса и подводящего трубопровода насоса жидкостью рекомендуется применять вакуум-насосы, а при их отсутствии — устанавливать на подводящем трубопроводе);
— проверить ограждение муфты насоса и соединение ее с электродвигателем;
— включить электродвигатель.
После набора насосом максимальных оборотов медленно открывать вентиль до достижения необходимого напора (по показанию манометра на нагнетательном трубопроводе).
В процессе испытания насоса все смазочные устройства должны быть в исправном состоянии и обеспечивать поступление смазки: масленки и смазочные отверстия защищены от попадания грязи и наполнены маслом, а всасывающие трубопроводы насоса и маслосборника должны иметь фильтрующие сетки.
Необходимо проверить исправность арматуры системы охлаждения.
Подтеки в фитингах, соединениях и трубах, разбрызгивание жидкости не допускаются. Соединения должны быть плотными.
После окончания работ ремонтный мастер или механик цеха предъявляет насос представителю отдела технического контроля для проверки выполнения слесарно-монтажных работ. Все обнаруженные представителем ОТК дефекты устраняются исполнителем или ремонтной бригадой.
После приемки насос устанавливают на место или (если ремонт производится без снятия) включают его для испытания в рабочем состоянии.
Насос устанавливается на достаточно жесткое основание, чтобы при его работе не было вибраций.
Вал должен находиться в горизонтальном или вертикальном положении, это проверяется по уровню и отвесу.
При непосредственном соединении насоса с электродвигателем посредством упругой муфты необходимо обращать внимание на точность совпадения их геометрических осей. В противном случае эластичные пальцы муфты будут быстро истираться или начнется вибрация установки, что повлечет за собой износ подшипников и нарушение работы сальника, усиленную течь.
При монтаже трубопровода трубы должны быть соответствующим образом выверены и закреплены, не вызывая деформаций на корпусе насоса.
Все соединения, особенно на всасывающей стороне, должны быть герметичны, так как при работе насоса с вакуумом засасывается воздух, что снижает производительность насоса или вызывает отказ в работе.
Каждый насос на нагнетательном трубопроводе должен быть снабжен вентилем (задвижкой), который служит запорным регулирующим приспособлением.
Сдача насоса из ремонта должна производиться в установленные сроки, согласно планово-предупредительному ремонту оборудования.
Литература 2 доп.
Контрольные вопросы
1. Что проверяют при чрезмерном нагреве подшипников?
2. Каким образом останавливают центробежные насосы?
3. Что необходимо предпринять перед остановкой насоса?
4. Каким видом смазки рекомендуется смазывать резьбовые соединения насосов для облегчения и ускорения разборки при последующем ремонте?
5. Чем должен быть снабжен каждый насос на нагнетательном трубопроводе?
§
Время от времени все трубопроводы требуют ремонта. Частота и объем ремонтных работ зависит от различных факторов. Например, от агрессивности среды, транспортируемой по трубопроводу. Также немаловажно место прокладки трубопровода. Допустим, если проложить трубопровод из стальных труб в местах с повышенной влажностью, то скоро придется проводить его капитальный ремонт.
Самый оптимальный вариант это своевременное проведение профилактических работ и текущего ремонта трубопроводов. В таком случае сроки между капитальными ремонтами значительно увеличиваются, а это экономически более выгодно. Ведь при капитальном ремонте трубопроводов их работа полностью останавливается, что несет за собой значительные экономические потери.
Диагностика трубопровода
В условиях постоянной эксплуатации значительно увеличивается риск износа и как следствие дорогостоящего ремонта трубопроводов. Во избежание аварийных ситуаций необходимо своевременно проводить диагностику трубопроводов. Существует несколько методов диагностики. Самый лучший из них — метод электромагнитной локации. Преимущество этого метода в том, что он позволяет не выводить диагностируемые участки из режима эксплуатации. Кроме того, это наиболее точный метод обнаружения повреждений на глубине до 30 метров, что помогает избежать дополнительного шурфирования. И самое главное, с помощью этого метода можно обнаружить повреждения в любой среде залегания трубопровода и даже под водой, где наиболее высок риск коррозионного разрушения.
Защита трубопровода
При прокладке трубопроводов необходимо заботится об их защите от различных повреждений. В первую очередь необходимо позаботится об антикоррозийной защите. Для подземных трубопроводов применяются два типа антикоррозийной защиты: усиленный и нормальный. Усиленный тип защитных покрытий следует применять на трубопроводах сжиженных углеводородов, трубопроводах диаметром 1020 мм и более независимо от условий прокладки. Кроме того, нужно помнить, что защита трубопроводов от подземной коррозии, независимо от коррозионной агрессивности грунта и района их прокладки, должна осуществляться комплексно: защитными покрытиями и средствами электрохимической защиты. Защита же надземных трубопроводов от атмосферной коррозии осуществляется за счет лакокрасочных, стеклоэмалевых, металлических покрытий или покрытий из консистентных смазок.
Изоляция трубопроводов и теплоизоляция оборудования
При прокладке трубопровода необходимо обеспечить его изоляцию. По типам изоляцию разделяют на теплоизоляцию, гидроизоляцию, пароизоляцию, электороизоляцию и т.д. В настоящее время существует огромное количество различных изоляционных материалов.
Тип изоляционного материала зависит от целевого использования трубопровода и места его прокладки. Кроме того, нужно точно знать диаметр трубопровода и температуру транспортируемой среды. Так, например, при теплоизоляции труб малого диаметра с высокой температурой изолируемой поверхности целесообразно использовать базальтовый шнур, температура применения которого составляет до 1000 0С.
Теплоизоляция трубопроводов
Теплоизоляция трубопроводов необходима как для защиты самих трубопроводов от воздействия внешних температур, так и во избежание потерь из самих трубопроводов. Так, например, трубопроводы холодного водоснабжения теплоизолируют от воздействия низких наружных температур. А паропроводы, теплосети и трубопроводы горячего водоснабжения изолируют для снижения потерь тепла во внешнюю среду. Для теплоизоляционных работ используются различные материалы, но наиболее популярным является фольгированная минеральная вата. Однако при теплоизоляции высокотемпературных объектов эффективнее применять базальтовые изделия. Этот материал наиболее легок в использовании. Также кроме правильного подбора материала необходимо четко знать, для каких конкретных целей будет использоваться теплоизоляция. Неправильный выбор теплоизоляционных материалов приводит к частому ремонту трубопроводов, а порой и к аварийным ситуациям.
Характер износа оборудования
В процессе эксплуатации трубопроводы и их элементы изнашиваются. Характер износа может быть самым различным и определяется условиями эксплуатации, свойствами материала, из которого выполнен трубопровод, его конструктивными особенностями, качеством изоляции и т. д. Часто нарушение условий эксплуатации приводит к разрушению неизношенного трубопровода: разрыву трубы, отрыву фланца, выбиванию прокладки, ослаблению болтовых соединений и др. В основном трубопроводы подвержены коррозионному и эрозионному износу, поэтому главная задача заключается в устранении его причин. Преждевременный износ можно предотвратить также, если правильно выбрать материал труб и вид изоляции.
Чаще всего ремонтируют трубопроводы, служащие для транспортирования сырья, полупродуктов и готовой продукции. Эти вещества могут быть коррозионно-активными, огне- и взрывоопасными и токсичными. Они могут также содержать абразивные включения или быть легко застывающими. Конструкция трубопровода должна учитывать свойства транспортируемого вещества.
Например, диаметр трубопроводов для загрязненных жидкостей должен быть не менее 70 мм, возможно прямолинейным; повороты должны изготавливаться из гнутых отводов с радиусом закругления не менее 7—8 /у. Предусматриваются также фланцевые разъемы для механической чистки или продувки внутренних поверхностей труб воздухом. Трубопровод, по которому перекачивают легкозастывающие жидкости, снабжают «пароспутником» или рубашкой для обогрева паром.
Состояние трубопровода систематически, контролируется ответственным персоналом. Трубопроводы всех категорий подвергают, наружному осмотру не реже одного раза в год. В особо важных случаях состояние трубопровода контролируется непрерывно. Данные наблюдений и контрольных измерений размеров, характеризующие состояние трубопровода, заносят в эксплуатационный журнал. Толщина стенки трубопровода, полученная при замерах, должна быть не ниже отбраковочной, за которую принимают расчетную толщину, вычисленную для данных условий эксплуатации. Однако остаточная толщина стенки трубы не должна быть ниже: для диаметров 25; 45; 89; 108; 273; 325 мм соответственно 1,0; 1,5; 2,0; 3,0; 4,0; 4,5мм.
Трубопровод бракуется и тогда, когда установленная при ревизии толщина стенки несколько выше допустимой, но вследствие коррозии и эрозии к моменту проведения следующего ремонта она станет ниже допустимой.
Проверку и испытание трубопроводов, подведомственных органам Госгортехнадзора, производят в сроки, оговоренные в регистрационном журнале.
Тщательная ревизия трубопроводов осуществляется при плановых ремонтах. Однако трубопровод по тем или иным причинам может выйти из строя и во время работы, т.е. в межремонтный период, поэтому за трубопроводом должно быть установлено столь же тщательное наблюдение, как и за другим технологическим оборудованием. Действующий трубопровод может быть не только разрушен, но и забит твердыми отложениями или застывшим продуктом (например, парафином, битумом, различными мономерами или полимерами или льдом и др.). Пропуски в действующих трубопроводах определяют визуально, по появлению запаха или изменению режима перекачивания (например, снижению давления в трубопроводе, изменению количества принимаемого и расходуемого продукта и т. д.).
На ответственных трубопроводах, работающих при высоком давлении, практикуется система «сверлений безопасности», при которой на участках трубопроводов, где износ наиболее вероятен, до пуска их в эксплуатацию высверливают углубления — несквозные «отверстия» Остаточная толщина труб должна обеспечивать безаварийную работу. По мере износа трубопровода в процессе его эксплуатации наиболее вероятен пропуск продукта через эти ослабленные сверлением стенки трубопровода. Отверстие забивают пробкой и накладывают хомут, трубопровод же тщательно ремонтируют при первом плановом ремонте.
Ремонт трубопроводов.
Ремонтируемые трубопроводы должны быть полностью освобождены от продукта. Для ревизии трубопроводов их обстукивают молотком и проводят контрольную сквозную засверловку с измерением остаточной толщины стенки. Дефекты могут быть быстро выявлены при измерении толщины стенки ультразвуковыми дефектоскопами, а также по показаниям стационарных датчиков (обычно монтируемых на крупных трубопроводах), передающих показания на контрольную панель Замеры производят по всему периметру трубопровода. Особенно тщательно измеряют толщину стенки труб на крутых изгибах, где износ обычно происходит раньше, чем на прямых участках.
Не обнаруженный своевременно дефект приводит к аварии, т.е. к внезапному нарушению герметичности трубопровода. Большинство аварий сопровождается полным или частичным разрушением сварных стыков, разгерметизацией фланцевых соединений и разрушением трубы. Эти аварии могут быть вызваны самыми различными причинами.
Большинство из них обусловлено некачественным монтажом: плохой подгонкой сварных стыков и фланцев, плохой сваркой, недостаточной компенсацией температурных деформаций, неустойчивостью несущих опор, жестким креплением трубопровода к опорам и др.. Часты случаи аварийного выхода из строя трубопровода из-за несвоевременно замеченного износа, а также вследствие неправильной эксплуатации (например, резкие изменения давления или температуры).
Любая авария трубопровода должна быть ликвидирована после его остановки и соответствующей подготовки. Однако в некоторых случаях можно избежать полного отключения трубопровода и обеспечить нормальную эксплуатацию его до очередного планового ремонта с помощью временных мер. К таким случаям относится ликвидация пропусков на поверхности трубы или в сварных швах наложенных хомутов. Для этого по форме трубы изготавливают хомуты или скобы с накладками.
Их устанавливают на дефектный участок так, чтобы при стягивании хомутов или скоб прокладка (асбест, паронит, резина, свинец, фторопласт и др.) оставалась зажатой между трубой и хомутом (накладкой) и заполняла не плотность в трубе или сварном шве. Ширина хомута или накладки должна быть такой, чтобы при стягивании не раздавить трубу.
Хомут и накладка должны обладать достаточными жесткостью и прочностью; в соответствии с этим выбирают их толщину. Иногда для большей надежности хомут или планку приваривают к трубе.
Практикуется также установка свинцовой пробки. На болт со сферической головкой, вставляемый в отверстие на теле трубы, надевается свинцовая пробка. Последняя, деформируясь при затягивании гайки, заполняет отверстие и обеспечивает плотность.
Часто авария возникает в результате разрыва сварного шва. Для устранения аварии шов вырубается и после зачистки заваривается вновь. При этом следует принять необходимые меры безопасности. Например, газопроводы можно заваривать только при обязательном протекании газа по трубе при давлении не менее 1 кПа, так как при отсутствии избыточного давления газа в трубу может попасть воздух, что приведет к образованию взрывоопасной смеси.
Если дефектный участок большой или образовавшийся дефект нельзя устранить наложением хомутов или латок (например, разрыв трубы по образующей), такой участок заменяют. Для этого трубопровод освобождают от продукта, участок длиной, равной не менее чем одному диаметру трубы, вырезают газовым резаком или, если среда огне- и взрывоопасная, с помощью ручного или механического трубореза. Заранее приготовленный кусок трубы (катушку) вставляют вместо вырезанного участка и приваривают к трубопроводу после проверки стыков.
Для проведения сварочных работ по обе стороны от свариваемых швов в трубопроводе устанавливают глиняные пробки, надежно защищающие участок сварки от попадания продукта Установка пробок обязательна, если по трубопроводу подается огне- или взрывоопасный продукт. В трубопроводах больших диаметров устанавливают специальные шаровые запорные устройства (17.3). Запирающим элементом является полый резиновый шар, который при нагнетании в него воздуха или жидкости раздувается и плотно прижимается к стенкам трубы. Для установки в трубопроводе таких запорных устройств в нужных местах механически вырезают окна.
Пропуски во фланцевых соединениях обусловлены плохой подгонкой соприкасающихся поверхностей, поврежденностью этих поверхностей, некачественной прокладкой и недостаточной подтяжкой болтов и шпилек. Для ликвидации пропуска сначала подтягивают болты (это часто эффективно для горячих трубопроводов, где регулярная подтяжка является обязательной).
Если таким путем пропуск не устраняется, заменяют прокладку. Для этого разъединяют фланцевое соединение, фланцы раздают на ширину, несколько большую толщины новой прокладки, с помощью распорного клина. На практике часто клин забивают вручную молотком, однако это опасно: клин может выскочить и причинить увечье рабочему. На 17.4 показано винтовое приспособление для раздвижки фланцев, исключающее эту опасность. Перед установкой новой прокладки привалочные поверхности тщательно очищают и проверяют отсутствие на них раковин или забоин. Если фланцы имеют дефекты, пни должны быть заменены.
Плановый ремонт трубопроводов предусматривает замену определенных участков с трубами, фланцами и крепежными деталями. Технология ремонта такая же, как и монтажа. Трубы отбраковывают, если в результате износа их толщина не обеспечивает заданные параметры эксплуатации. Для каждого трубопровода должны быть установлены отбраковочные нормы.
Технологические трубопроводы диаметром более 75 мм при остаточной толщине стенок 2 мм и менее бракуются без предварительного расчета .
Все технологические трубопроводы надежно заземляются для предотвращения образования зарядов статического электричества. При плановых ремонтах проверяют опоры и подвески трубопроводов: плотность прилегания трубы к подушке, подвижность опор, целостность поверхностей скольжения и перекатывание пружин и т. д.
Литература 1 доп. [72-80], 2 доп.
Контрольные вопросы
1. Какие методы диагностики трубопроводов Вы знаете?
2. Какой из теплоизоляционных материалов является наиболее популярным?
3. С какой периодичностью подвергают наружному осмотру трубопроводы всех категорий?
4. Какой должна быть ширина хомута устанавливаемого на дефектный участок?
5. При какой остаточной толщине стенок технологические трубопроводы бракуются без предварительного расчета?
§
Рассмотрев ряд мероприятий, которые осуществляются при планировании и проведении ремонтов на металлургическом предприятии, можно сказать, что это процесс довольно длительный и трудоемкий.
При составлении планов как годовых так и месячных, используется большое количество документации и различных форм. Используются нормативные показатели и невозможно себе представить, к примеру, какое количество раз необходимо заглянуть в справочник к примеру по коэффициентам, что бы выбрать именно тот, который необходим. Поэтому считается, что осуществление таких расчетов невозможно без применения специального программного обеспечения, которое поможет значительно сократить время планирования ремонтов. Где программа, будет сама выбирать необходимые, ранее заложенные нормы и нормативы, которые используются при расчете.
Также известно, что время, затрачиваемое на ремонты оборудования занимает около 25–35% всего его предполагаемого времени работы, а значит, руководство должно уделять значительное внимание сокращению времени ремонтов, а это можно осуществить путем использования высококвалифицированного персонала, оперативности принимаемых решений, либо достижений науки и техники.
Затраты на ремонт оборудования влияют на себестоимость производимой продукции, поэтому руководство должно позаботиться о том чтобы, общая стоимость ремонтов была как можно меньше.
Существует возможность значительней оптимизировать затраты на обслуживание оборудования: при условии, что возможно оперативно определить его техническое состояние. Это стало возможным с появлением современных диагностических средств. Ряд изготовителей ориентируют свое оборудования именно на такие подходы. Мониторинг состояния оборудования позволяет предотвратить дополнительные затраты, связанные с поломками: оборудование своевременно получает необходимое обслуживание. Большинство систем «Управления ремонтами» имеют интерфейсы к системам мониторинга технического состояния. «1С: ТОиР» не является исключением. В настоящее время третьими производителями проработаны интерфейсы к таким системам(SCADA). Переход к ремонтам по состоянию требует еще большей аккуратности, и такой переход крайне сложно осуществить без автоматизации.
Пути сокращения простоя оборудования в ремонтах – важная организационно-экономическая задача. Её решение приводит к уменьшению парка оборудования (или к увеличению выпуска продукции), повышению коэффициента его использования. Время простоя оборудования в ремонте сокращается при узловом и последовательно-узловом методах ремонта. При узловом методе ремонта отдельные узлы заменяются запасными (оборотными), заранее отремонтированными или новыми. Применение такого метода экономически целесообразно для ремонта одномодельного оборудования. При последовательно-узловом методе требующие ремонта узлы ремонтируются не одновременно, а последовательно, во время перерывов в работе станка (например, в нерабочие смены). Этот метод применим для ремонта оборудования, имеющего конструкционно-обособленные узлы, которые могут быть отремонтированы и испытаны раздельно (конвейерное оборудование литейных цехов, автоматы, агрегатные станки). Внедрение узлового и последовательно-узлового методов ремонта является важнейшим условием проведения трудоемких ремонтов в выходные и праздничные дни, а в условиях массового, особенно автоматизированного, производства это единственный путь выполнения капитального и других видов трудоемких ремонтов без остановки производства.
Прогрессивным направлением организации ремонтного хозяйства является создание ремонтных баз на предприятиях – изготовителях оборудования. При такой организации предприятия-изготовители становятся более заинтересованными в совершенствовании конструкций изделий, повышении их ремонтопригодности и износостойкости отдельных их частей. Особо важное значение имеет развитие фирменного ремонта такого оборудования, как станки с ЧПУ, автоматизированные и роботизированные комплексы.
Усовершенствовать организацию и планирование ремонтного хозяйства, можно за счет следующих мероприятий:
• сокращения времени простоя оборудования в ремонте;
• снижения себестоимости ремонта одной ремонтной единицы;
• увеличения оборачиваемости парка запасных частей;
• сокращения числа аварий, поломок и внеплановых ремонтов;
• внедрения прогрессивных технологических процессов, средств технологического оснащения, методов организации и планирования работ по техническому обслуживанию и ремонту оборудования;
• применения современных средств технической диагностики состояния оборудования (в том числе активного контроля);
• комплексной механизации и автоматизации работ по техническому обслуживанию и ремонту оборудования;
• паспортизации оборудования, аттестации работ и рабочих мест, автоматизированного учета и планирования ремонта, управления запасами запасных частей;
• совершенствования нормативной базы, планирования и учета в ремонтном хозяйстве на основе современных информационных технологий.
Выводы
Рассмотрев такое понятие как ремонт, его сущность и осуществление его непосредственно на металлургическом предприятии, провели расчеты, можно сказать о том, что это очень трудоемкий и материалоемкий процесс, но без него полноценное функционирование крупного производственного предприятия невозможно.
Так как металлургическое предприятие содержит большое количество различного оборудования, которое работает практически непрерывно или с небольшими перерывами, то отводится специальные цеха и подразделения для осуществления ремонтных работ. Большое количество персонала занимается таким видом работ, поэтому актуальность рассмотрения этой темы была доказана полностью.
На заводе применяется система планово – предупредительных ремонтов, но если прислушаться к мнению критиков и публикации на эту тему, можно выделить следующие недостатки типовой системы планово-предупредительного ремонта. К ним относятся:
– жесткая регламентированность межремонтных периодов, что позволяет гибко планировать вывод оборудования в ремонт.
– обязательность планового проведения капитального ремонта без составления экономического обоснования и определения его целесообразности.
– отсутствие эффективных методов и средств технической диагностики оборудования для уточнения сроков вывода оборудования в капремонт.
– использование единых нормативов расхода материалов без дифференциации условной единицы для станков и машин различного веса.
Однако полностью отказываться от системы ППР не следует. Изучение зарубежного опыта показывает, что в странах с развитой рыночной экономикой тоже используются элементы системы ППР. Так, на большинстве предприятий США применяется система планово-предупредительного обслуживания. Этой системой охватываются не все оборудование, а только наиболее высокопроизводительное и важное для производства, а для оборудования, имеющего дублеров, использовать систему ППР считается не выгодно.
По публикациям, посвященным проблемам совершенствования организации ремонтного обслуживания, складывается представление о больших объемах капитального ремонта, выполняемых ремонтно-механическими цехами. Однако на самом деле, несмотря на высокую степень изношенности оборудования, удельный вес капитального ремонта составляет в общем объеме ремонтных работ только 22%. Таким образом, почти 80% всего объема ремонтных работ выполняется децентрализовано, т. е. силами цеховых ремонтных баз.
Как показал анализ, по многим видам оборудования расходы на капитальный ремонт значительно превышают стоимость оборудования. В то же время капитальный ремонт некоторых видов оборудования стоит недорого. Однако на основании расчетной стоимости капитального ремонта нельзя сделать вывод о его целесообразности (или нецелесообразности), поскольку в условиях кризисной ситуации большие затраты могут свидетельствовать о необходимости проведения ремонта, а незначительные – о несоответствии дефектным ведомостям, неполном устранении изношенных деталей в связи с отсутствием средств.
Только при объединении служб, выполняющих ремонт механической, электротехнической, теплотехнической и электронной частей оборудования, можно говорить об ответственном подходе к организации ремонта и его проведению. Централизованная система позволит реализовать все функции управления службой ремонта оборудования: организацию, планирование, координацию, учет и мотивацию.
Вывод цеховых механиков из подчинения руководителям цехов основного производства создаст условия для осуществления единой технической политики в области ремонта оборудования: использования индустриальных методов ремонтных работ, специализации ремонтных бригад, применения передовых методов организации труда и его оплаты.
В типовой системе ППР учитываются ремонтные особенности каждой единицы оборудования, подлежащей техническому обслуживанию и ремонту, и на основании объективной оценки ее износа устанавливаются виды ремонта, их чередование, продолжительность ремонтных циклов, трудоемкость, стоимость, тарификацию работ.
Реализовать эти положения можно было, работая только на отечественном оборудовании, однако в настоящее время на многих предприятиях используется и зарубежная техника. Кроме того, при модернизации оборудование перестает соответствовать действующим стандартам, что исключает возможность применения типовой системы ППР. Поэтому сегодня значительная часть действующего парка оборудования не может быть охвачена единой системой ППР. Существенный физический износ отечественного оборудования из-за превышения сроков его службы также не позволяет использовать нормативы системы ППР, т. е. возникает необходимость разработки индивидуальных нормативов трудоемкости, затрат, межремонтных циклов.
Не менее важной является проблема совершенствования межремонтного технического обслуживания, т. к., по мнению автора, ремонтное и техническое обслуживание оборудования не могут рассматриваться как самостоятельные изолированные системы.
В этой связи большой интерес представляет опыт обслуживания оборудования японских промышленных фирм.
По примеру США в Японии в 1951 году началось внедрение системы профилактического обслуживания оборудования. Постепенно эта система превращалась в систему эксплуатационного обслуживания американского типа, суть которой заключалась в том, что функции непосредственно производственного характера выполняются на производстве, а эксплуатационные бригады несут полную ответственность за техническое обслуживание оборудования. Исключение составляет автоматизированное оборудование, операторы которого осуществляют профилактическое обслуживание самостоятельно.
Опыт японских фирм показывает, что применение общей эксплуатационной системы резко повышает эффективность производства. Так, издержки на обслуживание оборудования сократились на 30%, наличный производственный запас запчастей и инструмента уменьшился наполовину, а производительность, измеренная в объемах чистой продукции, увеличилась на 50%.
Одной из задач общей эксплуатационной системы является создание организационных структур, ответственных за состояние оборудования и обеспечивающих его надежную и эффективную эксплуатацию до стадии износа, в целях минимизации издержек за все время эксплуатации.
Анализ зарубежного опыта свидетельствует о необходимости полной централизации функций по ремонту и техническому обслуживанию основных фондов. Для этого требуется создать комплексную систему ремонтного и технического обслуживания оборудования, непосредственно подчиненную главному инженеру предприятия. Основой этой системы должно стать полное освобождение цехов основного производства от проведения ремонтного и технического обслуживания оборудования. Принципиально новыми задачами единой службы ремонтного и технического обслуживания оборудования являются:
¾ перенос центра тяжести с ремонтного на техническое обслуживание оборудования;
¾ разработка ремонтных нормативов, отличающихся от системы планово-предупредительного ремонта индивидуальным подходом с учетом особенностей конкретного производства.
Организация управления затратами. Объединение всех
специализированных бригад в рамках единого подразделения.
Для реализации этих задач потребуется организация специализированной диспетчерской службы и информационной системы с использованием вычислительной техники. Наиболее прогрессивным видом ремонтов являются ремонты по состоянию. Это вид ремонта проводится только в случае необходимости, когда режим работы оборудования переходит в режим аварийной эксплуатации. Такой режим работы оборудования можно определить при помощи датчиков контроля, которые установлены на оборудовании и соединены с системой управления ресурсами предприятия. По заранее определенным параметрам система выдает сообщение об изменении режима работы оборудования. Проведение ремонтов по состоянию позволяет сократить затраты на 25–30%. Но для выполнения таких ремонтов необходимо иметь оборудование оснащенное диагностическими датчиками. Далеко не все оборудование на современных предприятиях снабжено такими датчиками, поэтому для уменьшения затрат применяется комбинированный вид ремонта. По плану делаются техническое обслуживание с одновременным сбором информации по оборудованию, которая заносится в систему. Это позволяет также сэкономить затраты на ремонт оборудования не оснащая его датчиками контроля.
Для предприятий в нашей стране при современных условиях функционирования естественно полной автоматизации добиться невозможно, так как это дорогостоящий процесс, но если мы хотим быть конкурентоспособными на мировом рынке, нам необходимо предпринимать меры по усовершенствованию организации системы ремонтного хозяйства.
Литература 1осн. [161-177], 1доп. [33-41]
Контрольные вопросы
1. Какой процент всего предполагаемого времени работы оборудования затрачивается на ремонты?
2. Каким образом можно усовершенствовать организацию и планирование ремонтного хозяйства?
3. Какие недостатки типовой системы планово-предупредительного ремонта Вам известны?
4. Какие принципиально новые задачи поставлены перед единой службой ремонтного и технического обслуживания оборудования.
5. На сколько, позволяют сократить расходы проведение ремонтов по состоянию?
§
Средства обеспечения безопасной работы оборудования
Движущиеся части машин, агрегатов и других устройств должны быть ограждены надежными кожухами, исключающими возможность доступа рабочего к опасной зоне во время работы.
Техника безопасности при ремонте.
Перед ремонтом оборудование должно быть выключено: электродвигатель отключен от сети, приводные ремни сняты, на пусковых устройствах должен быть вывешен плакат «Не включать — работают люди».
Отключает электрооборудование от сети и подключает его после ремонта электромонтер с разрешения администрации.
Пуск оборудования должен производиться после осмотра механической части и установки на места всех оградительных устройств.
При пользовании ручными переносными лампами должно применяться напряжение не выше 36 В, а при работе в особо опасных условиях (в сырых местах, замкнутых сосудах и т.п.) — не выше 12 В.
При отсутствии переносных ламп, рассчитанных на безопасное напряжение, должны применяться аккумуляторные фонари.
На рабочих местах слесарей-ремонтников должны быть установлены шкафы и стеллажи для деталей, а для разборки крупных узлов — специальные столики и грузоподъемные устройства.
Для монтажа и демонтажа оборудования большой высоты на месте работ должны находиться устойчивые леса или подмости.
Требования безопасности при перемещении тяжестей.
Ремонтные работы связаны с подъемом и перемещением тяжестей вручную и применением различного рода подъемно-транспортных механизмов.
Согласно действующим правилам к работе по перемещению грузов допускаются лица, достигшие 18-летнего возраста и прошедшие медицинский осмотр.
К управлению кранами и подъемными механизмами с машинным приводом, а также к работам по подвязке грузов к крюку могут быть допущены только лица, прошедшие специальное обучение и имеющие удостоверение. Перед началом работы необходимо проверить исправность подъемных механизмов, надежность действия тормозных устройств и органов управления, а при наличии неисправности сообщить об этом администрации.
Для обеспечения безопасности при ручном перемещении тяжелых заготовок рабочие должны иметь необходимую квалификацию, опыт и знания требований техники безопасности.
Несчастные случаи при выполнении такелажных и транспортных работ могут иметь место в тех случаях, когда эти работы проводятся вручную, без применения подъемно-транспортных устройств. При использовании подъемно-транспортных устройств, бригадир и все рабочие такелажной бригады должны хорошо знать сигнализацию, применяемую при перемещении грузов мостовым краном, уметь надежно крепить канаты к оборудованию, а также соединять их между собой.
Можно применять только исправные механизмы, прошедшие соответствующие испытания.
При осмотре электрических подъемных механизмов проверяют наличие и исправность защитных устройств, заземления, ограждения неизолированных токоведущих частей.
Съемные вспомогательные механизмы (чалочные цепи, канаты) должны быть снабжены биркой с указанием допустимой нагрузки.
Средства индивидуальной защиты.
Под средствами индивидуальной защиты подразумевается спецодежда (в том числе спец.обувь, рукавицы, спец.белье и специальные головные уборы), очки, промышленные противогазы, противошумы, защитные мази, пасты. Для защиты кожного покрова от вредного воздействия красок и растворителей применяют специальную мазь. Перед работой на руки наносят тонкий слой этой мази, которая через 3…5 мин образует «перчатку», защищающую кожу от действия растворителей. Мазь легко смывается теплой водой.
Для работы с минеральными маслами рекомендуется использовать пасту ИЭР-1. Перед работой пасту наносят на кожу рук и втирают до образования пленки. Спустя 3… 5 мин пленка подсыхает. После окончания работы пасту смывают теплой водой.
Паста ИЭР-2 защищает от воды. Перед работой пасту втирают в кожу рук до получения пленки. После работы пасту смывают теплой водой с мылом.
Спецодежда должна защищать работающего от механических, химических и термических воздействий внешней среды. Обувь монтажников и такелажников должна быть легкой, эластичной и водоупорной. Очки должны надежно защищать глаза, быть легкими, не нагреваться и не запотевать. Для защиты головы используют специальные каски.
Для устранения вредного влияния шума применяют индивидуальные приспособления — противошумы или заглушки.
При выполнении монтажных, электросварочных и газосварочных работ надевают брезентовые рукавицы.
Литература 1доп. [230-238]
Контрольные вопросы
1. Какие меры безопасности должны быть предприняты перед ремонтом оборудования?
2. Каким должно быть напряжение при пользовании переносными лампами?
3. Лица какого возраста допускаются к работам по перемещению грузов?
4. Что подразумевается под средствами индивидуальной защиты?
5. Какими свойствами должна обладать спецодежда и обувь рабочих?
Планы лабораторных работ
Лабораторная работа №1 “ Технологический процесс разборки машин”
Цель работы: освоить технологический процесс разборки оборудования на примере приводной станции ленточного конвейера (по указанию тьютора), составить дефектную ведомость, разработать последовательность и схему процесса разборки, а также приобрести практические навыки разборки оборудования и разработки технологических карт.
Продолжительность работы – 2 ч.
Оборудование и материалы:
¾ приводная станция ленточного конвейера;
¾ набор гаечных ключей;
¾ слесарный молоток;
¾ зубило;
¾ монтажный ломик;
¾ плоскогубцы;
¾ универсальный съемник;
¾ ванна, керосин, ветошь хлопчатобумажная.
Порядок выполнения работы:
1. Изучите конструкцию приводной станции.
2. Установите назначение и взаимодействие отдельных узлов и деталей.
3. Определитесь с последовательностью разборки машины.
4. Построить укрупненную схему технологического процесса разборки машины и развернутую схему разборки узла, например, выходного вала (по указанию преподавателя).
5. Разберите машину в соответствии с технологической схемой и уточнить правильность составленной схемы.
6. Разработайте технологическую карту разборки.
7. Обработайте результаты работы и составьте отчет.
Содержание отчета
1.Наименование и цель работы.
2.Оборудование, приборы, инструменты и их краткие характеристики.
3.Общие сведения по изучаемому разделу. Эскизы приспособлений, установок.
4.Краткое описание проведенной работы.
5.Результаты работы, опытные зависимости, обсуждение и сравнение опытных и расчетных данных.
Литература
1 осн.[177-178]
Контрольные вопросы
1. Чем определяется последовательность разборки оборудования?
2. Принцип построения схемы разборки оборудования.
3. Последовательность разработки технологических карт разборки.
4. Для каких целей и как определяют коэффициенты годности, ремонта и сменности деталей?
§
валов редуктора”
Цель работы: изучение методики дефектации зубчатых передач редуктора.
Продолжительность работы – 4 ч.
Оборудование и материалы:
¾ штангенциркуль ЩЦ-II (ГОСТ 166-73) с точностью 0,02 мм. и с пределами измерений 0-160 мм;
¾ штангензубомер с точностью измерения 0,02 мм;
¾ тангенциальный зубомер;
¾ шаблоны для контроля зубьев шестерен и колес (зубчатых);
¾ микрометры МК (ГОСТ 6707-60) с пределами измерений 25-50 и 50-75 мм для измерения шеек вала;
¾ индикатор ИЧ (ГОСТ 577-68);
¾ тиски слесарные;
¾ зубчатые колеса, шестерни и валы, подлежащие дефектации (I и II ступени редуктора);
¾ чертежи измеряемых деталей и дефектовочные карты.
Порядок выполнения работы:
1. Осмотром зубчатого колеса ведомого вала и шестерен ведущего вала редуктора определите наличие дефектов. Замеченные дефекты запишите в дефектную ведомость.
2. Измерьте толщины зубьев штангензубомером.
3. Измерьте толщины зубьев тангенциальным зубомером.
4. Измерьте толщины зуба штангенциркулем.
5. Проконтролируйте зубья шестерни (зубчатого колеса) шаблоном.
6. Измерьте диаметры шеек вала микрометром.
7. Полученные наименьшие показатели измерений запишите в отчет.
Содержание отчета
1. Наименование и цель работы.
2. Оборудование, приборы, инструменты и их краткие характеристики.
3. Общие сведения по изучаемому разделу. Эскизы приспособлений, установок.
4. Краткое описание проведенной работы.
5. Результаты работы, опытные зависимости, обсуждение и сравнение опытных и расчетных данных.
Литература
2 осн.[176-184], 1 доп..[97-109]
Контрольные вопросы
1. Почему отличаются друг от друга результаты измерений толщины зуба штангенциркулем, штангензубомером и индикаторным зубомером?
2. Почему положительные показания индикаторного зубомера дают уменьшение толщины зуба, а не наоборот?
3. Чем может быть вызвана ступенчатая выработка зуба по высоте и длине?
Лабораторная работа №3 “Дефектация шариковых подшипников ”
Цель работы: изучение методики дефектации шариковых подшипников.
Продолжительность работы – 3 ч.
Оборудование и материалы:
¾ микрометры МК (ГОСТ 166-73) с пределами измерений 25-50 и 50-75 мм;
¾ индикаторный нутромер НИ (ГОСТ 868-73) с пределами измерений
18-50 мм;
¾ лупа;
¾ эталонный шариковый подшипник;
¾ подшипники, подлежащие дефектации;
¾ приспособление для контроля зазоров в шариковых подшипниках;
¾ дефектовочные карты.
Порядок выполнения работы:
1. По указанию тьютора возьмите шариковый подшипник и осмотрите его.
2. Проверьте подшипник на шум и легкость вращения.
3. Микрометром измерьте наружный и внутренний диаметр индикаторным нутромером.
4. Определите износ подшипников на представленных приспособлениях.
Содержание отчета
1. Наименование и цель работы.
2. Перечень необходимого оборудования, инструментов, материалов.
3. Краткое описание проведенной работы, эскизы приспособлений.
4. Характеристика шариковых подшипников:
Литература
2 осн.[181-184]
Контрольные вопросы
1. Как определить осевой и радиальный зазоры подшипников качения?
2. Почему зазоры подшипника следует определять в нескольких точках?
3. Почему подшипники, имеющие цвета побежалости, не допускаются к дальнейшей работе?
4. Перечислите основные дефекты, вследствие которых выбраковываются подшипники качения.
2.4 Лабораторная работа №4 “ Оценка состояния валов подшипников и зубчатых колес ”
Цель работы: Изучение методики оценки состояния валов, подшипников и зубчатых колес.
Продолжительность работы – 4 ч.
Оборудование и материалы:
¾ винтовой съемник;
¾ микрометр 0-25 мм;
¾ штангенциркуль;
¾ штангензубомер;
¾ ключи рожковые (1 комплект);
¾ свинцовые пластины (4 шт.);
¾ набор материалов для цветной дефектоскопии (1 комплект);
¾ щуп №З;
¾ салфетки обтирочные (10 шт.).
Порядок выполнения работы:
1. Осмотрите состояние валов №1 и №2, зубчатых колес и подшипников и внести данные в ведомость дефектов.
2. С помощью универсального съемника демонтируйте подшипник и зубчатое колесо с вала №2.
3. Осмотрите шпонку и шпоночные пазы на валу и в ступице зубчатого колеса.
4. Методом цветной дефектоскопии проверьте наличие трещин на одном из валов.
5. Напрессуйте зубчатое колесо на вал. Проверьте зазор между верхней плоскостью шпонки и дном паза в ступице зубчатого колеса при помощи щупа. Напрессуйте на вал кольцо подшипника.
6. Измерьте толщину зуба каждого зубчатого колеса при помощи штангензубомера и занесите данные в таблицу.
7. Уложите валы с подшипниками в корпус редуктора, установите крышку редуктора и стянуть болтами.
8. Методом свинцовых проволочек проверьте правильность геометрии зубчатого зацепления;
9. Определите правильность межцентрового расстояния по размеру оттиска радиального зазора.
Содержание отчета
1.Наименование и цель работы.
2.Оборудование, приборы, инструменты и их краткие характеристики.
3.Общие сведения по изучаемому разделу. Эскизы приспособлений, установок.
4.Краткое описание проведенной работы.
5.Результаты работы, опытные зависимости, обсуждение и сравнение опытных и расчетных данных.
Литература
1 доп..[17-24, 80-109]
Контрольные вопросы
Лабораторная работа № 5 “Балансировка вращающихся деталей ”
Цель работы: Исследования способов балансировки деталей, определение неуравновешенности масс, а также изучение оборудования, применяемого при балансировке вращающихся деталей, и определение величины дополнительного балансира.
Продолжительность работы – 2 ч.
Оборудование и материалы:
¾ стенд для статистической балансировки;
¾ балансируемая деталь (маховик);
¾ уровень;
¾ пластилин;
¾ разновесы (добавочные балансиры).
Порядок выполнения работы:
1. При помощи уровня установите стенд для статистической балансировки в горизонтальной плоскости.
2. Разбейте торцовую поверхность маховика на 12 частей (секторов), отмечая границы секторов мелом.
3. Сдвиньте маховик с места и дайте ему возможность свободно остановиться: более тяжелая часть детали после остановки займет нижнее положение (отметьте сектор, соответствующий этому положению).
4. …так проверьте несколько раз. Если обнаружится, что деталь останавливается в одном и том же положении, когда помеченный мелом сектор находится внизу, значит эта часть маховика тяжелее других и, следовательно, деталь не уравновешена.
5. Для уравновешивания на диаметрально противоположном секторе при помощи пластилина закрепите дополнительный груз (добавочные балансиры).
Действия повторите несколько раз.
6. Уравновешивание завершите в том случае, если после нескольких поворотов деталь останавливается в различных положениях.
7. Зафиксируйте опытные данные и способы их обработки.
8. По окончании балансировки постройте график распределения дисбаланса по секторам (поверхности) маховика.
Содержание отчета
1. Наименование и цель работы.
2. Перечень необходимого оборудования, инструментов, материалов.
3. Теоретические основы балансировки (общие сведения по изучаемому разделу):
4. Эскизы приспособлений, установок.
5. Краткое описание проведенной работы.
6. Результаты работы, опытные зависимости.
7. Выводы.
Литература
2 осн.[181-184]
Контрольные вопросы
1.Назначение балансировки при ремонте деталей.
2.Способы балансировки деталей.
3.Сущность статической балансировки.
4.Приспособления, применяемые при статической балансировке.
5.Сущность динамической балансировки.
6.Оборудование, применяемое при динамической балансировке.
2.5 Планы занятий в рамках самостоятельной работы студентов под руководством преподавателя(СРОП)
| № п/п | Задание | Форма проведения | Методические рекомендации | Рекомендуемая литература |
| Особые условия эксплуатации металлургических машин. | Экспресс — опрос | Обратите внимание на специфические условия эксплуатации металлургического оборудования. | 2осн.[114-126] | |
| 1. Технология подготовки металлургического оборудования к эксплуатации. | Дискуссия | Обратите внимание на работы, проводимые на этапе подготовки к эксплуатации. | 2осн.[126-129], 1осн. [142-151] | |
| 1. Взаимосвязь демонтажа, ремонта и ТО в обеспечении надежности. | Дискуссия | Обратите внимание на влияние качества демонтажных работ и работ проводимых при ТО на показатели надежности. | 2осн. [122-170] | |
| 1. Особенности технологии ремонта металлургического оборудования. | Дискуссия | Обратить внимание на специфику технологии ремонта металлургических машин. | 2осн.[176-198], 1 доп. [161, 177] . | |
| 1. Специфика ТО металлургического оборудования по переделам. | Экспресс — опрос | Опишите основные процедуры ТО металлургического оборудования. | 1 доп. [161, 177] | |
| 1. Особенности системы ППР металлургического оборудования. | Дискуссия | Обратите внимание на отличительные особенности ППР металлургического оборудования от оборудования в других отраслях. | 2 осн.[184-188], 1 осн.[151-176] | |
| 1. Последовательность ремонта металлургического оборудования. | Дискуссия | Обратите внимание на основные этапы ремонта. | 1осн.[171-174], 2осн.[184-198], 2 доп. | |
| 1. Специфические методы ремонта металлургического оборудования. | Экспресс-опрос | Опишите один из методов ремонта металлургического оборудования. | 1осн.[151-156], 2осн. [184-198] | |
| 1. Основные неисправности деталей металлургического оборудования. | Экспресс -опрос | Обратите внимание на неисправности оборудования одного из переделов. | 2осн.[184-198], 1осн.[201-212] | |
| 1. Типовые детали металлургического оборудования и причины выход их из строя. | Экспресс -опрос | Обратите внимание на одну из типовых деталей тяжелонагруженного узла машины. | 2осн.[176-198] 1 доп. | |
| Особенности восстановления металлургического оборудования. | Экспресс — опрос | Обратите внимание на технологию восстановления одной из деталей оборудования. | 2 осн. [176-184], 2 доп. | |
| 1. Неисправности насосных установок металлургического передела. | Экспресс — опрос | Опишите характерные неисправности центробежных насосов. | 2 доп. | |
| 1. Неисправности трубопроводной арматуры и методы их устранения. | Дискуссия | Обратите внимание на трубопроводную арматуру ОФ. | 2 доп. | |
| Основные неисправности металлургического оборудования по переделам. | Дискуссия | Обратите внимание на неисправности одной из металлургических машин. | 2осн.[184-198], 1осн.[201-212] | |
| Техника безопасности при ремонте металлургического оборудования. | Экспресс- опрос | Обратите внимание на ТБ при ремонте металлоемкого оборудования. | 1 доп. [230-238] |
2.6 Планы занятий в рамках самостоятельной работы студентов (СРО)
Пункты самостоятельной работы выполняются для конкретной технологической машины согласованной с тьютором в форме реферата по нижеприведенным пунктам
| № п/п | Задание | Методические рекомендации | Рекомендуемая литература |
| 1. | Специфические условия эксплуатации металлургического оборудования. | Опишите специфические условия эксплуатации оборудования. | 2осн.[114-126] |
| 2. | Особенности подготовки металлургического оборудования к эксплуатации. | Обратите внимание на технологию подготовки оборудования к эксплуатации. | 2осн.[126-129], 1осн. [142-151] |
| 3. | Демонтаж – как один из ответственных этапов ремонта оборудования. | Опишите процедуру демонтажа одной из металлургических машин. | 2осн. [122-170] |
| 4. | Специфика организации ремонта металлургического оборудования. | Опишите специфику организации ремонта одной из металлургических машин. | 2осн.[176-198], 1 доп. [161, 177] . |
| 5. | Методы технического обслуживания металлургического оборудования. | Обратите внимание на один из методов ТО применяемый для данного оборудования. | 1 доп. [161, 177] |
| 6. | Специфика ППР в металлургической отрасли. | Опишите систему ППР применяемую для предложенной тьютором машины. | 2 осн.[184-188], 1 осн.[151-176] |
| 7. | Технология ремонта оборудования по переделам. | Обратите внимание на особенности технологии ремонта предложенного тьютором оборудования. | 1осн.[171-174], 2осн.[184-198], 2 доп. |
| 8. | Виды ремонтов оборудования в цветной металлургии. | Обратите внимание на вид и особенности ремонта предложенного тьютором оборудования. | 1осн.[151-156], 2осн. [184-198] |
| 9. | Особенности ремонта деталей металлургического оборудования. | Обратите внимание на особенности технологии ремонта предложенной детали. | 2осн.[184-198], 1осн.[201-212] |
| 10. | Специфика ремонта типовых деталей и механизмов. | Опишите технологию ремонта одной из типовых деталей предложеной машины. | 2осн.[176-198] 1 доп. |
| 11. | Восстановление как процесс перехода машины из неработоспособного в работоспособное состояние. | Обратите внимание на особенности технологии восстановления одной из машин металлургического передела. | 2 осн. [176-184], 2 доп. |
| 12. | Особенности ремонта насосных установок обогатительных фабрик. | Обратите внимание на технологию ремонта одного из типов центробежных насосов ОФ. | 2 доп. |
| 13. | Технология ремонта трубопроводной арматуры обогатительных фабрик. | Обратите внимание на технологию ремонта одного из типоразмеров трубопроводной арматуры ОФ. | 2 доп. |
| 14. | Специфика ремонта металлургического оборудования. | Обратите внимание на особенности ремонта металлургического оборудования по переделам. | 2осн.[184-198], 1осн.[201-212] |
| 15. | Особые требования ТБ при ремонте металлургического оборудования. | Приведите особые требования ТБ при ремонте предложенного тьютором оборудования. | 1 доп. [230-238] |
2.7 Тестовые задания для самоконтроля
1. Эксплуатация металлургических машин это:
A) Подготовка к эксплуатации, использование по назначению, транспортирование, техническое обслуживание, ремонт, хранение, учет.
B) Использование по назначению, транспортирование, техническое обслуживание.
C) Подготовка к эксплуатации, использование по назначению, транспортирование, техническое обслуживание, ремонт.
D) Техническое обслуживание, ремонт.
E) A) Подготовка к эксплуатации, использование по назначению, транспортирование, техническое обслуживание, диагностика, ремонт, хранение.
2. Основная цель технической диагностики это:
A) Выявление неисправностей ММ без их разборки.
B) Выявление неисправностей ММ без их разборки; определение ресурса безотказной работы сборочных единиц и фактической потребности в производстве работ при ТО.
C) Выявление неисправностей ММ без их разборки; определение ресурса безотказной работы сборочных единиц и фактической потребности.
D) Определение ресурса безотказной работы сборочных единиц и фактической потребности.
E) Выявление дефектных элементов ММ.
3. В каких случаях эффективна система эксплуатации по заданному ресурсу?
A) При гарантированном качестве элементов.
B) При постоянстве режимов эксплуатации.
C) При гарантированном качестве элементов и постоянстве режимов эксплуатации.
D) При гарантированном качестве элементов и отлаженной системе диагностирования.
E) При гарантированном качестве элементов и системе ППР.
4. Перед транспортированием крупногабаритные машины:
A) Помещают в специальные контейнеры.
B) Укрепляют специальными конструкциями.
C) Сертифицируют на пригодность к транспортированию.
D) Разбирают на отдельные транспортабельные узлы.
E) Сливают с них технологические жидкости.
5. Каким образом оценивают работоспособность крепежных соединений металлургических машин, эксплуатирующихся в условиях длительного переменного нагружения?
A) По внешнему виду элементов.
B) Ультразвуковым диагностированием.
C) По шумовой характеристике.
D) По числу сованных ниток резьбы.
E) По степени снижения предварительной затяжки
6. От чего зависит техническое состояние машин?
A) От качества и своевременности выполнения контрольных и регулировочных работ.
B) От качества монтажных работ.
C) От применяемой системы диагностирования.
D) От квалификации обслуживающего персонала.
E) От качества технических жидкостей.
7. В чем заключается сущность системы ППР?
A) В строгом соблюдении графика выполнения работ.
B) В выполнении установленных видов технического обслуживания и плановых ремонтов.
C) В выполнении установленных видов технического обслуживания.
D) В выполнении плановых ремонтов.
E) В своевременном выполнении всех видов ТО.
8. В каких случаях необходим наряд на безопасное производство работ в электроустановке?
A) При техническом ремонте электрооборудования, напряжением свыше 380 В.
B) При техническом ремонте электрооборудования, напряжением свыше 220 В.
C) При техническом ремонте электрооборудования, напряжением свыше 1000 В.
D) При техническом ремонте электрооборудования, мощностью свыше 10 кВт.
E) При техническом ремонте электрооборудования, мощностью свыше 100 кВт.
9. Должен ли бригадир непосредственно принимать участие в ремонте объекта?
A) В зависимости от степени занятости бригадирскими обязанностями.
B) Нет.
C) В зависимости от его административно-технических обязанностей.
D) Да.
Е) Только в экстренных случаях.
10. Основанием и необходимым условием для выполнения ремонта является:
A) Аварийная ситуация.
B) Состояние машины.
C) Преждевременная потеря объектом точности, мощности, скорости или других параметров
D) График ППР.
E) Предварительно разработанный план осмотров и планово-предупредительных ремонтов.
11. Что является основанием для замены детали во время ремонта?
A) Выход детали из строя в результате ее износа в процессе эксплуатации, конструктивных недостатков, отклонений в технологии ее изготовления, неправильного обслуживания при эксплуатации или в результате аварии.
B) Выход детали из строя в результате ее износа в процессе эксплуатации, конструктивных недостатков, отклонений в технологии ее изготовления.
C) Неправильное обслуживание при эксплуатации..
D) В результате аварии
E) Отказ детали.
12. Кто является организатором ремонта?
A) Начальник цеха, участка.
B) Механик мастерской или цеха.
C) Мастер участка.
D) Бригадир ремонтной структуры.
E) Главный механик завода, фабрики.
13. Кто осуществляет централизованный ремонт ММ?
A) Цеховые слесари-ремонтники под руководством механика цеха.
B) Подрядные организации
C) Отдел главного механика предприятия.
D) Субподрядные организации.
E) Представители РМБ.
14. Что представляет собой ремонтный цикл?
A) Период работы между ремонтами.
B) Продолжительность ремонтных работ.
C) Периодичность ремонтных работ.
D) Период работы оборудования между двумя капитальными ремонтами или период работы оборудования от начала его эксплуатации до первого капитального ремонта.
E) Период работы оборудования между текущим ремонтами.
15. На какие группы сортируют детали в процессе дефектации?
A) Годные и негодные.
B) Ремонтопригодные и неремонтопригодные.
C) Дефектные и исправные.
D) Исправные и неисправные.
E) Годные, ремонтопригодные и негодные.
16. Какие методы восстановления деталей Вам известны?
A) Восстановление до ремонтных размеров и восстановление до номинальных размеров.
B) Наплавка и раздача.
C) Хонингование.
D) Восстановление до проектных размеров.
E) Осталиванием и борированием.
17. Какой из методов восстановления является более прогрессивным?
A) Восстановление изношенных деталей до проектных размеров.
B) Восстановление изношенных деталей до номинальных размеров.
C) Наплавка.
D) Метод ремонтных размеров.
E) Лазерная наплавка.
18. Какой элемент валов, осей и винтов проверяют и восстанавливают в первую очередь?
A) Шейки.
B) Прямолинейность.
C) Центровые отверстия.
D) Шпоночные канавки.
E) Галтели.
19. Какой вид сварки применяют при ремонте деталей из чугуна?
A) В среде защитных газов.
B) Холодную.
C) Контактную.
D) Газовую.
E) Ультразвуковую.
20. Какой металл применяется для повышения поверхностной твердости деталей и увеличения их сопротивления механическому из носу, а также для восстановления размеров деталей?
A) Кремний.
B) Бор.
C) Марганец.
D) Никель
E) Хром.
21. Что представляет собой осталивание?
A) Гальваническое наращивание слоя железа.
B) Наплавка стали.
C) Напыление стали.
D) Плазменное осаждение железа на изношенные поверхности.
E) Химическое наращивание слоя железа.
22. В каком случае применяется соединение с подогревом охватывающей детали или с охлаждением охватываемой?
A) При соединении деталей небольших диаметров.
B) При соединении деталей большого диаметра, когда требуется обеспечить натяг больше 0,1 мм.
C) При соединении деталей большого диаметра, когда требуется обеспечить натяг не более 0,1 мм.
D) При соединении деталей из разнородных металлов.
E) При соединении чугунных деталей.
23. Каким образом правят валы и оси диаметром более 60 мм.?
A) На прессах.
B) Ковкой.
C) С местным нагревом.
D) Выглаживанием.
E) Вальцовкой.
24. Каким образом восстанавливают шпоночные пазы у валов?
A) Наплавкой.
B) Хромированием.
C) Вальцовкой.
D) Фрезерованием на следующий ремонтный размер или под нестандартную ступенчатую шпонку.
E) Не восстанавливают.
25. Каким образом ремонтируют подшипники качения?
A) Введением ремонтных тел качения.
B) Заменой части изношенных элементов.
C) Электролитическим осаждением изношенных поверхностей.
D) Шлифовкой.
E) Ремонту не подвергаются.
26. Наиболее частый дефект зубчатых колес:
A) Износ рабочего профиля зубьев.
B) Излом зубьев.
C) Выкрашивание зубьев.
D) Трещины в ступице.
E) Износ шпоночного паза.
27. Какие марки клеев используются при восстановлении поломанных и треснувших деталей, уплотнений неподвижных соединений?
A) Эпоксидный.
B) Синтетические клеи БФ и ВС-10Т.
C) Момент.
D) 88.
E) Силикатный
28. Что нужно проверить в подшипниках насосов при чрезмерном нагреве?
A) Степень осевой затяжки.
B) Радиальный зазор.
C) Уровень масла.
D) Осевой люфт.
E) Степень загрязнения смазки.
29. Каков удельный вес капитального ремонта в общем объеме ремонтных работ?
A) 90%.
B) 70%.
C) 50%.
D) 22%.
E) 30%.
30. Каким должно быть напряжение при пользовании ручными переносными лампами?
А) 220В.
В) 24В
С) 12В.
D) 9В.
Е) 36В.
Ключи ответов
2.8 Экзаменационные вопросы по курсу
1. Особые условия эксплуатации металлургических машин.
2. Подготовка технологического оборудования к эксплуатации.
3. Виды технического обслуживания технологических машин и электромеханического оборудования.
4. Организация работ при ТО технологических машин.
5. Общие сведения о демонтаже, ремонте, сборке и техническом обслуживании ММ.
6. Назначение и виды ремонта.
7. Место и условия ремонта.
8. Оборудование, инструмент и приспособления.
9. Подготовка объекта к ремонту и демонтаж.
10. Организация ремонта. Ремонтные работы.
11. Основные этапы технологического процесса ремонта.
12. Методы технического обслуживания и ремонта оборудования на металлургических предприятиях
13. Централизованный ремонт.
14. Децентрализованный ремонт.
15. Смешанный ремонт.
16. Методы технического обслуживания.
17. Поточное техническое обслуживание.
18. Техническое обслуживание эксплуатационным персоналом.
19. Техническое обслуживание специализированным персоналом.
20. Техническое обслуживание специализированной организацией.
21. Техническое обслуживание предприятием-изготовителем.
22. Планово-предупредительный ремонт (ППР).
23. Ремонты в системе ППР.
24. Периодические ремонты.
25. Послеосмотровые ремонты.
26. Стандартные ремонты.
27. Последовательность и правила выполнения технологического процесса ремонта.
28. Текущее профилактическое обслуживание и надзор за оборудованием.
29. Плановые осмотры и проверки.
30. Плановый малый и средний ремонты.
31. Плановый капитальный ремонт.
32. Виды ремонтов.
33. Малый ремонт.
34. Средний ремонт.
35. Капитальный ремонт.
36. Аварийный ремонт.
37. Межремонтное обслуживание.
38. Организационно-технические мероприятия ППР.
39. Техническая документация на ремонтные работы.
40. Подготовка, разборка, очистка и промывка деталей.
41. Ремонт деталей. Применение компенсаторов износа.
42. Ремонт повреждений и заделка трещин.
43. Восстановление деталей сваркой и наплавкой.
44. Восстановление деталей металлизацией.
45. Гальванические покрытия.
46. Твердое никелирование.
47. Восстановление изношенных деталей давлением.
48. Борирование.
49. Осталивание (железнение).
50. Ремонт и сборка шпоночных, шлицевых и прессовых соединений.
51. Ремонт валов, осей и шпинделей.
52. Ремонт подшипников скольжения.
53. Ремонт подшипников качения.
54. Ремонт шкивов и ременных передач.
55. Ремонт зубчатых колес.
56. Ремонт винтов и гаек.
57. Восстановление деталей. Общие сведения.
58. Заделка трещин.
59. Заделка пробоин.
60. Восстановление неподвижных резьбовых сопряжений.
61. Газопламенное нанесение полимерных покрытий.
62. Применение синтетических клеев.
63. Техническое обслуживание и ремонт насосных установок.
64. Обкатка и наладка насосов.
65. Пуск и обслуживание насосов.
66. Испытания центробежных насосов.
67. Лабораторные испытания насосов.
68. Ремонт деталей и узлов насосных установок.
69. Характерные неисправности труб и фасонных частей внутристанционных коммуникаций.
70. Методы ремонта трубопроводной арматуры.
71. Пути повышения эффективности ремонтного хозяйства.
72. Прогрессивные направления организации ремонтного хозяйства.
73. Мероприятия по усовершенствованию организации и планированию ремонтного хозяйства.
74. Недостатки типовой системы планово-предупредительного ремонта.
75. Средства обеспечения безопасной работы оборудования.
76. Техника безопасности при ремонте.
77. Требования безопасности при перемещении тяжестей.
78. Средства индивидуальной защиты.
ГЛОССАРИЙ
Система технического обслуживания и ремонта машин — совокупность взаимосвязанных средств, операций, документации и исполнителей, необходимых для поддержания и восстановления качества изношенных частей и сборочных единиц ММ во время их эксплуатации, хранения и транспортирования.
ММ– металлургическая машина.
Использование по назначению — вид эксплуатации машины, при котором производится выбор ММ для использования на объекте применения, подготовка к ежесменному использованию, управление машиной, установка машины у объекта применения, выполнение рабочих движений и операций, монтаж и демонтаж сменного рабочего оборудования.
Демонтаж — операции разборки машины или оборудования на сборочные единицы, узлы и детали.
Ремонтом машины — восстановление работоспособности, точности, мощности, скорости и других параметров машины, определяющих ее служебное назначение.
Сборка машины — операции соединения деталей в сборочные единицы и узлы таким образом, чтобы после сборки они составили машину, годную к эксплуатации и отвечающую ее служебному назначению.
ППР — планово-предупредительный ремонт — комплекс организационно-технических мероприятий по техническому уходу, замене и ремонту изношенных деталей и узлов.
Ремонтный цикл — период работы оборудования между двумя капитальными ремонтами или период работы оборудования от начала его эксплуатации до первого капитального ремонта.
Малый ремонт — вид планового ремонта, при котором нормальная эксплуатация агрегата до очередного планового ремонта обеспечивается заменой или восстановлением незначительного числа изношенных деталей и регулированием механизмов.
Средний ремонт — вид планового ремонта, при котором производится частичная разборка агрегата, капитальный ремонт отдельных узлов, замена и восстановление значительного числа изношенных деталей, сборка, регулирование и испытание агрегата под нагрузкой.
Капитальный ремонт — вид планового ремонта, при котором производится полная разборка агрегата, замена изношенных деталей и узлов, ремонт базовых и других деталей и узлов, сборка, регулирование и испытание агрегата под нагрузкой.
РЭ — руководства по эксплуатации.
Износ — разрушение наружных слоев твердого тела и изменение его структуры, вызванные различными причинами.
Борирование — химико-термическая обработка деталей, способствующая повышению износостойкости поверхностных слоев.
Осталивание (железнение)— гальваническое наращивание слоя железа.
Бейсенов Бауржан Саккоулы
ЭКСПЛУАТАЦИЯ И РЕМОНТ
МЕТАЛЛУРГИЧЕСКИХ МАШИН
Учебно-методический комплекс дисциплины
(для специальности 5В070900 — Металлургия)
Редактор
Техн.редактор
Протокол заседания кафедры
«Горные и металлургические
машины и оборудование» № __ «__»_______2022 г.
Протокол заседания УМС
Горно-металлургического института № __ «__»_______ 2022 г.
Подписано в печать ___________ 2022 г.
Тираж экз. Формат 60х84 1/16. Бумага типографская №1.
Объем_ 7,0 п.л. Заказ № Цена договорная
Издание Казахского национального технического университета
имени К.И.Сатпаева
Научно-технический издательский центр
г.Алматы, ул.Ладыгина, 32


 | artlab.club")
