 Станки дома
Станки дома История jet
Начало становления знаменитого бренда относится к далеким 30-м годам XX века. В 1937 году стараниями Вальтера Майера в швейцарском городе Шверценбах было организовано предприятие по ремонту и изготовлению станочного оборудования. На то время Швейцария считалась европейским центром станкостроительной продукции.
Промышленные и экономические связи с заокеанскими партнерами, с государствами Европы позволили молодой компании стремительно занять место на рынке станочного оборудования. К началу Второй Мировой войны компания Вальтер Майер АГ становится одним из лидеров металлообрабатывающего оборудования.
По окончанию военных действий продукция швейцарской компании уже прочно занимала позиции в сегменте промышленного станочного оборудования. С началом 50-х годов компания старается выйти со своим предложением на огромный североамериканский рынок. Плодом длительных переговоров и усилий представителей компании стало открытие в США первого на североамериканском континенте своей дочерней компании, совместно с американской компанией JET Equipment & Tools. Значительные финансовые вливания, высокие потребности растущей американской экономики позволили не только освоить американский рынок металлообрабатывающих станков, но и значительно увеличить ассортимент продукции.
Стараниями европейских инженеров и американских менеджеров компании Вальтер Майер АГ удалось освоить выпуск на базе американских предприятий металлообрабатывающих и деревообрабатывающих станков различного назначения. С заводского конвейера начали сходить большое, среднее и малое станочное оборудование, рассчитанное на промышленное использование и бытовое применение. Признанием успехов американской компании JET стали награды, полученные на выставке EXPO 1964 в Нью-Йорке и в Монреале, в 1967 году за лучшие промышленные изделия в сфере металлообработки.
Нарастив достаточные мощности, получив международное признание, американская компания становится частью швейцарского концерна Вальтер Майер АГ. Швейцарский гигант Вальтера становится владельцем американской компании JET Equipment & Tools, получив права на торговую марку JET. С 1988 года компания основная часть промышленного станочного оборудования выпускается под маркой бренда JET, на заводах и предприятиях в Китае и Гонконге, в Южной Америке и на европейском континенте.
Став частью огромного концерна и большой финансово-экономической монополии компания JET в конце XX столетия сумела занять доминирующее положение на рынке металлообрабатывающего оборудования. Ежегодно в станах Европы, в Германии, в Бельгии открываются новые предприятия по ремонту, обслуживанию и выпуску комплектующих для станочного оборудования марки JET. Большую долю в производстве станочного оборудования занимает продукция, сделанная на заводах в Тайване.
Получив доступ на международный рынок, компания существенно и качественно расширила ассортимент продукции. С 1999 года совместно с компаниями Powermatic и Performax освоен выпуск станок для деревообработки. Уже в 2001 году логотипы компании JET появляются на станочном оборудовании с числовым программным управлением.
На российский рынок компания JET пришла в начале третьего тысячелетия. С 2004 года в России на регулярной основе работает представительство концерна. Российским рынком, обеспечением спроса на станочное оборудование в странах СНГ, компания JET осуществляет с помощью партнерской компании ООО «ИТА СПБ», расположенной в Санкт-Петербурге.
Сегодня большая часть продукции на отечественном рынке под маркой бренда JET, представлена оборудованием и станками, выпускаемыми предприятиями на Тайване. В России реализацией, обслуживанием и ремонтом станочной техники известной марки занимается более 250 предприятий, фирм и компаний, от Владивостока, до Калининграда.
На сегодняшний день продукция компании JET занимает лидирующие позиции в станочном оборудовании, среднего ценового сегмента. Предприятия компании имеются практически во всех уголках земного шара. С 2020 года все дочерние предприятия и офисы компании имеют необходимую сертификацию, отвечающую самым современным техническим требованиями и безопасности.
Радиокот :: проект чпу станка – «dexter». глава первая – механика.
Проект ЧПУ станка – «Dexter». Глава первая – механика.
Числовое программное управление (сокр. ЧПУ; англ. computer numerical control, сокр. CNC) —компьютеризованная система управления, управляющая приводами технологического оборудования, включая станочную оснастку.
Станок с ЧПУ имеет широчайшую область применения, все зависит только от Вашей фантазии. ЧПУ станки широко используются в производстве художественной мебели, имитации под старину, мебельном производстве, рекламной индустрии для изготовления рекламных щитов, нанесения логотипов на товары, при производстве сувенирной продукции, при изготовлении форм для различных видов литья, при обработке камня – создание скульптур, барельефов. Это только мизерный список того, где применяются ЧПУ станки.
Станок с ЧПУ купленный у производителя, дело конечно стоящее, но это может позволить себе не каждый, слишком дорого. Решено, будем делать сами.
Изначально подумал собрать небольшой станочек, для сверловки и фрезеровки печатных плат. Но подумав, что вот соберу, понравится, потрачу сумму денег и потом всё равно потянет на станок побольше, опять деньги и время. Почесав затылок решил сразу делать так делать.
Начался сбор информации по сайтам, форумам, интернет магазинам. По комплектующим остановился на сайтах
www.duxe.ru
и
www.cnc.gollos.com.ua
, так как приемлемые цены и приличный ассортимент. Услугами порезки металла лазером воспользовался через сайт
https://plasma.dp.ua
. В сварочных работах очень помог друг Антон Сиваш, за что ему большая благодарность. Метизная продукция приобреталась в
https://metalvis.ua
, большой ассортимент продукции. Также воспользовался базой металлопроката, у себя в городе, с наличием широкого ряда профильных труб.
При выборе конструкции станка было просмотрено и отфильтровано море информации и фотографий. В статье –
https://vri-cnc.ru
, мне понравилась конструкция станины станка, сама идея применения профильной трубы. Идея с ходовыми частями на подшипниках и направляющие из профильной трубы лично мне не понравилась (хотя сейчас делаем другу по такой системе станок, выходит очень даже ничего).

Определившись со станиной, засел за чертежи станка, делал изначально их в SPlan7, а почему б и нет, программа универсальна. Удобно когда есть чертёж с размерами один к одному. Вычертил станину, вид сверху и вид сбоку, нарисовал по бокам подшипниковые опоры, сразу смог определится с размерами приводного винта оси «Z». Всё сразу конечно не смог начертить, потому, как не было всех установочных узлов в наличии – опоры направляющих валов, линейные подшипники, приводные муфты, направляющие валы осей, шаговых двигателей, крепление шпинделя, подшипниковые опоры.
Началась пора заказов, шаговые двигатели – Nema23 (23HS6403), заказал с
www.duxe.ru
, крепление шпинделя (диаметр 52мм) и приводные муфты (6,3мм / 8мм) –
https://ru.aliexpress.com
, направляющие валы осей, линейные подшипники в корпусе, опоры направляющих валов, подшипниковые опоры тоже точились по моим чертежам на –
www.cnc.gollos.com.ua
.
По мере получения заказанных комплектующих, я их отрисовывал в трёх видах и использовал потом для нанесения в чертежах как элементы библиотеки, очень удобно. Постепенно, не быстро, станок был полностью построен в трёх проекциях и теперь можно снять любой интересующий размер.
Определившись с погонными метрами и размерами профильных труб, побежал на металлобазу. Прикупил не лёгкую пачку профильных труб, дотянул их домой, благо рядом.
Теперь переходим от теории, черчения и закупок, к практике. Нам понадобится большой список инструмента, приспособлений и услуг:
Электроинструмент.
1. Угловая шлифмашинка, небольшая (500–700Вт);
2. Электрическая дрель, с регулировкой оборотов;
3. Сварочный аппарат, желательно полуавтомат;
Измерительный инструмент, разметочный.
1. Рулетка (2м.);
2. Металлическая линейка (0,5м.);
3. Угольник (от 200мм.);
4. Чертилка по металлу (с победитовой напайкой);
Металлорежущий и обрабатывающий инструмент.
1. Диски отрезные, по металлу (диаметр 125мм., толщина 1,6мм.)
2. Круги зачистные (лепестковые);
3. Насадки абразивные, для дрели (цилиндрические, 15–20мм.);
4. Бумага шлифовальная (средняя и мелкая);
5. Напильники по металлу (квадратный, плоский, круг и полукруг);
6. Коронка по металлу, с победитовыми напайками (диаметр 18мм.);
7. Свёрла твёрдосплавные, HSS (диаметр – 3,5мм., 5,5мм., 10мм.);
Зажимной инструмент и приспособления.
1. Шестигранные ключи (4мм.);
2. Ключи рожковые или разводной (8мм., 22-24мм.);
3. Тиски большие;
4. Набор разного размера струбцин для металла (плюс самодельные);
Услуги.
1. Токарные работы;
2. Сварочные работы;
3. Лазерный или плазменный раскрой листового металла;
4. Интернет–магазины;
5. База металлопроката ( профильный и листовой прокат);
Также необходимо наличие «прямых рук», желательно четырёх, море свободного времени и терпения.
Итак, начнём со станины оси «Z» станка.
Для станины используем профильную трубу сечением 30х60х2мм. Нам потребуется отрезки: 903мм. – 2шт. (продольные отрезки станины), 718мм. – 2шт. (поперечные отрезки станины), 80мм. – 4шт. (ножки станины). Станина получится универсальной, её можно устанавливать на стол или надевать на основу.

Чтобы получить отрезки труб, необходимой длинны, соблюдаем последовательность:
1. Берём трубу с запасом по длине, с одной стороны делаем разметку круговую под угольник;
2. Далее зажимаем в тиски, пользуясь угловой шлифмашинкой, торцуем трубу по линии разметки, производя резы с каждой из четырёх сторон трубы, а не за один рез;
3. После торцевания убираем окалины внутри и снаружи трубы, квадратным и плоским напильником;
4. Проверяем торец трубы угольником, с каждой стороны, подгоняем при необходимости;
5. После торцовки базового края, пользуясь рулеткой, отмечаем необходимую длину и повторяем действия пунктов 2 –4.
После проделанных операций приступаем к разметке отверстий на поперечных отрезках станины под установку опор направляющих валов, подшипниковых опор приводного винта, монтажных стяжных винтов (коронкой 18мм.), шпилек под установку шаговых двигателей. Разметили, посверлили, теперь можно и тщательно зачистить поверхность труб.

Для торцов поперечных труб изготовим заглушки, из кусочков труб.

В ножках станины будут вварены пластины, с резьбами, в которые вкрутим регулируемые опоры.

Эти же регулируемые опоры можно переставить в основу станка.

Для сварки станины необходимо её собрать на монтажные шпильки М16х1000 и стянуть по углам самодельными профильными струбцинами. Струбцины представляют собой два отрезка профильной трубы, размерами 20х30х250мм., с отверстиями 8,5мм. по центрам, стянутые между собой шпильками длинной 150мм. и диаметром 8мм (М8).

Сборку производить по угольнику, с замерами диагоналей станины, затем обтянуть все стяжные гайки и ещё раз проверить прямые углы и диагонали.
Для транспортировки станины в таком виде я обмотал её вакуумной пищевой плёнкой, потому как зачищенный и зашлифованный метал очень хорошо проявляет пятна ржавчины не только от влажной погоды, но и от влажных и жирных рук.
Сварка станины производится поэтапно:
1. Демонтируем вакуумную пищевую плёнку;
2. Проверяем, не сбились ли углы и размеры диагоналей;
3. Устанавливаем станину в горизонтальное положение, либо на пол, либо на сварочный стол;
4. Сначала делаем прихватки, точками, крест на крест с переворотами станины, даём остыть;
5. Теперь по той же схеме делаем сплошные провары, даём остыть;
6. Лепестковыми, зачистными кругами зачищаем сварочные швы и смотрим, нет ли пропусков провара, если есть устраняем;
7. После остывания можно снять с углов стяжные струбцины;
8. Предварительно навариваем на пластины от регулируемых опор гайки (можно удлинённые) и привариваем их к ножкам, зачищаем, даём остыть;
9. Размечаем установочные места ножек на станине и закрепляем их на струбцины по металлу;
10. Прихватываем, провариваем и зачищаем, даём остыть;
11. Снимаем стяжные шпильки и завариваем отверстия от них, так как они были вспомогательные.
Станина готова.
Начинка станины, оси «Z», состоит из:
1. Линейные направляющие валы WCS, диаметр 16 мм, длинна 1000мм, количество 2шт;

2. SHF держатель вала, SHF16UU, количество 4шт;

3. Линейный подшипник в корпусе, SCS16UU (4 отв.), количество 4шт;

4. Подшипниковые опоры (подш. №6000 – 3шт.), количество 2шт, точенные;


5. Винт трапеция с разделкой концов, длина 1000мм и капролоновой гайкой;

Весь крепёж М5, только разной длинны.
Продолжаем, портал – ось «Y» и ось «Z».
Портал и ось будет изготовлена из листового метала размером 1000х1000х3мм, методом лазерного раскроя, именно лазерного, потому как плазма не справится с самыми мелкими деталями. Чтобы изготовить детали, из листового метала, необходимо нарисовать их в CorelDRAW или AutoCAD соблюдая ряд требований:
Технические требования к чертежам для плазменной резки:
1. Форматы файлов: AutoCAD, SolidWorks, Kompas (предпочтительно *.dxf);
2. Все символы и текст должны быть преобразованы в кривые;
3. Расстояние между деталями больше или равно толщине метала, но не меньше 6мм;
4. Расстояние от края листа до деталей равно толщине метала, но не меньше 10мм.
Пришлось перерисовывать, то что я нарисовал в SPlan7, в CorelDRAW а потом открывать в AutoCAD и сохранять в *.dxf. В AutoCAD работать я не умею, поэтому так замудрил. Отправил файл на порезку. Через семь дней прислали службой доставки готовые детали. Качеством реза я был поражен, высший класс. Портал собрал пока без сварки и всё держалось, как пазл 3D.

Портал перед сваркой был собран и стянут, всё теми же шпильками М16х1000 (через отверстия направляющих валов), а нижняя его часть была закреплена уголками через отверстия к ДСП доске. Сварка портала осуществлялась жирными точками, чтоб исключить ведение метала от сплошных проваров. В месте крепления гайки к порталу использовалась профильная труба 15х15х2мм. После сварки всё зачистил, не заподлицо, лепестковыми кругами, демонтировал стяжные шпильки.
Начинка портала, оси «Y», состоит из:
1. Линейные направляющие валы WCS, диаметр 16 мм, длинна 750мм, количество 2шт;
2. SHF держатель вала, SHF16UU, количество 4шт;
3. Линейный подшипник в корпусе, SCS16UU (4 отв.), количество 4шт;
4. Подшипниковые опоры (подш. №6000 – 3шт.), количество 2шт, точенные;
5. Винт трапеция с разделкой концов, длина 740мм и капролоновой гайкой;
Отдельно остановимся на конструкции гаек из капролона. Придумал сам. Гайка вставляется в разъёмную обойму и контрится упорными шплинтами, с головкой под шестигранник.


Теперь ось «Z». Для сварки «дно» оси прикрутил, через её отверстия шурупами к дсп доске, чтоб не повело. Затем прислонил четыре стенки и стянул струбцинами. Проварил, внутри по углам прихватками, а по наружи каждый «шип» в 1 –2 местах (в зависимости от ширины). Остыла, демонтировал шурупы и зачистил (только снаружи).
Начинка оси «Z», состоит из:
1. Линейные направляющие валы WCS, диаметр 12 мм, длинна 253мм, количество 2шт;
2. SHF держатель вала, SHF12UU, количество 4шт;
3. Линейный подшипник в корпусе, SCS12UU (4 отв.), количество 4шт;
4. Подшипниковые опоры (подш. №6000 – 3шт.), количество 2шт, точенные;
5. Винт трапеция с разделкой концов, длина 260мм и капролоновой гайкой;
Первая предварительная сборка станка, без винтов и гаек.

Как видно станок находится в настольном варианте, без основы. Примерил шпиндель. Крепление шпинделя предусматривалось под полностью цилиндрический шпиндель, одного диаметра, потому разрезано было только с одной стороны. Пришлось сделать разрез с противоположной, чтоб завести свой.
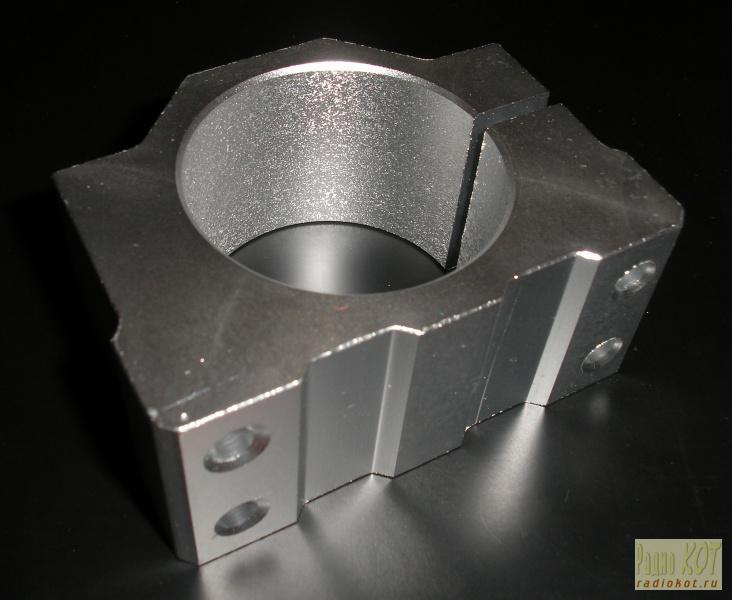
Вообще, когда прибыло крепление меня, ожидал ещё один сюрприз. На сайте продавца был чертёж крепления, я под него всё и расчертил для прорезки металла на лазере. А оказалось, что крепёжных отверстий не 5 а 4 и по расположению отличаются, пришлось пересверливать вручную.

Далее собрал гайки и принялся собирать оси с приводными винтами уже, но и тут сюрприз от токаря. Упорные места в подшипниковых опорах он перенёс наружу, из-за этого установочный размер винта с двумя опорами увеличился на 3мм, пришлось подкладывать под крепёжные болты шайбы.
Итак, вот что вышло.



Как показала сборка буду усиливать профильной трубой 20х20 портал с обеих сторон. Винты осей смазал графитовой смазкой. Винты вручную крутятся отлично, но долго перемещать. Сделал переходник с гибким валом под муфту и шуруповёртом погонял оси, отлично.
По мере сборки станка стал вопрос, а где его хранить и работать? Пришлось пока тормознуться со сборкой, и заняться решением проблемы.


Файл порезки и чертежей в SPlan прилагаю. Во второй статье рассмотрим электронику станка. Всем творческих успехов.
P.S. – Изготовление станка ЧПУ, создаёт революционные настроения в семье )))
Файлы:
CNC_porezka
cnc_spl
Все вопросы в
Форум.
Как вам эта статья? | Заработало ли это устройство у вас? |



