 Станки дома
Станки дома Наладка сверлильно-фрезерных (пазовальных) станков
Наладку проводят в следующей последовательности:
1. Выбирают и устанавливают режущий инструмент. В зависимости от ширины гнезда используют одно-, двух- и трехрезцовые концевые фрезы. Фрезы крепят в цанговом патроне. Вследствие неточности изготовления цанговых патронов возникает биение фрезы и ширина паза увеличивается на 0,1…0,2 мм. Радиальное биение посадочной шейки шпинделя допускается до 0,04 мм.
2. Устанавливают стол по высоте, поднимая его вручную. Положение стола определяется расстоянием выбираемого паза до базовой поверхности при обработке. Ход стола при рабочей подаче устанавливают по глубине паза. В исходном положении расстояние между фрезой и заготовкой должно быть 20 мм.
3. Устанавливают амплитуду и частоту качания. Амплитуда качания определяет длину паза и регулируется изменением величины радиуса кривошипа по шкале на направляющей (станок СВПА-2) или поворотом маховичка (станок СВПГ-2). Устанавливают упор, фиксирующий положение одного торца детали на столе. Гидравлическим регулятором (станок СВПА-2) или поворотом маховичка (СВПГ-2) устанавливают требуемую частоту качания.
4. Устанавливают прижимы по высоте так, чтобы зазор между ними и деталью был 5…6 мм. Не следует располагать прижимы с большим вылетом.
5. Скорость подачи стола устанавливают в пределах 0,5… 1,5 м/мин в зависимости от диаметра фрезы и твердости обрабатываемого материала.
6. Проверяют работу станка на холостом ходу и с обработкой пробных деталей. Равномерность ширины паза должна соответствовать 11… 13-му квалитетам. Допускается непараллельность пласти паза и базовой поверхности детали 0,15 мм на 100 мм длины. Шероховатость обработанной поверхности должна быть не более 200 мкм.
Глава 39. ДОЛБЕЖНЫЕ СТАНКИ
Станки предназначены для выборки прямоугольных гнезд в изделиях из древесины для шиповых соединений и установки фурнитуры. В качестве режущего инструмента применяют фрезерные цепочки и гнездовые фрезы.
Фрезерные цепочки устанавливают на цепно-долбежных станках и агрегатных головках. Цепное фрезерование выполняется зубьями цепи, перемещающейся по дуговой траектории. Каждый зуб срезает стружку циклоидальной формы при радиальной подаче. Для получения паза большей длины добавляется боковая подача.
По расположению долбежных (фрезерных) цепочек различают вертикальные и горизонтальные цепно-долбежные станки, одно- и многошпиндельные. Вертикальные станки применяют для фрезерования гнезд на широких поверхностях щитовых и рамочных деталей, а также на боковых поверхностях брусков. Горизонтальные станки используют преимущественно для выработки гнезд на узких гранях щитов и рамок.
На долбежных станках различными инструментами в деревянных деталях вырабатываются гнезда прямоугольных сечений. Они работают по позиционной схеме. В качестве режущего инструмента используются фрезерные цепочки или гнездовые фрезы. В цепнодолбежных станках (рис. 117) обрабатываемая заготовка закрепляется на столе 10
двумя гидрозажимами11,а механизм резания располагается над столом. Гнездо выбирается фрезерной цепочкой14,натянутой сверху на четырехзубую приводную звездочку13,сидящую на валу электродвигателя1,и снизу — на направляющую планку с натяжным роликом15.
Электродвигателю на подмоторной плите2можно придавать установочные перемещения по направляющим кронштейна в осевом направлении. Кронштейн по направляющим станины с помощью гидроцилиндраЦ1совершает следующие перемещения: вниз — рабочее, вверх — холостое.
Стол станка состоит из двух частей: горизонтальной и вертикальной. Горизонтальная часть имеет ручное установочное перемещение относительно вертикальной части.
Обе части стола совершают рабочее перемещение при выборке гнезда, длина которого больше размера режущего инструмента, по шариковым направляющим с помощью зубчато-реечной передачи 9
и маховика12.Масло от насоса 5 через напорный золотник 6
поступает к электрозолотникам4и8.Золотник4управляет гидроцилиндромЦ1подачи суппорта. Дроссель3и обратный клапан7в магистрали гидроцилиндра обеспечивают бесступенчатое регулирование скорости подачи суппорта.
Золотник8управляет работой зажима11.При нажатии на переносную электропедаль масло поступает в гидрозажим и гидроцилиндрЦ1.Деталь зажимается на столе, а суппорт начинает движение вниз. В конце рабочего хода суппорт нажимает на конечный выключательКВ2,переключающий золотник4.
Если педаль отпущена, суппорт совершает холостой ход. В конце холостого хода суппорт нажимает на конечный выключательКВ1,переключающий золотник8.При этом золотник4занимает среднее положение.
В результате все масло, подаваемое насосом, через золотник8сливается в бак, а суппорт останавливается, так как в среднем положении золотник4перекрывает выход масла из обеих полостей гидроцилиндра подачиЦ1.
Простота режущего инструмента и высокая производительность обусловливают широкое распространение долбления гнездовыми фрезами. Для этого удобно использовать долбежные агрегатные головки, смонтированные в нужном количестве на общей станине.
Для долбления узких гнезд используют гнездовые фрезы, которые выполнены в виде узкой тонкой пластинки с зубцами на нижней и боковой гранях.
Нижние зубья — режущие, боковые — удаляющие стружку. Фреза совершает движение по эллиптической кривой или дуге окружности.
Долбежная головка (см. рис. 117, в)
состоит из тяги5на оси4коромысла7с долбяком8,вала3с эксцентриком6и приводного электродвигателя1. При вращении вала электродвигателя через муфту2эксцентрик приводит коромысло с долбяком в вибрирующее движение по эллиптической траектории с частотой 3000 мин-1.
Ширина паза определяется толщиной гнездовой фрезы, что позволяет вырабатывать очень узкие гнезда шириной 1,6…32 мм. Длина паза регулируется без смены инструмента.
Наладка долбежных станков
Наладка проводится в следующей последовательности:
1. В зависимости от размеров гнезда выбирают и устанавливают режущую головку. Параметры инструмента (ширину, длину, глубину) указывают на направляющей линейке. Устанавливают на валу электродвигателя ведущую звездочку, на ползуне — направляющую линейку.
Фрезерную цепочку устанавливают таким образом, чтобы положение режущих элементов соответствовало направлению вращения шпинделя электродвигателя. Регулируют натяжение цепи. Цепь натянута правильно, если при ее оттягивании от направляющей линейки образуется зазор 6… 8 мм.
2. Устанавливают стол по высоте таким образом, чтобы расстояние от нижних зубьев фрезерной цепи до верхней поверхности заготовки было 20 мм.
3. Величину хода суппорта устанавливают в зависимости от глубины вырабатываемого гнезда. При обработке сквозных отверстий величина хода А,
мм, увеличивается на половину длины гнезда:А = Н L/2 20, гдеН— глубина гнезда (высота заготовки), мм;L— длина гнезда, мм.
4. При обработке удлиненных гнезд устанавливают откидные упоры, ограничивающие ход стола в соответствии с длиной гнезда.
5. Для предотвращения сколов в зоне выхода фрезерной цепи устанавливают деревянный подпор.
6. Регулируют положение прижимных устройств.
7. Устанавливают скорость подачи (0,5…4 м/мин) в зависимости от ширины и глубины гнезда, а также плотности обрабатываемого материала.
8. Проверяют работу станка на холостом ходу и с обработкой пробных деталей. Допускаемое отклонение по ширине гнезда —
0, 2 мм на 100 мм длины, отклонение от перпендикулярности гнезда к базовой поверхности — не более 0,2 мм на 100 мм длины. Шероховатость поверхности должна быть не более 200 мкм.
Глава 40. ТОКАРНЫЕ СТАНКИ
На токарных станках в результате вращательного и поступательного движения заготовки или резцов обрабатываемым деталям придают форму тел вращения. В зависимости от способа базирования детали токарные станки классифицируют на три основных вида: центровые, лобовые и бесцентровые.
Центровые токарные станки (рис. 118, а;
119,а).В зависимости от длины лезвия токарного резца центровые станки делятся на две группы: коротколезвийные и длиннолезвийные (длина лезвия меньше или равна длине детали).
Центровой коротколезвийный станок предназначен в основном для продольного точения. Он позволяет обрабатывать заготовку 2, вращающуюся в опорах 1, с применением подручника или механизированного суппорта. Станки с механизированным суппортом имеют приставное устройство для лобового точения.
Токарный станок с механизированным суппортом изображен на рис. 119, а.
Заготовка3 зажимается между центрами 2 и 8 в результате перемещения задней бабки 9. Передний центр 2 устанавливается на шпинделе 1, который приводится во вращение от двухскоростного электродвигателя через клиноременную передачу и трехступенчатую коробку скоростей, размещенных в левой тумбе 14 станка.
Частота вращения шпинделя изменяется ступенчато в диапазоне 40…398 мин-1.Резец закрепляется в поворотном резцедержателе 4, который с настроечным продольным суппортом 5 установлен на поперечном суппорте 6, перемещаемом маховичком 10. Направляющие поперечного суппорта расположены на механизированном продольном суппорте 7, который имеет привод от шпинделя 1 через ременную передачу, коробку передач, вал 12, группу шестерен и зубчатую рейку 13.
В токарно-копировальных станках (рис. 118, б
) обработка детали 3 ведется по копиру 1. Суппорт связан с копирным роликом2, который перекатывается по поверхности копира.
Длиннолезвийные токарные станки — центровые станки-автоматы с поперечной подачей (рис. 118, в) предназначены для массового изготовления небольших изделий. Обработка выполняется фасонным резцом 1, имеющим ту же длину, что и деталь. Резец подается поворотом его в шарнирах.
Производительность 300…4000 изделий в 1 ч. Заготовки подаются из магазина по одной и зажимаются между вращающимися центрами. На тяжелых станках длинная заготовка квадратного сечения, вращающаяся внутри патронов, подается вдоль оси на резец предварительной обработки и далее — на профильный резец.
Станки с поворотным резцом (рис. 118, г) применяются для производства деталей малого диаметра (6… 10 мм). Обработка ведется резцом 1, поворачивающимся при перемещении суппорта вдоль оси обрабатываемой детали. Такая конструкция позволяет производить резание не всей заготовки сразу, а только на небольшом ее участке, что снижает силы резания и уменьшает прогиб заготовки. Вместе с резцом, движущимся вдоль заготовки, перемещается опора (люнет), также предотвращая прогиб заготовки.
Лобовые токарные станки (рис. 118, д; 119, б) укомплектованы приставным устройством с планшайбой 5
для лобового точения, что позволяет обрабатывать торцевые поверхности. Заготовка 6 зажимается на планшайбе кулачковым зажимным устройством. Планшайба приводится во вращение от привода шпинделя станка. Резцедержатель 4 с резцом закрепляется на суппорте 3, который смонтирован на стойке 2 с основанием 1.
Планшайба устройства позволяет обрабатывать заготовки диаметром до 600 мм. Такие станки используются преимущественно в модельных цехах для обработки изделий диаметром до 4000 мм. Диаметр планшайбы на тяжелых станках достигает 2000 мм, а на особо тяжелых 4000 мм.
Резцедержатель с узколезвийным резцом устанавливается на крестовом суппорте и перемещается в горизонтальном направлении. Привод механизма подачи суппорта осуществляется от индивидуального электродвигателя и коробки передач. Привод горизонтального шпинделя с планшайбой включает многоскоростной двигатель, коробку передач и ременную передачу, обеспечивает частоту вращения 60 … 1000 мин-1.
Бесцентровые круглопалочные станки (рис. 118, е, ж; 120) предназначены для проведения цилиндрической обработки удлиненных деталей по проходной схеме при осевой подаче заготовки. На существующих станках (КПА) изготавливаются детали диаметром 8… 50 мм.
В станках КПА20-1 (рис. 120) заготовка квадратного сечения с лотка 11 коническими вальцами 9 подается в ножевую головку 8, которая закреплена на шпинделе 7. Шпиндель получает вращение от электродвигателя 2 через клиноременную передачу.
Задние вальцы 4 с полуцилиндрической рабочей поверхностью — сменные и устанавливаются в зависимости от диаметра получаемого изделия. Прижим вальцов осуществляется пружинами 5. Привод вальцов осуществляется от общего электродвигателя 2 через редуктор и систему передач.
Передаточный механизм обеспечивает скорость подачи в интервале 5… 15 м/мин. Для центрирования детали при выходе из станка и уменьшения ее колебаний устанавливается направляющая втулка 3. Все механизмы станка смонтированы на станине 1. Верхние вальцы 4 и 9 отклоняются на осях 6, что обеспечивает прижим заготовки.
Наладка токарных станков
Наладка осуществляется в следующей последовательности:
1. Выбор и установка резца. Резец выбирают в зависимости от характера выполняемой работы. На станках с механической подачей резец закрепляют в резцедержателе. Для черновой обработки используют обдирочный резец, для чистовой — резец с прямым лезвием.
2. Закрепление заготовки. В зависимости от длины и формы заготовки заготовки закрепляют в центрах, патроне или на планшайбе. В зависимости от длины заготовки заднюю бабку перемещают по продольным направляющим станины и фиксируют в нужном положении.
Зажимают заготовку пинолью задней бабки. Для точения конусных изделий заднюю бабку смещают в поперечном направлении на величину, обеспечивающую необходимую конусность. Короткие заготовки закрепляют в патроне, который навинчивают на шпиндель. Наиболее удобны в работе патроны с раздвижными кулачками. Заготовки большого диаметра и малой длины закрепляют болтами на планшайбе, которая навинчивается на шпиндель.
3. При ручной подаче подручник на станке устанавливают таким образом, чтобы его рабочая кромка была как можно ближе к обрабатываемой поверхности заготовки и по высоте располагалась на уровне оси центров. По мере уменьшения диаметра заготовки рабочую кромку подручника перемещают в поперечном направлении, сохраняя минимальное расстояние до обрабатываемой поверхности.
4. Установка частоты вращения шпинделя в зависимости от диаметра заготовки и ее плотности. При этом исходят из величины скорости резания: при обработке мягкой древесины она должна быть 10… 12 м/с, твердой 0,5…3 м/с.
5. Установка скорости подачи. Продольная подача при черновой обработке устанавливается в пределах 1,6…2 мм, при чистовой — не более 0,8 мм на один оборот шпинделя, поперечная подача — не более 1,2 мм на один оборот шпинделя.
6. Проверяют работу станка на холостом ходу с обработкой пробных деталей.
Никитина и.п. наладка и настройка вертикально-сверлильного станка модели 2н125 на обработку детали

Принципработымеханизмаподачизаключаетсявследующем: привращении
штурвала 14 насебяповорачиваетсякулачковаямуфта 8, котораячерезобойму—
полумуфту 7 вращаетвал—шестерню 3 реечнойпередачи, происходитручнаяподача
шпинделя. Когдаинструментподойдеткдетали, навалу—шестерни 3 возникаеткрутящий
момент, которыйнеможетбытьпереданзубцамкулачковоймуфты 8, иобойма—
полумуфта 7 перемещаетсявдольваладотехпор, покаторцыкулачковдеталей 7 и 8 не
встанутдругпротивдруга. Вэтотмоменткулачковаямуфта 8 поворачиваетсяотноси—
тельновала—шестернина 20 град., этотуголограниченпазомвдетали 8 штифтом 10. На
обойме—полумуфте 7 сидитдвустороннийхраповыйдиск 6, связанныйсполумуфтой
собачками 13. Приперемещенииобоймы—полумуфтызубцыдиска 6 входятвзацепление
сзубцамидиска, выполненногозаодносчервячнымколесом 5, врезультатевращениеот
червякапередаетсянареечнуюшестернюипроисходитмеханическаяподачашпинделя.
Быстрыйручнойподводинструментакзаготовкеобеспечиваетсядальнейшим
поворотомштурвала 14 привключеннойподаче. Вэтомслучаесобачки 13 проскакивают
позубьямвнутреннейстороныдиска 6, опережаямеханическуюподачу, т.е. происходит
ручноеопережениемеханическойподачи.
Выключениемеханическойподачивлюбоймоментосуществляетсяповоротом
штурвала 14 насебяна 20 град., приэтомзубьямуфты 8 станутнапротиввпадины
обоймы—полумуфты 7, последняяподдействиемосевойсилыипружины 12 сместиться
вправо, расцепляязубьяхраповогодиска 6 сзубьямичервячногоколеса 5, вследствие
чегомеханическаяподачашпинделяпрекратиться.
Прибыстромручномподъемешпинделямеханическаяподачатакже
втоматическивыключается.
Конструкциямеханизмаподачдопускаеттакжемедленноеручноеперемещение
шпинделя. Дляэтогонеобходимовыключитьштурвалом 14 механическуюподачу, после
чегопереместитьколпачок 9 вдольосивала 3 отсебя; приэтомштифт 11 заблокирует
штифт 15 иприповоротештурвала 14 насебянебудетвключатьсямеханическаяподача.
1.4 Наладкаинастройкастанка
Подналадкойстанкаподразумеваютегоподготовкуквыполнениюзаданной
работывсоответствиисустановленнымтехнологическимпроцессомобработки.
Вналадкувертикально—сверлильногостанканаобычнуюработусмеханической
подачейшпинделявходит:
а) установкастоластанкаизакреплениеегоповысотевтребуемоеположение;
б) установкасверлильнойголовкиизакреплениеееповысотев
требуемоеположение;
в) установкаизакреплениережущегоинструментанепосредственновшпинделе
станкаилиприпомощивспомогательныхинструментов — зажимногопатрона
(шариковыйбыстросменныйпатрон (рисунок 5 а), быстросменныйпатронскулачковым
зажимом (рисунок 5 б), самоцентрирующийкулачковыйпатрон (рисунок 5 д), цанговый
патрон (рисунок 5 г)) илипереходных (разрезных) втулок (рисунок 5 в);
г) установкаизакреплениезаготовкинастолестанкаприпомощитисков
(машинных (рисунок 6 аирисунокбб), пневматических ), прихватов (рисунок 6,в),
упоров (ступенчатых (рисунок 6 г), регулируемых (рисунок 6 д)) , призм (рисунок 6 еи
рисунок 6 ж), угольников (рисунок 6 з), поворотныхстоек (рисунок 6 и), универсальных
столовикондукторовразличноговида (осиинструментаиобрабатываемогоотверстия
должнысовпадать);
д) подводсмазочно—охлаждающейжидкостикместуобработки.
Крометого, настанкеможноработать:
— сручнойподачейшпинделя;
— свыключениемподачишпинделяназаданнойглубине;
§
Сопротивлениерезаниюсостороныканавокбудетменьше, чемс
противоположнойстороны, ирезультирующаярадиальныхсоставляющих
заставитсверлонесколькоизменитьсвоеположение.
Иногдапрорубатьканавкиприходитсянесколькораз, преждечемсверлозаймет
точноецентральноеположение;
2) далеепроизводятокончательноесверлениесверломсоответствующего
диаметра.
Дляувеличенияпроизводительноститрудаиповышенияточностивыполняемой
работыширокоприменяюткондукторы. Вследствиеналичиявкондукторевтулок, при
помощикоторыхнаправляетсярежущийинструмент, сверлениеотверстийсквозныхи
глухихможновыполнятьбезразметки.
1.5.2 Сверлениесквозныхиглухихотверстий
Присверлениисквозныхотверстийвзаготовкахнеобходимообращатьвнимание
наспособихзакрепления. Еслизаготовкакрепитсявкондукторе, тонаднеегодолжны
бытьотверстияподвыходсверла; еслионакрепитсянастоле, тонужноустановитьеена
подкладку, чтобыдатьсвободныйвыходсверлу.
Присверлениисквозныхотверстийсручнойподачейсверланеобходимовконце
сверленияуменьшатьподачусверла, апривыходеегоизотверстияподачупроизводить
осторожно, таккаквмоментвыходасверло, захватываяслишкомтолстыйслойметалла,
защемляетсянеровностяминакраяхотверстийиможетсломаться.
Присверленииглухихотверстийнаопределеннуюглубинуееотмечаютнасверле
меломиликарандашом; спомощьюупора; промеромглубиномером; спомощьюлимбаи
линейкинастанке; применениемупорногокольцанадеваемогонасверло.
Присверленииглубокихотверстий (сквозных, глухих) l > 5dнеобходимовремяот
временивыводитьсверлоизобрабатываемогоотверстиядляудалениястружки. Этим
облегчаетсясверлениеиустраняетсяполомкаипреждевременноезатуплениесверла.
Нельзяостанавливатьстанок, когдасверлонаходитсявотверстии, таккакпроизойдет
заеданиесверла.
1.5.3 Сверлениеполыхдеталей
Вполоепространстводетализакладываетсядеревянныйбрусокдлянаправления
сверла, черезкоторыйипроизводятсверление, иначесверло, пройдяпустое
пространство, упретсявнижнюючастьдеталии, неимеянаправления, соскользнети
сломается.
1.5.4 Рассверливаниеотверстий
Рассверливаниепроизводитсявтехслучаях, когданеобходимо
получитьотверстиядиаметромсвыше 25 мм. Вначалеотверстия
просверливаютсверломменьшегодиаметра, азатембольшегодиаметра.
Нижеприведеназависимостьрекомендуемыхразмеровпервогоивторого
сверл.
Диаметрноминальныйпервого
сверла, мм
Номинальныйдиаметротверстия,
мм
15 25
§
3 Правилатехникибезопасностиприработена
вертикально—сверлильномстанкемодели 2Н125
Передначаломработынасверлильныхстанкахнеобходимовыполнятьследующие
требования:
1) осматриватьрабочееместоиубиратьсостанка, ипроходоввсе, чтомешает
нормальнойработе;
2) проверятьиобеспечиватьнормальнуюсмазкустанка;
3) осматриватьограждающиеипредохранительныеустройства, режущий
инструментиприспособления;
4) проверятьвручную, азатемнахолостомходу, нетлизаеданияизначительных
люфтоввдвижущихчастяхстанка;
5) проверятьисправностьустройствдлявключениястанка (кнопки, рубильники),
переключенияскоростейимеханизмовуправлениястанком;
6) устанавливатьиндивидуальноеосвещениестанка, наиболееудобноедля
работы;
7) производитьпробныйпускстанкаиконтрольныйосмотррабочегоместа.
Вовремяработынастанкенеобходимособлюдатьследующиеправила:
1) содержатьрабочееместовчистотеипорядке, своевременноочищаястолстанка
отстружки, маслаиэмульсии;
2) недержатьнастолестанкаобработанныедетали, инструменты, ключи,
крепежныеболты, заготовкиипр.;
3) правильноустанавливатьобрабатываемуюдетальинадежнокрепитьеев
приспособлениях;
4) неудерживатьзаготовкурукаминастолестанкавпроцессеееобработки;
5) неоставлятьключавсверлильномпатронепослесменырежущегоинструмента;
6) неостанавливатьрукойвращенияшпинделя, патронаинебратьсярукамиза
вращающиесярежущийинструментичастистанка;
7) ненажиматьсильнонарычагподачисверлаприсверлениивручнуюотверстий
малогодиаметраинеприменятьболеевысокихподач, чемвкартетехнологического
процессаприавтоматическойподаче;
8) систематическиследитьзасостояниемрежущегоинструмента, недопускаяего
чрезмерногозатупления;
9) работатьтолькоисправнымвспомогательныминструментом, неприменять
прокладокприработеключамиинеудлинятьгаечныеключитрубами;
10) применятьпредохранительныеочкиилизащитныйщитокдляпредохранения
глазилицасверловщикаотожоговиповреждений;
11) немедленноостанавливатьстанокпризаеданиивнаправляющейвтулкеили
поломкеинструмента, обнаружениинеисправностивстанке, приспособлении,
ослаблениикрепежныхболтов, планокипрокладок.
Управление сверлильным станкоми его наладка
1. Поднять (опустить) стол станка (рис. 104).

Примечание. Подъемом или опусканием стола регулируют положение заготовок относительно сверла.
1. Поднимать и опускать стол всегда в такой последовательности:
— ослабить прижимы клиньев;
— поднять или опустить стол, вращая соответствующую рукоятку;
— закрепить прижимы клиньев.
2. Установить сверло в сверлильный патрон(рис. 105).

Рис. 105
Примечание. В патрон устанавливают сверла, имеющие цилиндрический хвостовик.
Проверить соответствие диаметра сверла размеру патрона.
Специальным ключом развести кулачки патрона так, чтобы хвостовик сверла свободно входил в патрон, протереть хвостовик сверла.
Вставить сверло в патрон так, чтобы оно упиралось хвостовиком в его дно, и ключом прочно закрепить сверло в патроне.
3. Установить сверло (или патрон со сверлом) в отверстие шпинделя станка.
Примечание. Непосредственно в отверстие шпинделя станка устанавливают сверла, имеющие конический хвостовик.
Проверить соответствие номера конуса сверла(патрона) номеру конусаотверстия шпинделя (при необходимости подобрать переходные втулки).
Протереть сопрягаемые поверхности сверла, переходных втулок и шпинделя.
Насадить переходные втулки на хвостовик сверла(патрона).

Вставить сверло (патрон) в отверстие шпинделя так, чтобы лапка хвостовика вошла в прорезь, после этого сильным толчком вверх закрепить сверло (патрон) в отверстие шпинделя (рис. 106).
4. Удалить сверло (или патрон со сверлом) из шпинделя станка. Удалить сверло из переходной втулки.
Вставить клин узким концом в прорезь шпинделя. Придерживая левой рукой сверло (или патрон), наносить молотком легкие удары по широкому концу клина до тех пор, пока сверло (патрон) не выйдет из шпинделя.

Вынимать сверла из переходных втулок таким же способом (рис. 107),
Запрещается:
¾ пользоваться вместо клина хвостовиком напильника;
¾ ударять молотком по сверлу;
¾ удалять сверло без поддержки его рукой;
¾ ударять по переходной втулке для снятия ее со сверла.
5. Установить заготовку на стол станка.
Примечание. Непосредственно на стол устанавливают крупные и тяжелые заготовки. Заготовки средней величины (не более 150×150 мм) закрепляют при сверлении в машинных тисках. Мелкие заготовки при сверлении на настольно-сверлильных станках удерживаются при сверлении ручными тисками.
Тщательно протереть стол станка и основание заготовки, машинных тисков или призм.
Если станок имеет регулируемый стол, установить заготовку так, чтобы плоскость сверления была перпендикулярна сверлу и место сверления находилось вблизи от оси сверла.
Закрепить заготовку на столе прижимами и, перемещая стол, точно отрегулировать положение ее относительно сверла.
Если станок имеет нерегулируемый стол, установить заготовку так, чтобы центр будущего отверстия находился точно против оси сверла, и, не смещая заготовку, закрепить ее на столе прижимами.
Заготовки цилиндрической формы для сверления устанавливают на столе станка на специальных призмах.
При установке заготовок в машинных тисках соблюдать следующие требования:
¾ заготовка должна плотно опираться на подкладки, заложенные на дно тисков, и выступать на 10—15 мм;
¾ плоская поверхность детали, в которой сверлится отверстие, должно быть перпендикулярна сверлу;
¾ заготовка должна быть надежно закреплена(рис. 108).

6. Настроить станок на частоту вращения и подачу (по заданию мастера).
Если на станке есть коробка скоростей и коробка подач, установить рукоятки в соответствующие положения, руководствуясь табличкой настройки, имеющейся на станке.
На станках со ступенчатыми шкивами перебросить ремни на соответствующие ступени шкивов, руководствуясь табличкой настройки, имеющейся на станке.
7. Включитьи выключить станок.
Включать станок поворотом выключателя по часовой стрелке, а выключать— поворотом против часовой стрелки.
При кнопочном пускателе для включения нажать кнопку «Пуск» (черную или белую), а для выключения— кнопку «Стоп»(красную).
Контрольные вопросык инструкционной карте 15
«Управление сверлильным станкоми его наладка»
1. Как поднять и опустить стол сверлильного станка?
2.Для чего после поднятия или опускания стола его нужно закреплять?
3. Как установить сверло с цилиндрическим хвостовиком в сверлильный патрон?
4. Как подобрать конусные переходные втулки по сверлу и отверстию шпинделя сверлильного станка?
5. Как установить сверло с коническим хвостовиком в конусную переходную втулку?
6. Как установить сверлильный патрон или конусную переходную втулку со сверлом в шпиндель сверлильного станка?
7. Каковы причины биения сверла, установленного в шпиндель сверлильного станка?
8. Как удалить сверло, конусную переходную втулку со сверлом или сверлильный патрон со сверлом из шпинделя сверлильного станка? Почему при этом сверло нужно поддерживать рукой?
9. Как извлечь сверло из конусной переходной втулки?
10.Как установить и закрепить заготовку непосредственно на столе сверлильного станка?
11.Какие правила необходимо соблюдать при установке заготовки в машинных тисках?
12.Как проверить перпендикулярность сверла плоскости детали?
13.Как установить на столе сверлильного станка деталь цилиндрической формы?
14.Как настроить сверлильный станок на заданные частоту вращения и подачу?
15.Как включить и выключить сверлильный станок?
БЮДЖЕТНОЕ ПРОФЕССИОНАЛЬНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ ОРЛОВСКОЙ ОБЛАСТИ
«ОРЛОВСКИЙ ТЕХНИКУМ АГРОБИЗНЕСА И СЕРВИСА»
РАССМОТРЕНО УТВЕРЖДАЮ
Цикловой методической Зам. директора по учебной работе
комиссией _______________ Павликова Л.Н.
Протокол № __________ «___» _____________________201__г
от «___» _____________201__г.
_______________ Петухова Е.Г..
Инструкционная карта №15 по МДК:
«Слесарное дело и технические измерения»
Мценск,2022
ИНСТРУКЦИОННАЯ КАРТА 15
§
Упражнения.
1. Сверление на станке.
2. Сверление ручными (электрическими или пневматическими) сверлильными машинами.
3. Заточка и заправка сверл.
Примерные объекты работ: гайки, молотки слесарные с квадратнымбойком, различные заготовки производственного характера, требующие сверления.
Оборудование и инструменты: вертикально-сверлильный станок, настольно-сверлильный станок, заточный станок, сверлильные машины (электрические или пневматические) легкого и среднего типов, сверла разные, молотки слесарные массой 500 г, кернеры, штангенциркули свеличиной отсчета по нониусу 0,1 мм, шаблоны для проверки углов заточки
сверл.
Приспособления и материалы: тиски машинные, тиски ручные, сверлильный патрон, переходные втулки разные, клинья, прижимы, подкладки, кондукторы, упорные кольца, эмульсия, бруски шлифовальные различной зернистости, резиновые перчатки, защитные очки, резиновые коврики.
Упражнение 1 -Сверление на станке
1.Просверлить отверстие насквозь по разметке при ручной подаче сверла.
Примечание. При ручной подаче сверла на вертикально-сверлильном станке рекомендуется сверлить отверстия в заготовках толщиной не более 10 мм. Все работы на настольно-сверлильном станке выполняются при ручной подаче сверла.
Разметить на заготовке отверстие и сделать в центре его глубокое керновое углубление.
Установить заготовку и сверло, настроить станок на соответствующую для данных условий работы частоту вращения шпинделя (число оборотов в минуту).
Подвести сверло к заготовке, переместить машинные тиски с заготовкой на столе станка так, чтобы вершина сверла точно совпала с керновым углублением, поднять шпиндель ивключить станок.
Засверлить пробное отверстиенаглубину 1/з режущей части сверла ипроверить его совпадение с контрольными кернами.
Плавно нажимая на рукоятку подачи, просверлить отверстие насквозь. При выходе сверла из заготовки нажатие уменьшить.
Сталь сверлить с применением охлаждающей жидкости эмульсии, чугун — без охлаждения.
Вывести сверло из отверстия, не останавливая станок.
Выключить станок (рис. 109).

Соблюдать следующие правила безопасности труда:
¾ не сверлить незакрепленную или плохо закрепленную заготовку;
¾ при сверлении убирать волосы под головной убор;
¾ тщательно застегивать обшлага на рукавах;
¾ не сверлить тупым сверлом;
¾ не нажимать сильно на сверло, особенно при сверлении отверстий малых диаметров;
¾ не наклоняться близко к сверлу, чтобы стружка не попала в глаз;
¾ не сдувать стружку ртом;
¾ не отпускать рукоятку сразу после вывода сверла из отверстия, а довести шпиндель до исходного положения плавнымдвижениемрукояткивверх;
¾ не сверлить сталь без охлаждающей жидкости;
¾ если при сверлении слышится скрип, то сверление прекратить, отжечь заготовку и перезаточить сверло.
2. Просверлить отверстие насквозь по разметке при механической подаче.
Примечание. Отверстия диаметром более 30 мм сверлить в два приема: вначале сверлом меньшего, азатем требуемого диаметра.
Установить заготовку и сверло, настроить станок на заданную частоту вращения и подачу.
Включить станок и вручную засверлить пробное отверстие.
Убедившись, что сверло идет по оси, включить механическую подачу.
Соблюдать все правила, указанные для сверления при ручной подаче.
3. Просверлить глухое отверстие по разметке.
Установить заготовку и сверло, настроить станок.
Просверлить отверстие на заданную глубину, применяя для измерения и контроля глубины его один из следующих способов:
¾ извлечь сверло из отверстия, очистить отверстие от стружки и измерить глубину глубиномером штангенциркуля;
¾ определить глубину отверстия по измерительной линейке станка (см. рис. ПО);
¾ использоватьупорстанка;
¾ определить глубину сверления по отметкам на шпинделе станка;
¾ применить упорное кольцо, установленное на сверло (см. рис. 110).

4. Просверлить отверстие по кондуктору.
Вложить заготовкувкондуктор, проверить правильность прилегания ее к кондуктору и плотно закрепить кондуктор на заготовке (или заготовку вкондукторе).
Подобрать сверло, точно соответствующее диаметру втулки кондуктора. Если отверстие сверлится в два рабочих хода, то соответствующим образом подобрать втулки и сверла (рис 111).
Рис. 111
Просверлить отверстие, руководствуясь правилами, указанными выше.
§
Примечание. Прежде чем приступить ксверлению, запомните следующие правила безопасности труда при работе с механизированными инструментами:
¾ категорически запрещается работать электроинструментом без заземления, если рабочее напряжение превышает 36 В;
¾ нельзя браться за вращающиеся части инструмента при включенном двигателе;
¾ если рабочее напряжение превышает 36В, обязательно применять резиновые перчатки и резиновый коврик;
¾ при всяком перерыве в работе двигатель необходимо выключить;
¾ запрещается работать электроинструментом с поврежденной изоляцией токоподводящей проводки;
¾ при необходимости осмотра или мелкого ремонта электроинструмента необходимо отсоединить токоподводящий провод от сети;
¾ присоединять резиновый шланг к пневматическому инструменту следует до того, как открыт кран пуска воздуха из сети в шланг;
¾ после окончания работы пневмоинструментом вначале перекрыть кран от сети, а затем отсоединить шланг от инструмента;
¾ детали и узлы, обрабатываемые с применением механизированных инструментов, должны быть надежно закреплены.
1. Подготовиться к сверлению.
Накернить место сверления, подобрать сверло необходимого диаметра, закрепить сверло в патроне (или в переходной втулке), установить патрон (сверло, втулку со сверлом) в шпинделе сверлильной машины.
Присоединить токоподводящий провод к электросети и заземлить электросверлильную машину (присоединить резиновый шланг к пневмосети).
Нажимая на курок, проверить работу машины на холостом ходу и убедиться в отсутствии биения сверла.
2. Просверлить отверстие до 9 мм сверлильной машиной легкого типа.
Взять сверлильную машину в правую руку. Установить вершину сверлав керновое углубление и, нажимая на курок указательным пальцем, включить двигатель.
Нажимая на рукоятку сверлильной машины, просверлить отверстие в детали. В процессе сверления следить, чтобы ось сверла была перпендикулярна плоскости сверления.
Не выключая сверлильную машину, вывести сверло из отверстия, затем выключить двигатель, отпустив курок.

Отключить сверлильную машину от электрической (или пневматической) сети (рис. 112),
Рис. 112
3. Просверлить отверстие до 15 мм сверлильной машиной среднего типа.
Взять сверлильную машину правой рукой за рукоятку, а левой — за корпус, установить вершину сверла в керновое углубление и, нажимая на курок большим пальцем правой руки, включить двигатель.
Сверлить отверстие, чередуя работу и перерывы для отдыха и охлаждения сверлильной машины. Нажимать на сверлильную машину двумя руками, при выходе сверла из заготовки нажатие ослабить.
Отключить сверлильную машину от электрической (или пневматической)сети(рис. 113).

Упражнение 3–Заточкаизаправка сверл
1. Заточить сверло.
Отрегулировать положение подручника, опустить экран и включить станок.
Взять сверло левой рукой за рабочую часть на расстоянии примерно 15—20 мм от режущих кромок, а правой за хвостовик и подвести его к периферии шлифовального круга так, чтобы режущая кромка была вверху.

Покачивая и поворачивая сверло правой рукой плавными полукруглыми движениями справа налево против часовой стрелки и слегка прижимая его к кругу, заточить одну за другой обе режущие кромки сверла, добиваясь, чтобы затачиваемые поверхности имели правильный наклон и одинаковую форму (рис.114).
2. Проверить правильность заточки и заправить режущие кромки.
Проверить по специальному шаблону:
¾ длину режущих кромок (обе кромки должны быть одинаковой длины);
¾ угол заточки при вершине сверла (должен соответствовать шаблону);
¾ углы между кромками и боковой поверхностью сверла (должны быть одинаковы);
¾ углы заострения кромок (оба угла должны быть равны и соответствовать шаблону)(рис. 115).

Рис. 115
Заправить режущие кромки на бруске.
Контрольные вопросы к инструкционной карте 15
«Сверление на станке и сверлильными машинами»
1: Как организовать рабочее место у сверлильного станка?
2.Как просверлить на сверлильном станке отверстие диаметром 6 мм в стальной детали при ручной подаче сверла? На какую примерно частоту вращения при этом следует настроить станок?
3.Почему при сверлении на сверлильном станке его нужно вначале пустить на холостом ходу, а затем подводить сверло к детали?
4. Определить, руководствуясь таблицами, оптимальные режимы работы сверлильного станка (п— частота вращения, s — подача) по следующим данным:
материал детали — сталь твердостью НВ 180;
сверло диаметром 10 мм из быстрорежущей стали Р9.
5. В какой последовательности сверлить по разметке сквозные отверстия в детали на сверлильном станке при механической подачесверла?
6. Почему отверстие большого диаметра (10 мм и более) сверлят за два рабочих хода?
7.Как проконтролировать глубину сверления на станке глухого отверстия, применяя для этого:
а) глубиномер штангенциркуля?
б) измерительную линейку сверлильного станка?
в) упор станка?
г) отметку на шпиндельной втулке станка?
д) упорное кольцо, устанавливаемое на сверло?
8.Каковы причины «увода» сверла в сторону при сверлении? Как избежать этого?
9.Почему сверло иногда скрипит при сверлении? Как этого избежать? Чем объяснить сильное разогревание стружки и сверла при сверлении?
10.Как просверлить на сверлильном станке отверстие в детали, применяя кондуктор?
11.Каковы причины задиров на поверхности просверленного отверстия?
12.Почему чугун сверлят без смазывающе-охлаждающей жидкости?
13.Каковы основные причины поломки сверл при сверлении?
14.Какие правила безопасности труда необходимо соблюдать при сверлении на сверлильном станке?
15.Как просверлить отверстие сверлильной машиной:
а) легкого типа?
б) среднего типа?
16. Какие правила безопасности труда нужно соблюдать при сверлении отверстий сверлильной машиной:
а) электрической?
б) пневматической?
17.Каковы основные правила заточки спирального сверла?
18.Каким требованиям должно удовлетворять правильно заточенное сверло?
19.Как влияет на качество сверления нарушение правильности заточки сверла:
а) режущие кромки разной длины?
б) угол заточки при вершине меньше (или больше) нормального?
в) углы между режущими кромками и боковой поверхностью сверла разные?
г) углы заострения режущих кромок разные?
20. Какие правила безопасности труданужно соблюдать при заточке сверл?
БЮДЖЕТНОЕ ПРОФЕССИОНАЛЬНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ ОРЛОВСКОЙ ОБЛАСТИ
«ОРЛОВСКИЙ ТЕХНИКУМ АГРОБИЗНЕСА И СЕРВИСА»
РАССМОТРЕНО УТВЕРЖДАЮ
Цикловой методической Зам. директора по учебной работе
комиссией _______________ Павликова Л.Н.
Протокол № __________ «___» _____________________201__г
от «___» _____________201__г.
_______________ Петухова Е.Г..
Инструкционная карта №16 по МДК:
«Слесарное дело и технические измерения»
Мценск,2022
ИНСТРУКЦИОННАЯ КАРТА 16
НАРЕЗАНИЕ НАРУЖНОЙ РЕЗЬБЫ
Упражнения.
1. Нарезание резьбы круглыми плашками.
Примерныеобъекты работ:болты, шпильки.
Инструменты: круглые плашки (неразрезные и разрезные), резьбонакатные плашки, напильники разные с насечкой № 2 и 3, штангенциркули с величиной отсчета по нониусу 0,1 мм,резьбовыекалибры-кольца.
Приспособления и материалы: тиски параллельные, воротки для круглых плашек разные, масло льняное, тавот.
§
1.Подготовить воротокк работе.
Слегка отвернуть все винты на воротке.
Вставить плашку в гнездо воротка так, чтобы клеймо на плашке было наружу, а углубления располагались против стопорных винтов. У разрезных плашек разрез должен быть против среднего винта.

Закрепить плашку в головке воротка стопорными винтами (рис. 135).
Рис. 135
2. Подготовить и закрепить стержень в тисках.
Проверить диаметр стержня, который должен быть на 0,1—0,2 мм меньше наружного диаметрарезьбы.
Для обеспечения врезания опилить на верхнем конце стержня фаску.
Закрепить стержень в тисках вертикально так, чтобы выступающая над губками часть его была на 20— 125 мм больше длины нарезаемойчасти.
3. Нарезать резьбу неразрезной плашкой.
Смазать конец стержня маслом. Наложить плашку на конец стержня так, чтобы клеймо было внизу и, нажимая на корпус воротка ладонью правой руки, левой рукой вращать его за рукоятку по часовой стрелке до полного врезания плашки.
Прорезать стержень на требуемую длину за один рабочийход, вращая плашку за рукоятки воротка по часовой стрелкенаодин-дваоборота и на пол-оборотаобратно (длясреза стружки).Обильносмазатьплашку маслом.
Снятьплашкусостержняобратным вращением (рис. 136)

Проверить качество резьбы наружным осмотром (не допускаются задиры и сорванные нитки резьбы).
4. Нарезать резьбу разрезной плашкой.
Отвернуть крайние регулировочные винты воротка и завернуть плотно средний винт — разжать плашку.
Прорезать стержень на требуемую длину способом, указанным выше, и снять плашку обратнымвращением.
Проверить резьбу резьбовым калибром-кольцом или гайкой и, если гайка или проходное кольцо не навинчивается, прорезать болт еще раз, регулируя размер резьбы регулировочными винтами.
5. Проверить качество резьбы.
Проверить качество резьбы наружным осмотром (не допускаются задиры и сорванные нитки).
Проверить резьбу гайкой (гайка должна навинчиваться легко, но без качания).
Проверить резьбу резьбовым калибром-кольцом (проходное кольцо должно навинчиваться, а непроходное— не навинчиваться) (рис. 137).

Рис. 137
Контрольные вопросы
К инструкционной карте 16
«Нарезание наружной резьбы»
1. Как организовать рабочее место для нарезания наружной резьбы?
2. Как закрепить в воротке круглую плашку:
а) цельную?
б) разрезную?
3.Почему рукоятки воротка делаются одинаковой длины?
4.В каких случаях применяют для нарезания наружной резьбы цельные и разрезные круглые плашки?
5.Какого диаметра должен быть стержень для нарезания на нем резьбы М12?
6.Как подготовить стержень для нарезания на нем резьбы круглой плашкой?
7. Как нарезать на стержне резьбу круглой плашкой:
а) цельной?
б) разрезной?
8. Как проверить качество резьбы, нарезанной на стержне:
а) круглой цельной плашкой?
б) круглой разрезной плашкой?
9. Каковы причины брака при нарезании, наружной резьбы:
а) «рваная» резьба?
б) неполная резьба?
в) перекос нарезанной части стержня?
10.Как получить при нарезании на стержне чистую и точную резьбу?
11.Почему при накатывании резьбы диаметр стержня болта (шпильки) должен быть меньше номинального диаметра (размера) резьбы?
12.Как проверить (рассчитать) диаметр стержня для накатывания резьбы?
13.Как подобрать резьбонакатные ролики?
14.В какой последовательности собрать и отрегулироватьрезьбонакатную плашку?
15.Как произвести накатывание резьбы на болте (шпильке)?
БЮДЖЕТНОЕ ПРОФЕССИОНАЛЬНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ ОРЛОВСКОЙ ОБЛАСТИ
«ОРЛОВСКИЙ ТЕХНИКУМ АГРОБИЗНЕСА И СЕРВИСА»
РАССМОТРЕНО УТВЕРЖДАЮ
Цикловой методической Зам. директора по учебной работе
комиссией _______________ Павликова Л.Н.
Протокол № __________ «___» _____________________201__г
от «___» _____________201__г.
_______________ Петухова Е.Г..
Инструкционная карта №17по МДК:
«Слесарное дело и технические измерения»
Мценск,2022
ИНСТРУКЦИОННАЯ КАРТА 17
НАРЕЗАНИЕ ВНУТРЕННЕЙ РЕЗЬБЫ
Упражнения.
1. Нарезание резьбы в сквозных отверстиях.
2. Нарезание резьбы в глухих отверстиях.
Примерныеобъекты работ: гайки разные, различные производственные заготовки с внутреннимирезьбами (сквозными и глухими).
Оборудование и инструменты: метчики слесарные для метрических и дюймовых резьб разные, зенковки 90 и 120° разные, калибры-пробки резьбовые, сверла разные,штангенциркули с величиной отсчета по нониусу 0,1 мм.
Приспособления и материалы: воротки для метчиков разные, сверлильные патроны, тиски параллельные, масло льняное.
§
1. Подготовить заготовкук нарезанию резьбы.
Подобрать по таблице резьб сверло, соответствующее заданномуразмеру резьбы, и закрепить его в патроне станка.
Разметить заготовку, установить ее на столе сверлильного станка и просверлить насквозь.
Зенковать отверстие на 1,0—1,5 мм Iзенковкой 90 или120° с одной или с двух сторон.
2. Нарезать резьбу в отверстии. Подобрать метчики в соответствии стребованиями чертежа. Смазать рабочуючастьпервого (чернового)метчика маслом и вставить его заборной частью в отверстие строго по его оси.
Надеть на квадрат хвостовика метчикaвороток и, нажимая правой рукойна метчик вниз, левой рукой вращать вороток по часовой стрелке до врезания метчика в металл на несколько ниток.
Нарезать резьбу, вращая метчик за рукоятку воротка по часовой стрелке на один-два оборота и на пол-оборота обратно (для среза стружки) до полного входа рабочей части метчика в отверстие.
Вывернуть метчик обратным ходом и прорезать резьбу вторым (калибрующим) метчиком (рис. 140).

3. Проверить качество резьбы.
Проверить резьбу внешним осмотром (не допускаются задиры и сорванные нитки).

Проверить резьбу резьбовым калибром-пробкой (проходной конец навинчивается, непроходной — не навинчивается)(рис. 141).
Упражнение 2 -Нарезание резьбы в глухих отверстиях
1. Подготовить заготовку к нарезанию резьбы.
Подобрать сверло по таблице резьб, разметить и просверлить отверстие на заданную глубину.
Зенковать отверстие на 1,0—1,5 мм зенковкой 90 или 120°.
2. Нарезать резьбу в глухом отверстии.
Подобрать метчики и закрепить заготовку в тисках.
Нарезать резьбу в отверстии первым метчиком, применяя приемы, указанные в упражнении 1. При этом после каждых двух-трех рабочих оборотов вывертывать метчик из отверстия и очищать отверстия от стружки.

Подобным образом нарезать резьбу вторым метчиком комплекта (рис. 142).
3. Проверить качество резьбы.
Ввернуть в нарезанное отверстие контрольный болт или шпильку.
Если болт (шпилька) ввертывается легко (без качания) до дна — отверстие нарезано правильно
Еслиболтввертываетсяоченьтрудно или совсемне ввертывается, прорезать отверстиевторымметчиком повторно.
Точную резьбу проверитькалибром.
Контрольные вопросы 17
«Нарезание внутренней резьбы»
1. Как организовать рабочее место для нарезания внутренней резьбы?
2. Каким сверлом нужно просверлить отверстие для нарезания в нем крепежной резьбы:
а) M 12?
б) 1/2″?
3. Как подготовить отверстие для нарезания в нем резьбы?
4.Как нарезать резьбу:
а) в сквозном отверстии?
б) в глухом отверстии?
5.Как просверлить резьбу нарезанную:
а) в сквозном отверстии?
б) в глухом отверстии?
6. Как получить при нарезании в отверстии чистую и точную резьбу?
7. Какие правила следует соблюдать, чтобы не сломать метчик?
8. Для чего применяется смазка при нарезании резьбы?
Нужно ли применять смазку при нарезании резьбы в чугунной детали? Если нет, то почему?
9. Предложите способ нарезания резьбы в
сквозном отверстии на сверлильном станке.
10. Почему метчики изготавливаются из углеродистой, а не из легированной стали, как сверла? Ведь метчики, как и сверла, — режущие инструменты.
БЮДЖЕТНОЕ ПРОФЕССИОНАЛЬНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ ОРЛОВСКОЙ ОБЛАСТИ
«ОРЛОВСКИЙ ТЕХНИКУМ АГРОБИЗНЕСА И СЕРВИСА»
РАССМОТРЕНО УТВЕРЖДАЮ
Цикловой методической Зам. директора по учебной работе
комиссией _______________ Павликова Л.Н.
Протокол № __________ «___» _____________________201__г
от «___» _____________201__г.
_______________ Петухова Е.Г..
Инструкционная карта 18 по МДК:
«Слесарное дело и технические измерения»
Мценск,2022
ИНСТРУКЦИОННАЯ НАРТА 18
РАСПИЛИВАНИЕ И ПРИПАСОВКА
Упражнения.
1. Подготовка заготовок.
2. Распиливание проемов.
3. Распиливание отверстий.
Примерные объекты работ: ключи для резцедержателя, ключи гаечные, воротки для метчиков нераздвижные, рукоятки кранов, молотки слесарные, шаблоны и контршаблоны для заточки резцов, различные производственные детали с отверстиями и проемами.
Инструменты, приспособления, оборудование и материалы: напильники разных профилей, размеров и номеров, надфили разные, вращающиеся фигурные напильники, разметочный инструмент (циркуль разметочный, чертилки, кернер), штангенциркуль с величиной отсчета по нониусу 0,1 мм, линейки измерительные и лекальные, сверла разные, зубила слесарные, крейцмейсели, просечки, молотки слесарные, угольники плоские 90°, выработки и вкладыши разные, сверлильный станок, сверлильные ручные машины, тиски параллельные, мел, лак.
§
1.Разметить заготовку.
Разметить контур проема или отверстия по чертежу.
У заготовок толщиной более 3 мм наметить центры отверстий для высверливания контуров так, чтобы просверленные отверстия не доходили до линии разметки на 0,2—0,3 мм и между ними оставались перемычки не более 0,2—0,3 мм.
Заготовки толщиной менее 3 мм разметить для вырубки проемов или отверстий.
При разметке руководствоваться следующими правилами:
¾ квадратные или треугольные проемы и отверстия размером не более 10—12 мм высверливать одним сверлом;
¾ проемы и отверстия размером более 12 мм обсверливать по контуру.
Накренить линии разметки контура и центры отверстий (рис. 157).

2.Высверлить, обсверлить или вырубить проемы и отверстия.
Просверлить размеченные отверстия насквозь сверлами соответствующих диаметров, соблюдая все правила сверления.
Вырубить размеченные проемы или отверстия с припуском на обработку 1,5—2 мм.
3. Удалить высверленную часть заготовки.
Удалить высверленную часть заготовки, руководствуясь следующими рекомендациями:
¾ у заготовок толщиной до 8 мм высверленную часть вырубить зубилом с обеих сторон, а у заготовок толщи- ной более 8 мм — крейцмейселем, просечкой или распилить вращающимся напильником;
¾ длинные и узкие отверстия вначале прорубить или распилить на одном конце, а затем вырезать ножовкой;
¾ при выполнении работы следить за тем, чтобы не выйти за линию разметки (рис. 158).

Упражнение 2 -Распиливание проемов
1. Распилить проем, образованный прямыми линиями.
Опилить контур начерно по разметке, оставляя припуск на окончательную обработку 0,2—0,3 мм на сторону.
Опилить контур начисто, проверяя размеры штангенциркулем,углы — выработками.
Опилить углы проема надфилем. Навести продольный штрих и притупить кромки(рис. 159).

2. Распилить проем, образованный прямыми и кривыми линиями.
Опилить контур начерно по разметке, оставляя припуск на окончательную обработку 0,2—0,3 мм на сторону.
Опилить начисто части проема, образованные прямыми линиями.
Опилить начисто криволинейную часть проема, проверяя кривизну шаблоном.
Опилить углы проема надфилем. Нанести продольный штрих и притупить кромки (рис. 160).

Рис. 160
Упражнение 3 -Распиливание отверстий
1. Распилить отверстие, образованное прямыми линиями.
Концом напильника или вращающимся напильником распилить отверстие со всех сторон так, чтобы в него вошел весь напильник.
Распилить отверстие начерно с припуском на отделку 0,2—0,3 мм на сторону.
Опилить начисто все стороны отверстия, проверяя размеры штангенциркулем, а углы — выработками. При особо точном распиливании отверстие проверить на просвет вкладышем.

Опилить углы отверстия надфилем. Нанести на гранях продольный штрих. Притупить кромки (рис. 161).
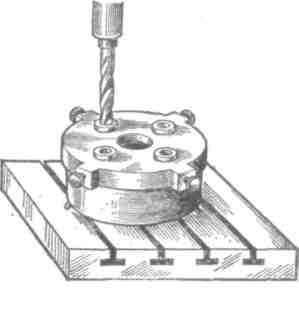
Опилить контур отверстия начерно по разметке, начиная с плоских частей и заканчивая закруглениями.
Опилить отверстие начисто, соблюдая ту же последовательность и пользуясь штангенциркулем, шаблоном-вкладышем и выработками для проверки размеров и формы отверстия.
Притупить кромки отверстия (рис. 162).
Контрольные вопросы к инструкционной карте 18
«Распиливание и припасовка»
1. Какими способами можно удалить часть металла детали для получения в ней контура (проема или отверстия), подлежащего распиливанию:
а) если деталь толщиной менее 3 мм?
б) если деталь толще 3 мм, а проем или
отверстие размерами не более 12X12 мм?
в) если деталь толще 3 мм, а размеры проема или отверстия больше 12X12 мм?
2.Какие правила необходимо соблюдать при разметке на детали контура, проема или отверстия, подлежащего распиливанию?
3.Как распилить проем, контур которого образован:
а) прямыми линиями?
б) прямыми и кривыми линиями?
4. В какой последовательности производить распиливание отверстия, контур которого образован:
а) прямыми линиями?
б) прямыми и кривыми линиями?
5.Как с помощью шаблона убедиться в правильности распиливания проема и отверстия симметричной формы?
6.Как отделывать углы при распиливании проемов и отверстий?
7.В чем сущность припасовки деталей?
8.В какой последовательности производить припасовку двух сопряженных друг с другом деталей?
9.Почему симметричный шаблон нужно изготавливать обязательно совместно с контршаблоном?
10.В какой последовательности обычно обрабатывают шаблоны и контршаблоны (проймы и вкладыши), имеющие прямолинейные стороны?
11.Какую сторону шаблона и контршаблона (проймы и вкладыша) выбирают как базовую?
Для чего нужна базовая сторона?
12.По каким признакам судят о правильной припасовке симметричных шаблона и контршаблона (проймы и вкладыша)?
13.Какими инструментами отделывают углы в проймах и вкладышах?
14.Какими инструментами проверяют углы в проймах и вкладышах?
15.Как отделывают шаблон и контршаблон (пройму и вкладыш) при их припасовке?
БЮДЖЕТНОЕ ПРОФЕССИОНАЛЬНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ ОРЛОВСКОЙ ОБЛАСТИ
«ОРЛОВСКИЙ ТЕХНИКУМ АГРОБИЗНЕСА И СЕРВИСА»
РАССМОТРЕНО УТВЕРЖДАЮ
Цикловой методической Зам. директора по учебной работе
комиссией _______________ Павликова Л.Н.
Протокол № __________ «___» _____________________201__г
от «___» _____________201__г.
_______________ Петухова Е.Г..
Инструкционная карта №19 по МДК:
«Слесарное дело и технические измерения»
Мценск,2022
ИНСТРУКЦИОННАЯ КАРТА 19
КЛЕПКА
Упражнения.
1. Подготовка деталей к клепке.
2. Склепывание деталей с образованием потайной замыкающей головки.
3. Склепывание деталей с образованием полукруглой замыкающей головки.
4. Клепка пневматическим клепальным молотком.
Примерные объекты работ: учебные пластины, детали ножовочного станка, производственные детали.
Инструменты и оборудование: молотки слесарные массой 500— 600 г, разметочный инструмент (циркуль разметочный, чертилка, кернер), штангенциркуль с величиной отсчета по нониусу 0,1мм, линейки измерительные, сверла разные, зенковки угловые разные, напильники разные с насечкой № 2, и 3, ножовки слесарные, сверлильный станок, сверлильные машинки (пневматические и электрические) легкого и среднего типа, пневматические клепальные молотки.
Приспособления и материалы: обжимки разные, поддержки разные, тиски ручные, натяжки разные, заклепки 0 5—8 мм стальные или алюминиевые с полукруглыми и потайными головками, струбцины.
§
1.Разметить заклепочный шов.
Для клепки внахлестку разметить шов только на одной детали.
Для клепки встык разметить накладку.
При разметке соблюдать шаг между заклепками tи расстояние от центра заклепки до кромки детали а: однорядный шов t=3d, a=l,5d, двухрядный шов t=4d, a=l,5d, где d— диаметр заклепки (рис. 171).

Рис. 171
2. Просверлить отверстия и зенковать места под головки заклепок.
Подобрать сверло, соответствующее диаметру заклепки. Диаметр сверл подобрать по табл. 5.

Совместить детали и сжать их вместе ручными тисками или струбцинами.
Просверлить по разметке отверстия под заклепки в обеих деталях одновременно.
Зенковать места (гнезда) под потайные головки заклепок на глубину, равную 0,8 диаметра заклепки (рис 172).

Упражнение 2 — Склепывание деталейс образованием потайнойзамыкающей головки
1. Выполнить клепку заклепками с потайными закладными головками.
Примечание. При выполнении приемов клепки рекомендуется работать вдвоем: один поддерживает склепываемые детали, другой выполняет клепку.
Подобрать заклепки (длина стержня заклепки берется в зависимости от суммарной толщины склепываемых деталей и с учетом, чтобы на образование потайной замыкающей головки осталась часть стержня длиной, равной 0,8—1,2 d).
Наложить детали друг на друга, в крайние отверстия вставить заклепки и положить детали на плиту (или упереть закладную головку в плоскую поддержку).
Осадить детали в месте клепки натяжкой до плотного их прилегания.
Осадить стержень крайней заклепки бойком молотка, расплющить заклепку носком и выровнять головку снова бойком молотка.
Расклепать подобным образом другую крайнюю заклепку, а затем и остальные заклепки(рис. 173).

2. Выполнить клепку заклепками с полукруглыми закладными головками.
Клепку выполнять с соблюдением всех указанных выше рекомендаций, упирая закладную полукруглую головку в сферическую поддержку.
Упражнение 3 -Склепывание деталейс образованием полукруглойзамыкающей головки
1. Выполнить клепку заклепками с полукруглыми закладными головками.
Подобрать, заклепки (длина стержня заклепки берется в зависимости от суммарной толщины склепываемых деталей с учетом, чтобы на образование полукруглой замыкающей головки осталась часть стержня длиной, равной 1,25—1,5 d).
Наложить детали друг на друга, в крайние отверстия вставить заклепки и упереть закладную головку в сферическую поддержку.
Осадить детали в месте клепки натяжкой до плотного их прилегания.
Осадить стержень крайней заклепки бойком молотка, расплющить и боковыми ударами придать головке полукруглую форму. С помощью сферической обжимки придать замыкающей головке окончательную форму.

Расклепать подобным образом вторую крайнюю заклепку, а затем и остальные (рис. 174).
2. Выполнить клепку заклепками с потайными закладными головками.
Клепку выполнять с соблюдением всех указанных выше рекомендаций, упирая закладную головку в плиту или плоскую поддержку.
§
Выполнить клепку клепальным молотком.
Примечание. Клепка клепальным молотком выполняется вдвоем: один упирает поддержкой закладную головку заклепки, другой расклепывает замыкающую головку клепальным молотком.
Присоединить клепальный молоток к резиновому шлангу от сети сжатого воздуха, открыть кран от сети и, нажимая на курок, проверить работу молотка вхолостую.
Зажать склепываемые листы с просверленными отверстиями в тиски.
Вставить заклепку в отверстие и упереть закладную головку в углубление поддержки.
Установить в ствол пневматического клепального молотка обжимку, взять молоток правой рукой за рукоятку, а левой за ствол и установить обжимку на выступающий конец стержня заклепки.
Включить молоток и оформить замыкающую головку заклепки, слегка поворачивая молоток с обжимкой вокруг головки заклепки.
Таким же образом расклепать остальные заклепки.
После окончания работы перекрыть кран от сети сжатого воздуха и только после этого отсоединить резиновый шланг от молотка (рис.175).
Рис. 175
Контрольные вопросык инструкционной карте 19
«Клепка»
1. Как организовать рабочее место для клепки:
а) вручную?
б) пневматическим клепальным молотком?
2. Как разметить заклепочный шов:
а) однорядный внахлестку?
б) однорядный встык?
3. Каким сверлом сверлить отверстия под заклепки диаметром 6 мм?
4.Какие правила нужно соблюдать при сверлении отверстий для склепывания двух стальных листов:
а) внахлестку?
б) встык?
5. Какой длины заклепку диаметром 6 мм нужно взять для склепывания двух стальных листов толщиной по 5 мм:
а) с образованием потайных головок?
б) с образованием полукруглых головок?
6. В какой последовательности склепывать вручную два стальных листа с образованиемпотайной замыкающей головки:
а) заклепками с потайными закладным: головками?
б) заклепками с полукруглыми закладными головками?
7. В какой последовательности склепывать вручную два стальных листа с образованием полукруглой замыкающей головки:
а) заклепками с полукруглыми закладными головками?
б) заклепками с потайными закладными головками?
8. Какое свойство твердого тела используется при выполнении заклепочных соединений?
9. Как выполнять клепку пневматическим клепальным молотком?
10. Какие правила безопасности труда нужно соблюдать при клепке:
а) вручную?
б) пневматическим клепальным молотком?
11. Каковы причины брака при клепке:
а) перекос заклепки?
б) склепанные листы неплотно прилегают друг к другу?
в) неполная замыкающая головка?
г) неполное заполнение раззенкованнойчастидетали?
БЮДЖЕТНОЕ ПРОФЕССИОНАЛЬНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ ОРЛОВСКОЙ ОБЛАСТИ
«ОРЛОВСКИЙ ТЕХНИКУМ АГРОБИЗНЕСА И СЕРВИСА»
РАССМОТРЕНО УТВЕРЖДАЮ
Цикловой методической Зам. директора по учебной работе
комиссией _______________ Павликова Л.Н.
Протокол № __________ «___» _____________________201__г
от «___» _____________201__г.
_______________ Петухова Е.Г..
Инструкционная карта №20 по МДК:
«Слесарное дело и технические измерения»
Мценск,2022
ИНСТРУКЦИОНННЯ КАРТА 20
СКЛЕИВАНИЕ
Упражнения.
1. Подготовка к склеиванию.
2. Склеивание деталей.
Примерные объекты работ: тормозные барабаны, детали с трещинами, детали, армируемые резиной и теплоизоляцией и т. п.
Материалы и приспособления: клеи БФ-2, 88Н, ЭДП; ацетон, бензин, кисточки, струбцины.
Упражнение 1 – Подготовка к склеиванию
1. Подобрать клей в зависимости от склеиваемых материалов и назначения клеевого соединения, руководствуясь следующей таблицей 6.

2. Подготовить места склеивания.
Очистить места склеивания от грязи, ржавчины, следов жира и масла, просушить. Для обезжиривания использовать при склеивании клеем: БФ-2 —ацетон, 88Н —бензин, ЭДП — ацетон.
§
1. Нанести клей на места соединения.
Клей БФ-2 и 88Н наносить тонким равномерным слоем кисточкой или поливом и просушить. После высыхания первого слоя таким же образом нанести второй слой.
Режим сушки:
| БФ-2 | 1 ч при температуре20°С,«до отлипа» |
| 88Н | первая сушка 10 — 15 миннавоздухе,вторая -3 — 4 мин |
| Клей ЭДП | Наноситьв один слой и не подсушивать |
2. Соединить склеиваемые детали и выдержать под давлением.
Соединить детали и прижать их друг к другу струбциной.
При соединении деталей следить за точным их совпадением и плотным прилеганием друг к другу.
Режим выдержки:
| БФ-2 | 50 — 60 мин при температуре 140 — 160°С или 3 — 4 сут при температуре16 -20° С |
| 88Н | 24 — 48 ч при температуре 16 — 20° С под грузом |
| Клей ЭДП | 2 — 3 сут при температуре 16 — 20° С, 1 сут при температуре 40° С |
После выдержки очистить швы от подтеков клея.
При выполнении склеивания соблюдать следующие правила безопасности труда:
1. Работы по склеиванию проводить вхорошо проветриваемом помещении или под вытяжным колпаком.
2. Не допускать попадания клея на руки, пользоваться резиновымиили полиэтиленовыми перчатками.
3. Рабочие места на верстаке покрывать плотной бумагой, которую уничтожить после окончания работы.
4. После работы тщательно вымыть руки горячей водой с мылом.
5. Клей 88Н, ацетон и бензин — огнеопасны. Хранить их в герметически закрытой таре и в помещении для огнеопасных материалов.
Контрольное вопросык инструкционной карте 20
«Склеивание»
1.В каких случаях и для чего применяются клеи при выполнении слесарных работ?
2. Каким образом подготовить детали для склеивания?
3. Каковы режимы подсушки клея перед процессом склеивания? Почему при склеивании эпоксидным клеем ЭДП клей наносится и один слой и не подсушивается? Как определить готовность слоя клея БФ-2?
4. Каковы режимы выдержки клеевых соединений, выполненных с применением клеев:
а) БФ-2?
б) 88Н?
в) ЭДП?
5. Какие правила безопасности труда нужно соблюдать при склеивании?
БЮДЖЕТНОЕ ПРОФЕССИОНАЛЬНОЕ ОБРАЗОВАТЕЛЬНОЕ
УЧРЕЖДЕНИЕ ОРЛОВСКОЙ ОБЛАСТИ
«ОРЛОВСКИЙ ТЕХНИКУМ АГРОБИЗНЕСА И СЕРВИСА»
РАССМОТРЕНО УТВЕРЖДАЮ
Цикловой методической Зам. директора по учебной работе
комиссией _______________ Павликова Л.Н.
Протокол № __________ «___» _____________________201__г
от «___» _____________201__г.
_______________ Петухова Е.Г..
Инструкционная карта №21 по МДК:
«Слесарное дело и технические измерения»
Мценск,2022
ИНСТРУКЦИОННАЯ КАРТА21
ОПИЛИВАНИЕ КРИВОЛИНЕЙНЫХПОВЕРХНОСТЕЙ
Упражнения.
1. Опиливание выпуклых поверхностей.
2. Опиливание вогнутых поверхностей.
3. Обработка криволинейных поверхностей механизированным инструментом.
Примерные объекты работ: угольники, барашковые гайки и хвостовики, слесарные ножовки, шаблоны разметочные, молотки слесарные, различные производственные заготовки с криволинейными поверхностями.
Оборудование и инструменты: напильники тупоносые плоские, круглые, полукруглые длиной 250—300 мм с насечкой № 2, разметочный инструмент (циркуль разметочный, чертилка, кернер), радиусомер, линейки измерительные, опиловочно-зачистной станок с набором инструмента к нему, ручные сверлильные машины легкого или среднего типа. Приспособления: тиски параллельные, тиски ручные, шаблоны разные.
Упражнение 1 -Опиливание выпуклых поверхностей
1.Опилить цилиндрический стержень, закрепленный в горизонтальном положении (рис. 97).

Закрепить стержень в тисках так, чтобы обрабатываемая часть выходила из губок тисков слева или справа.
Опилить стержень, соблюдая следующую балансировку напильника:начало рабочего хода — носок напильника опущен вниз, рукоятка поднята вверх;
середина рабочего хода — напильник расположен горизонтально;
конец рабочего хода — носок напильника поднят вверх, рукоятка опущена вниз.
При опиливании периодически освобождать стержень из тисков и поворачивать его на небольшой угол (75—’/е оборота).
Применяя указанный прием, производят также опиливание выпуклых поверхностей обрабатываемых деталей, например бойка и носка молотка, рукоятки гаечного ключа и т. п.
2. Опилить цилиндрический стержень, закрепленный в вертикальном положении (рис. 98).

Закрепить стержень в тисках перпендикулярно губкам.
Опилить стержень, соблюдая следующую балансировку напильника:начало рабочего хода — носок напильника направлен влево;
конец рабочего хода — носок напильника направлен вперед.
При опиливании периодически освобождать стержень из тисков и поворачивать его на небольшой угол (1/6 – 1/5оборота).
3. Опилить выпуклую поверхность детали толщиной 3—5 мм (рис. 99).

Разметить заготовку по чертежу.
Вырубить заготовку с припуском на обработку 2—3 мм.
Опилить заготовку на многогранник, не доходя до линии разметки на 0,5 мм.
Опилить выпуклую поверхность заготовки поперечным штрихом с припуском на отделку 0,1—0,2 мм.
Отделать выпуклую поверхность заготовки продольным штрихом, проверяя контур ее шаблоном на просвет.
§
1. Опилить вогнутую поверхность большого радиуса кривизны.
Разметить заготовку.
Закрепить заготовку втисках так, чтобы вогнутая часть была сверху.
Опилить вогнутую поверхность закругленной частью полукруглого напильника с припуском на отделку 0,1—0,2 мм, во время рабочего хода вперед смещать напильник по опиливаемой поверхности вправо или влево, слегка поворачивая его.
Отделать вогнутую поверхность продольным штрихом (рис. 100).
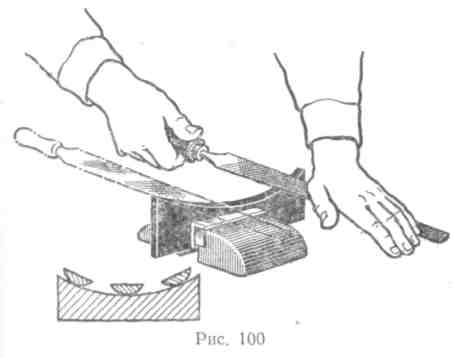
Опилить заготовку по разметке, делая напильником во время рабочего хода вращательное движение вокруг его оси (рис. 101).

3. Проверить радиус закругления шаблоном или радиусомером.
Кривизну большого радиуса проверить соответствующим шаблоном на просвет.
Кривизну малого радиуса проверить шаблоном или радиусомером на просвет (рис. 102).

Упражнение 3 — Обработка криволинейныхповерхностей механизированныминструментом
Обработать поверхность фрезой-шарошкой, круглым фигурным вращающимся напильником, шлифовальной головкой (рис. 103).
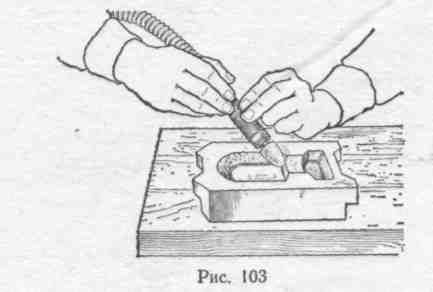
Примечание. Фрезами-шарошками снимают большой слой металла или выполняют грубую зачистку поверхностей и заусенцев; фигурные круглые напильники применяют для точной обработки; шлифовальными фасоннымиголовками выполняют окончательную зачистку обработанных поверхностей. Форму инструмента выбирают в зависимости от конфигурации обрабатываемой поверхности.
Вставить хвостовик режущего инструмента в инструментодержатель опиловочно-зачистного станка.
Включить двигатель и проверить работу станка на холостом ходу.
Обработать поверхность до требуемой чистоты, проверяя профиль соответствующими шаблонами.
Обработку поверхности круглыми фасонными вращающимися напильниками можно производить, закрепив их в патрон ручной сверлильной машины мощностью не менее 0,5 кВт.
Контрольные вопросык инструкционной карте 21
«Опиливание криволинейных поверхностей»
1. В каких случаях при опиливании цилиндрических стержней их закрепляют в тиски:
а) горизонтально?
б) вертикально?
2. Какова балансировка напильником при
опиливании цилиндрического стержня, закреп
ленного в тисках:
а) горизонтально?
б) вертикально?
3.Как располагать на напильнике кисть левой руки при опиливании цилиндрических стержней, закрепленных в тисках вертикально?
4. В какой последовательности опилить выпуклую поверхность детали толщиной 5 мм по разметке?
5. Как опилить вогнутую поверхность:
а) большого радиуса кривизны?
б) малого радиуса кривизны?
6.Как проверить радиус кривизны при
опиливании:
а) выпуклых поверхностей?
б) вогнутых поверхностей?
7. Как добиться равномерного просвета между опиливаемой криволинейной поверхностью и шаблоном?
Как обработать фасонную криволинейную поверхность с применением механизированных инструментов?
Похожие записи:
 Аренда мини-крана и камнерезных станков | ЭКО в Москве
Аренда мини-крана и камнерезных станков | ЭКО в Москве  Фрезерный станок с ЧПУ купить в Москве | Фрезерный станок с ЧПУ цена cnc
Фрезерный станок с ЧПУ купить в Москве | Фрезерный станок с ЧПУ цена cnc  Балансировочный станок для колес до 70 кг TROMMELBERG автоматический ввод диаметра и дистанции CB1930B в Ростове-на-Дону — купить, цены, отзывы, характеристики, фото, инструкция
Балансировочный станок для колес до 70 кг TROMMELBERG автоматический ввод диаметра и дистанции CB1930B в Ростове-на-Дону — купить, цены, отзывы, характеристики, фото, инструкция 