 Станки дома
Станки дома Глава 1. металлорежущие станки.
Глава 1. Металлорежущие станки.
• 1.1 Классификация металлорежущих станков
• принята единая система классификации и условных обозначений для станков отечественного производства, основанная на присвоении каждому станку особого шифра (номера). В зависимости от вида обработки металлорежущие станки делятся на девять групп: 1) токарные; 2) сверлильные и расточные; 3) шлифовальные, полировальные, доводочные и заточные; 4) специальные; 5) зубо- и резьбообрабатывающие; 6) фрезерные; 7) разрезные; 8) строгальные, долбежные, протяжные; 9) разные.
Станки классифицируются по множеству признаков.
• По классу точности металлорежущие станки классифицируются на пять классов:
• (Н) Нормальной точности
• (П) Повышенной точности
• (В) Высокой точности
• (А) Особо высокой точности
• (С) Особо точные станки (мастер-станки)
• Классификация металлорежущих станков по массе:
• лёгкие (< 1 т)
• средние (1-10 т)
• тяжёлые (>10 т)
• уникальные (>100 т)
• Классификация металлорежущих станков по степени 00210000108070010818автоматизации:
• ручные
• полуавтоматы
• автоматы
• станки с ЧПУ
• гибкие производственные системы
• Классификация металлорежущих станков по степени специализации:
• универсальные. Для изготовления широкой 0900050000011100номенклатуры деталей малыми партиями. Используются в единичном и серийном производстве. Также используют при ремонтных работах.
• специализированные. Для изготовления больших партий деталей одного типа. Используются в среднем и крупносерийном производстве
• специальные. Для изготовления одной детали или детали одного 020800100070051%типоразмера. Используются в крупносерийном и массовом производстве
• Внутри каждого типа металлорежущие станки могут отличаться друг от друга конструктивными особенностями. Эти особенности, а также некоторые другие характеристики и отражаются в шифре (номере) станка.
• Первая цифра показывает принадлежность станка к группе:
• 1-токарные
• 2-сверлильные и расточные
• 3-шлифовальные,полировальные и доводочные
• 4-станки для электро- физичиской и химической обработки
• 5-Зубо и резбообрабатывающие станки
• 6-фрезерные станки
• 7-строгальные,долбёжные и протяжные
• 8-Разрезные
• 9-Разные
Вторая цифра указывает тип станка(Револьверные,кругошлифовальные и др.)
Последние две цифры указывают одну из его размерных характеристик станка(высота центро,максимальный диаметр сверления)
Буква- поколение станка
Буква в конце-базовая модель станка
• 1.2 Назначение металлорежущих станков.
Металлорежущими станками является оборудование, предназначенное для изготовления деталей машин методом снятия стружки с заготовки режущим инструментом. Многие изделия, которые сегодня могут быть изготовлены человеком, производятся при помощи станков для резки металла или машин, выполненных с использованием этих станков. Металлорежущие станки бывают самых разных модификаций и видов: от станков, имеющих ручное управление до роботизированных и компьютеризированных устройств. По виду производимых работ и используемому режущему инструменту более пятисот различных моделей существующих сегодня станков для резки металла подразделяются на множество групп. К ним относятся токарные станки, сверлильные, шлифовальные, фрезерные, разрезные. Так же существуют зубообрабатывающие станки, строгальные, автоматические многопозиционные, протяжные и мн. др.
Станки для резки металла имеют в своей оснастке режущие инструменты, которые бывают разных видов (фреза, резец, сверло и др.). При помощи этого инструмента с заготовки снимается стружка почти таким же способом, как при очистке картофеля. Обрабатываемые изделия могут быть изготовлены из металла, пластмассы, керамики. Режущий инструмент должен изготавливаться из более твердого и прочного материала, чем материал заготовки. Станок для резки металла оснащен механизмом, включающим в себя салазки, шпиндели, ходовые винты и столы, имеющие поперечное и продольное движение инструментов по отношению к детали. На станках, имеющих ручное управление, такое перемещение выполняется рабочим при помощи маховиков подачи, которые передвигают суппорт вместе с резцедержателем. Станки с числовым программным управлением (ЧПУ) задают перемещение инструменту при помощи программы последовательных команд, которая занесена в память компьютера. Программой производится включение и выключение приводных механизмов (электродвигателей и гидроцилиндров) осуществляющих подачу суппорта, который автоматически регулирует взаимное положение заготовки и режущей кромки.
Почти все виды станков имеют, как ручное управление, так и числовое программное управление. Механические мастерские и любительские домашние мастерские, а так же машиностроительные заводы, чаще всего, имеют среди своего оборудования такие станки, как токарные, шлифовальные, фрезерные, сверлильные и разрезные.
На разрезных станках разрезают и распиливают сортовой прокат: прутки, уголки, швеллеры, балки. Ржущим инструментом является сегментная дисковая пила, ножовочное полотно или абразивные диски. Основным способом движения инструмента является возвратно-поступательное движение ножовочного полотна или вращение диска. Разрезные станки с автоматическим управлением имеют разные скорости движения инструмента, они оснащены механизмом периодической подачи изделия и системами, осуществляющими управление рабочего стола двухкоординатным способом.
Самый распространенный вид станков для резки металла – это сверлильные станки. Они предназначены для просверливания и обработки отверстий. Главным способом движения является вращение и подача сверла. Подача сверла осуществляется ручным способом или выполняется автоматическое переключение скорости вращения и подачи. Шпиндель имеет разную частоту вращения, которая бывает постоянной с рядом установленных значений или переменной. Это зависит от материала, из которого изготовлено сверло и деталь, от диаметра отверстия и глубины сверления.
Глава 2. Заточные станки.
Порядок заточки свёрл
Инструменты применяемые при токарной обработкеЭлементы токарного резца
Элементы токарного прямого проходного резца
Ниже приведены элементы резца на примере токарного прямого проходного резца.
Токарный проходной резец состоит из следующих основных элементов:
Рабочая часть (головка);
Стержень (державка) — служит для закрепления резца на станке.
Рабочую часть резца образуют:
Передняя поверхность — поверхность, по которой сходит стружка в процессе резания.
Главная задняя поверхность — поверхность, обращенная к поверхности резания заготовки.
Вспомогательная задняя поверхность — поверхность, обращенная к обработанной поверхности заготовки.
Главная режущая кромка — линия пересечения передней и главной задней поверхностей.
Вспомогательная режущая кромка — линия пересечения передней и вспомогательной задней поверхностей.
Плоскость резания — плоскость, касательная к поверхности резания и проходящая через главную режущую кромку.
Основная плоскость — плоскость, параллельная направлениям подач (продольной и поперечной).
Главная секущая плоскость — плоскость, перпендикулярная проекции главной режущей кромки на основную плоскость.
Угол наклона главной режущей кромки измеряется в плоскости, проходящей через главную режущую кромку перпендикулярно к основной плоскости.
Угол наклона главной режущей кромки λ — угол между главной режущей кромкой и плоскостью, проведенной через вершину резца параллельно основной плоскости. Влияет на направление схода стружки.
[править]Углы резца в процессе резания
На действительные углы резца влияет также износ передней и задней поверхностей резца.
[править]Классификация резцов
По направлению подачи бывают:
Правые. Правым называется резец, у которого при наложении на него сверху ладони правой руки так, чтобы пальцы были направлены к его вершине, главная режущая кромка будет находиться под большим пальцем. На токарных станках эти резцы работают при подаче справа налево, то есть к передней бабке станка.
Составные — режущая часть резца выполняется в виде пластины, которая определённым образом крепится к державке из конструкционной углеродистой стали. Пластинки из твердого сплава и рапида припаиваются или крепятся механически.
По роду материала бывают:
Из инструментальной стали.
Металлокерамические.
Алмазные.
По характеру установки относительно обрабатываемой детали резцы могут быть двух типов:
Радиальные. Работают с установкой перпендикулярно оси обрабатываемой детали. Имеют широкое применение в промышленности за счет простоты своего крепления и более удобного выбора геометрических параметров режущей части.
Тангенциальные. При работе тангенциального резца усилие Рг направлено вдоль оси резца, благодаря чему тело резца не подвергается изгибу. Применяется главным образом на токарных автоматах и полуавтоматах, где основой является чистота обработки.
По характеру обработки бывают:
Обдирочные (черновые).
Резцы для тонкого точения.
[править]По виду обработки
Токарные
Строгальные
Долбежные
Резец, снимающий стружку при прямолинейном взаимном перемещении резца и материала, называется строгальным (при горизонтальном резании) или долбежным (при вертикальном). Характер работы строгального и долбежного резцов одинаков и отличается от работы токарных резцов, где резание непрерывно. Как при строгании, так и при долблении резец режет только при рабочем ходе. В то же время в моменты начала и конца каждого хода возникают толчки, вредно влияющие на работу этих резцов.
[править]Токарные резцы
Глава 4. Фрезерование.
Глава 5. Станки с ЧПУ и ПУ.
Шлифовальные станки имеют вращающийся абразивный инструмент. Эти станки применяют в основном для окончательной (финишной) чистовой обработки деталей, путем снятия с их поверхности слоев металла с точностью, доходящей иногда до сотых долей микрометра и придания обрабатываемой поверхности высокой чистоты.
На шлифовальные станки поступают заготовки, предварительно обработанные на других станках с оставлением небольшого припуска под шлифование, величина которого зависит от требуемого класса точности, размеров детали и предшествующей обработки.
Успехи последних лет в области усовершенствования шлифовальных кругов[1] и станков, а также совершенствование заготовительных операций (прокатывания, штампования, точного литья и т. п.), позволяют во многих случаях использовать вместо токарных, фрезерных и других станков для получистовых операций, высокопроизводительные шлифовальные станки для предварительного и окончательного шлифования.
На шлифовальных станках выполняют:
обдирку, разрезку и отрезку заготовок;
точную обработку плоскостей, поверхностей вращения, зубьев колес, винтовых и фасонных поверхностей и т. п.;
Шлифовальный станок применяется для того, чтобы очистить поверхность изделия от ненужных слоев. В основном он предназначен для древесных материалов. Металлорежущий станок для обработки заготовок абразивным инструментом это и есть шлифовальный станок. Используя шлифовальный станок, выполняют обдирку, резку и отрезку заготовок, точную обработку поверхностей заготовок, поверхностей вращения, зубьев колес, заточку инструмента и т.п.
Первый универсальный круглошлифовальный станок был изобретен в 1874 году в США. На начальном этапе своего существования шлифовальный станок работал с кругами, которые были изготовлены из цельных кусков природных абразивных пород, позже стали применять более прочные круги из размолотых природных абразивов. Более востребован и популярен такой станок стал с 1893 года, когда были изготовлены искусственные абразивы (карборунды). Все более усовершенствованный «шлифовальник» позволил заменить другие станки: токарные, фрезерные и многие другие.
По принятой классификации группу станков, работающих абразивным инструментом, обозначают цифрой 3 (первая цифра в обозначении модели). Вторая цифра указывает тип станка: 1 — круглошлифовальные станки; 2 — внутришлифовальные станки; 3 — обдирочно-шлифовальные, 4 — специализированные шлифовальные станки; 5 — продольно — шлифовальные; 6 — заточные; 7 — плоскошлифовальные с прямоугольным или круглым столом; 8 — притирочные и полировальные станки, 9 — разные станки, работающие абразивным инструментом. Если необходимо указать что рассматриваемая конструкция станка усовершенствована, т.е. принадлежит к новому поколению станков, то в условное обозначение вводят букву, например А (3А64).
Специальные станки обозначают, как правило, условными заводскими номерами. Этот шифр станка не дает конкретных сведений о нем, следовательно, необходима дополнительная информация. Она обычно изложена в паспорте станка.
Станки шлифовальной группы современных моделей предназначены для изготовления деталей с малыми отклонениями формы, размеров, малыми параметрами шероховатости поверхности и отличаются высокой производительностью.
Шлифованием называют резание металлов абразивными кругами. При шлифовании главным движением резания является движения инструмента. Различают шлифование периферией абразивного круга и торцом круга, в первом случае режущей частью является наружная поверхность круга, а во втором случае — торец круга.
В зависимости от расположения и формы обрабатываемой заготовки шлифование подразделяют на следующие виды: наружное, когда обрабатывается наружная поверхность заготовки, внутреннее, когда обрабатывается внутренняя поверхность заготовки, плоское, когда обрабатывается плоская поверхность, профильная, когда обрабатывается поверхность, образующая которой представляет кривую или ломаную линию.
Шлифование поверхности вращения называют круглым шлифованием, сферической поверхности — сферошлифованием, боковых поверхностей зубьев зубчатых колес — зубошлифованием, боковых сторон и впадин профиля резьбы — резьбошлифованием, шлицевых поверхностей — шлицешлифованием.
Различают также шлифование в центрах (если заготовку крепят в центрах) и в патроне (если заготовку крепят в патроне). В машиностроении наиболее часто применяют круглое (наружное и внутреннее) и плоское шлифование.
Шлифовальный круг представляет собою пористое тело, состоящее из большого количества мелких зерен, абразивного материала, соединенных между собою клеящим веществом — связкой керамической, вулканитовой или металлической. Процесс шлифования состоит в том, что вращающийся шлифовальный круг, соприкасаясь с металлом острыми гранями абразивных зерен, снимает с поверхности заготовки слой металла.
Для шлифовальной обработки применяются круги, размеры которых соответствуют ГОСТ 2424-83, а абразивный материал техническим условиям с повышенными требованиями к его однородности. Размеры круга, его форма и характеристики, обычно заранее определены в технологических картах обработки. По этим параметрам подбирают круг соответствующей марки, например шлифовальный круг ЧАЗ ПП 600x200x203 24А 12 П СМ 5 32 2 кл АА, маркировка которого обозначает: ЧАЗ — Челябинский абразивный завод, ПП — форма круга, 600x200x203 — размеры круга, мм (диаметр наружной поверхности х высота х диаметр отверстия); 24А — марка материала (белый электрокорунд); 12 — номер зернистости; П — индекс зернистости; СМ — степень твердости; 5 — номер структуры; 35 — рабочая скорость; м/с; 2 кл — класс неуравновешенности; АА — класс точности.
Плоское шлифование часто применяют вместо чистового строгания, чистового фрезерования и шабрения. Разновидностью плоского шлифования является профильное шлифование, выполняемое на плоскошлифовальных станках.
Круглошлифовальные станки
Для продольного и врезного шлифования наружных цилиндрических, пологих конических и торцовых поверхностей с установкой заготовок в центрах или патроне применяют круглошлифовальные центровые станки (рис. 1). Таким шлифовальным станкам отдается наибольшее предпочтение. Станок состоит из станины 20 с направляющими, на которых смонтирован нижний стол 19, несущий на себе поворотный верхний стол 18 с передней 2 и задней 12 бабками. В задней бабке имеются рукоятки 11 для ручного зажима пиноли бабки. Верхний стол 18 при шлифовании конусов может поворачиваться вокруг оси 16, закрепленной на нижнем столе 19. Перемещение нижнего стола по направляющим станины может осуществляться вручную от маховика 77 через специальный механизм, или механически от гидравлического цилиндра, находящегося в станине.
На поперечных направляющих станины смонтирована шлифовальная бабка 7 с механизмом быстрого подвода ее к заготовке. На корпусе шлифовальной бабки закреплен механизм 8 поперечных подач с маховиком 6 для ручного поперечного движения подачи, рукоятками включения автоматических подач и дросселями регулирования скорости черновой и чистовой подач. Здесь же установлен механизм 5 автоматической правки круга.
На лицевой стороне станины расположена панель гидроуправления 14 с рукояткой 13 быстрого подвода-отвода шлифовальной бабки и дросселями регулирования реверса и скорости стола. Гидравлический отвод пиноли задней бабки 12 производится педалью 75.
Рис. 1. Круглошлифовальный центровой станок мод. ЗМ151Ф2: 1 — электрошкаф; 2 — передняя бабка; 3, 11, 13 — рукоятки; 4 — люнет; 5 — механизм автоматической правки круга; 6, 17 — маховик; 7— шлифовальная бабка; 8 — механизм поперечных подач; 9 — пульт управления; 10— гидростанция; 12— задняя бабка; 14— панель гидроуправления; 15— педаль; 16— ось; 18, 19— верхний и нижний стол соответственно; 20 — станина
На стойке смонтирован пульт управления 9 с пусковыми кнопками и переключателями. С левой стороны станка расположен электрошкаф 7, а с правой — гидростанция 10. Подача СОЖ осуществляется рукояткой 3. При необходимости на станке может быть установлен люнет 4. обычно снабжаются дополнительной бабкой
Для шлифования отверстий.
 Плоскошлифовальные станки
Плоскошлифовальные станки
Плоское шлифование часто применяют вместо чистового строгания, чистового фрезерования и шабрения. Плоские поверхности можно шлифовать периферией и торцом круга (рис. 2). Разновидностью плоского шлифования является профильное шлифование, выполняемое на плоскошлифовальных станках (рис. 1, ж).
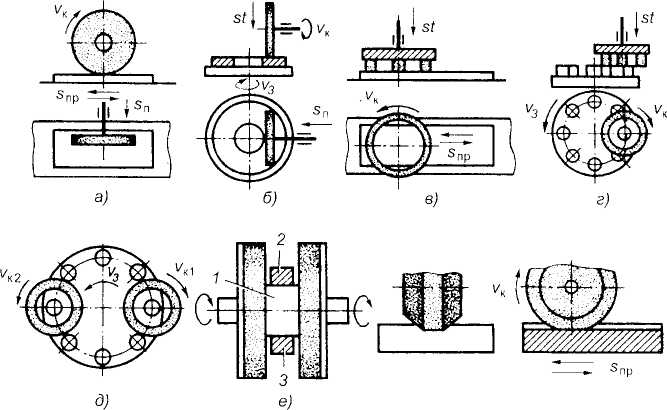
Рис. 2. Схемы обработки поверхностей при плоском шлифовании периферией и торцом шлифовального круга: а—ж — с прямоугольным столом; б — с круглым столом, торцом шлифовального круга; в — с прямоугольным столом: г — с круглым столом; д — с двумя вертикальными шпинделями и круглым столом; е — с двумя горизонтально расположенными шпинделями при одновременном шлифовании двух торцов заготовки; 1 — заготовка; 2 — верхняя линейка; J работе периферией круга на станках с прямоугольным столом припуск снимают следующими способами.
Шлифование поперечными рабочими ходами, при этом поперечная подача круга (детали) вдоль оси шпинделя осуществляется за каждый ход стола; круг снимает слой материала толщиной, равной глубине резания, а шириной, равной поперечной подаче круга за один ход стола. После рабочего хода вдоль всей шлифуемой поверхности круг устанавливают на определенную глубину и снимают следующий слой. Рабочие ходы повторяются до полного удаления припуска. При глубинном шлифовании круг снимает основную часть припуска за каждый ход стола; после каждого хода стола круг (стол) перемещается вдоль оси шпинделя на расстояние (3/4—4/5) H; оставшуюся часть припуска (0,01…0,02 мм) снимают предыдущим способом.
При шлифовании ступенчатым кругом основная часть припуска распределяется между отдельными ступенями круга и снимается за один рабочий ход; последняя ступень снимает небольшой слой материала; затем выполняют чистовое шлифование поперечными рабочими ходами.
Плоскошлифовальные станки по принципу работы делят на станки для шлифования периферией и торцом круга; по форме стола и характеру его движения — на станки с возвратно-поступательным и вращательным движением стола; по степени универсальности — на универсальные, полуавтоматические и автоматические. Плоскошлифовальные станки с прямоугольным столом выпускают с горизонтальным и вертикальным шпинделем; неавтоматизированные и полуавтоматические станки — с приборами активного контроля.
В мелкосерийном и среднесерийном производстве наиболее часто используют плоскошлифовальные станки с прямоугольным столом и горизонтальным шпинделем. В массовом производстве наибольшее распространение получили станки с круглым столом, а также двусторонние торцешлифовальные станки с горизонтальным и вертикальным расположением шпинделей.
Плоскошлифовальный станок с прямоугольным столом общего назначения показан на рис. 3. На станине 1 станка установлен стол 5, совершающий возвратно-поступательное перемещение по направляющим от гидроцилиндра, расположенного в станине. Закрепление заготовок обычно производят с помощью магнитной плиты 12, привинченной к столу. На станине смонтирована стойка 9, несущая шлифовальную бабку 10 с горизонтальным шпинделем шлифовального круга 11, закрытого кожухом 7. Механизмы подач, находящиеся в станине, шлифовальной бабки сообщают поперечное движение подачи (после каждого двойного хода стола) и вертикальное движение подачи (после каждого рабочего хода по снятию припуска со всей обработанной поверхности заготовки). Шпиндель вращается от электродвигателя, встроенного в шлифовальную бабку.
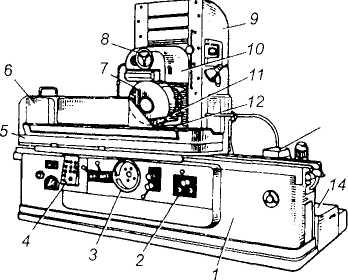 Рис. 3. Устройство плоско-шлифовального станка с прямоугольным столом и горизонтальным шпинделем: 1 — станина; 2 — панель; 3. 8— маховики; 4 — пульт управления; 5— стол; 6. 7— кожухи; 9— стойка; 10 — шлифовальная бабка; 11 — шлифовальный круг; 12 — магнитная плита; 13— гидростанция; 14— насос. Механизмы подач работают от гидроцилиндров, в которые поступает масло от гидростанции 13, управляемой от панели 2. Установочные ручные перемещения стола (в продольном направлении) осуществляют маховиком 3, а шлифовальной бабки (в вертикальном направлении) маховиком 8. Включение и выключение станка производят с пульта управления 4. Во время работы магнитная плита с обрабатываемой заготовкой закрывается кожухом 6. Подача СОЖ обеспечивается от бачка с насосом 14.
Рис. 3. Устройство плоско-шлифовального станка с прямоугольным столом и горизонтальным шпинделем: 1 — станина; 2 — панель; 3. 8— маховики; 4 — пульт управления; 5— стол; 6. 7— кожухи; 9— стойка; 10 — шлифовальная бабка; 11 — шлифовальный круг; 12 — магнитная плита; 13— гидростанция; 14— насос. Механизмы подач работают от гидроцилиндров, в которые поступает масло от гидростанции 13, управляемой от панели 2. Установочные ручные перемещения стола (в продольном направлении) осуществляют маховиком 3, а шлифовальной бабки (в вертикальном направлении) маховиком 8. Включение и выключение станка производят с пульта управления 4. Во время работы магнитная плита с обрабатываемой заготовкой закрывается кожухом 6. Подача СОЖ обеспечивается от бачка с насосом 14.
Плоскошлифовальный станок высокой точности с прямоугольным столом и горизонтальным шпинделем мод. ЗЛ722В предназначен для обработки плоских поверхностей периферией и торцом шлифовального круга, а также фасонных поверхностей профилированным кругом. Класс точности станка — В. Шлифуемые детали в зависимости от материала, формы и размеров закрепляются на электромагнитной плите или непосредственно на рабочей поверхности стола. Компоновка станка и конструкция шпинделя на подшипниках качения обеспечивают высокую жесткость шлифовальной бабки независимо от положения шлифовального круга над столом и исключают влияние массы перемещающихся узлов на точность обработки.
Применение на направляющих стола и салазок фторопластовой ленты с низким коэффициентом трения и винтовых пар качения в механизмах вертикальной и поперечной подач позволяет достигнуть малых скоростей перемещения рабочих органов и получить стабильную высокую точность обрабатываемых деталей. Устройство цифровой индикации для визуальною контроля величины вертикального перемещения шлифовальной бабки в процессе обработки, система дистанционного управления местом и величиной продольного перемещения стола и поперечного перемещения стойки позволяют повысить производительность станка и обеспечивают удобство обслуживания. Вынесенный гидропривод с системой стабилизации температуры масла и централизованная система смазки обеспечивают уменьшение тепловых деформаций, увеличение срока службы станка и сохранение точностных параметров при длительной работе. Для безопасной работы на станке предусмотрены необходимые ограждающие устройства, блокировки и аварийный отвод шлифовального круга от детали.
Внутришлифовальные станки
Шлифовальный станок данного типа предназначен для шлифования внутренних поверхностей вращения. Наиболее распространенным является такой станок, у которого обрабатываемая заготовка вращается вокруг оси шлифуемого отверстия, а шлифованный круг — вокруг своей оси.
Отверстия в деталях на внутришлифовальных станках обрабатывают напроход и врезанием. Способ врезания используют при обработке коротких, фасонных и глухих отверстий, не имеющих канавок для выхода из круга. Во всех остальных случаях применяют шлифование напроход, обеспечивающее более высокую точность и меньший параметр шероховатости поверхности.
Основными узлами станка являются: станина 22, на которой размещены бабка изделия 1 с загрузочно-резгрузочным механизмом 2, магнитным патроном 3, механизмом правки 5, пиноль 18 с электрошпинделем, шлифовальная бабка 15, шкаф 11 с электроаппаратурой коммутации и защиты электрических цепей. Загрузку необработанных изделий производят по лотку 30, а выдачу готовых — по лотку 26. Подачу масла к подшипникам электрошпинделя, в виде масляного тумана осуществляет специальное устройство из гидробака 16. Для базирования обрабатываемого изделия 4, предусмотрено башмачное устройство 20. Шлифовальный круг 19 закрепляют на электрошпинделе пиноли 18. Ход пиноли 18 устанавливают упорами 10, а управление подачами шлифовальной бабки 15 со шлифовальным кругом 19 контролируют упорами 14.
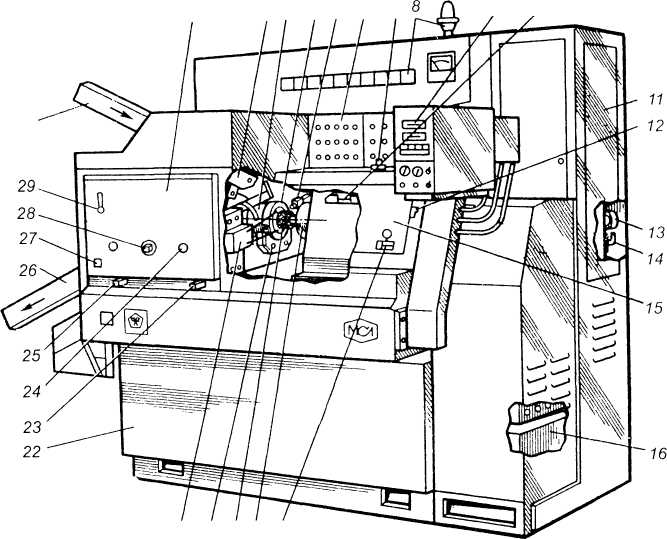 Рис. 6. Внутришлифовальный автомат с базированием заготовки на неподвижных опорах и приводом от магнитного патрона: 1 — бабка изделия; 2 — загрузочно-разгрузочный механизм; 3 — магнитный патрон; 4 — обрабатываемая заготовка; 5 — механизм правки; 6 — пульт управления; 7— механизм ручного перемещения пиноли шлифовального круга; 8 — сигнальные лампочки; 9 — пульт контрольно-измерительного прибора; 10 — упоры управления пиноли; 11 — электрошкаф; 12 — лимб механизма отскока; 13 — лимб механизма компенсации; 14— упоры управления механизма подачи шлифовальной бабки; 15 — шлифовальная бабка; 16— гидробак с панелью; 17 — индикатор подачи; IX — пиноль с электрошпинделем; 19 — шлифовальный круг; 20 — башмачное устройство; 21 — контрольно-измерительный прибор; 22 — станина; 23- винт поперечного перемещения бабки изделия; 24 — винт зажима пиноли бабки изделия; 25 — винт разворота бабки изделия на угол (в горизонтальной плоскости); 26 — лоток выдачи изготовленных деталей; 27 — винт привода измерительной головки; 28 — устройство ручного перемещения пиноли бабки изделия; 29 — рукоятка крана подачи СОЖ; 30 — лоток загрузки заготовок
Рис. 6. Внутришлифовальный автомат с базированием заготовки на неподвижных опорах и приводом от магнитного патрона: 1 — бабка изделия; 2 — загрузочно-разгрузочный механизм; 3 — магнитный патрон; 4 — обрабатываемая заготовка; 5 — механизм правки; 6 — пульт управления; 7— механизм ручного перемещения пиноли шлифовального круга; 8 — сигнальные лампочки; 9 — пульт контрольно-измерительного прибора; 10 — упоры управления пиноли; 11 — электрошкаф; 12 — лимб механизма отскока; 13 — лимб механизма компенсации; 14— упоры управления механизма подачи шлифовальной бабки; 15 — шлифовальная бабка; 16— гидробак с панелью; 17 — индикатор подачи; IX — пиноль с электрошпинделем; 19 — шлифовальный круг; 20 — башмачное устройство; 21 — контрольно-измерительный прибор; 22 — станина; 23- винт поперечного перемещения бабки изделия; 24 — винт зажима пиноли бабки изделия; 25 — винт разворота бабки изделия на угол (в горизонтальной плоскости); 26 — лоток выдачи изготовленных деталей; 27 — винт привода измерительной головки; 28 — устройство ручного перемещения пиноли бабки изделия; 29 — рукоятка крана подачи СОЖ; 30 — лоток загрузки заготовок
Управление механизмами станка производят кнопками и переключателями с пульта 6 управления. Механизм 7 предназначен для ручного перемещения пиноли шлифовального круга 19. Для разворота бабки изделия 1 в горизонтальной плоскости на рассчитанный угол используют винт 25. Контрольно-измерительные приборы станка сосредоточены на пульте 9. На крышке люка бабки изделия 1 размещены винт 27 привода измерительной головки, устройство 28 — ручного перемещения пиноли бабки изделия 1; рукоятка 29 — крана подачи СОЖ. Для подготовки станка к автоматической работе необходимо выполнить весь комплекс наладочных работ, загрузить в лоток 30 заготовки и на наладочном режиме (с последовательным нажатием кнопок и переключателей на пульте управления 6) произвести обработку 3—5 изделий.
В процессе обработки необходимо вести наблюдение за работой механизмов автомата, а также проверить точность обработки изделий. Выявленные недостатки незамедлительно устранить. При получении требуемой точности и качества обработки переключить станок на автоматическую работу и обработать всю партию изделий.
Бесцентрово-шлифовальные выполняют высокопроизводительное шлифование поверхностей большой длины и малого диаметра, а также заготовок без центровых отверстий. Заготовки могут обрабатываться тремя способами: шлифованием до упора, врезным и на проход. Используются для врезного или продольного шлифования ступенчатых, гладких, фасонных и конических поверхностей. Бесцентрово-шлифовальные станки производительней внутри- и круглошлифовальных, конструктивно проще, но в тоже время менее универсальны.
Глава 1. Металлорежущие станки.
• 1.1 Классификация металлорежущих станков
• принята единая система классификации и условных обозначений для станков отечественного производства, основанная на присвоении каждому станку особого шифра (номера). В зависимости от вида обработки металлорежущие станки делятся на девять групп: 1) токарные; 2) сверлильные и расточные; 3) шлифовальные, полировальные, доводочные и заточные; 4) специальные; 5) зубо- и резьбообрабатывающие; 6) фрезерные; 7) разрезные; 8) строгальные, долбежные, протяжные; 9) разные.
Станки классифицируются по множеству признаков.
• По классу точности металлорежущие станки классифицируются на пять классов:
• (Н) Нормальной точности
• (П) Повышенной точности
• (В) Высокой точности
• (А) Особо высокой точности
• (С) Особо точные станки (мастер-станки)
• Классификация металлорежущих станков по массе:
• лёгкие (< 1 т)
• средние (1-10 т)
• тяжёлые (>10 т)
• уникальные (>100 т)
• Классификация металлорежущих станков по степени 00210000108070010818автоматизации:
• ручные
• полуавтоматы
• автоматы
• станки с ЧПУ
• гибкие производственные системы
• Классификация металлорежущих станков по степени специализации:
• универсальные. Для изготовления широкой 0900050000011100номенклатуры деталей малыми партиями. Используются в единичном и серийном производстве. Также используют при ремонтных работах.
• специализированные. Для изготовления больших партий деталей одного типа. Используются в среднем и крупносерийном производстве
• специальные. Для изготовления одной детали или детали одного 020800100070051%типоразмера. Используются в крупносерийном и массовом производстве
• Внутри каждого типа металлорежущие станки могут отличаться друг от друга конструктивными особенностями. Эти особенности, а также некоторые другие характеристики и отражаются в шифре (номере) станка.
• Первая цифра показывает принадлежность станка к группе:
• 1-токарные
• 2-сверлильные и расточные
• 3-шлифовальные,полировальные и доводочные
• 4-станки для электро- физичиской и химической обработки
• 5-Зубо и резбообрабатывающие станки
• 6-фрезерные станки
• 7-строгальные,долбёжные и протяжные
• 8-Разрезные
• 9-Разные
Вторая цифра указывает тип станка(Револьверные,кругошлифовальные и др.)
Последние две цифры указывают одну из его размерных характеристик станка(высота центро,максимальный диаметр сверления)
Буква- поколение станка
Буква в конце-базовая модель станка
• 1.2 Назначение металлорежущих станков.
Металлорежущими станками является оборудование, предназначенное для изготовления деталей машин методом снятия стружки с заготовки режущим инструментом. Многие изделия, которые сегодня могут быть изготовлены человеком, производятся при помощи станков для резки металла или машин, выполненных с использованием этих станков. Металлорежущие станки бывают самых разных модификаций и видов: от станков, имеющих ручное управление до роботизированных и компьютеризированных устройств. По виду производимых работ и используемому режущему инструменту более пятисот различных моделей существующих сегодня станков для резки металла подразделяются на множество групп. К ним относятся токарные станки, сверлильные, шлифовальные, фрезерные, разрезные. Так же существуют зубообрабатывающие станки, строгальные, автоматические многопозиционные, протяжные и мн. др.
Станки для резки металла имеют в своей оснастке режущие инструменты, которые бывают разных видов (фреза, резец, сверло и др.). При помощи этого инструмента с заготовки снимается стружка почти таким же способом, как при очистке картофеля. Обрабатываемые изделия могут быть изготовлены из металла, пластмассы, керамики. Режущий инструмент должен изготавливаться из более твердого и прочного материала, чем материал заготовки. Станок для резки металла оснащен механизмом, включающим в себя салазки, шпиндели, ходовые винты и столы, имеющие поперечное и продольное движение инструментов по отношению к детали. На станках, имеющих ручное управление, такое перемещение выполняется рабочим при помощи маховиков подачи, которые передвигают суппорт вместе с резцедержателем. Станки с числовым программным управлением (ЧПУ) задают перемещение инструменту при помощи программы последовательных команд, которая занесена в память компьютера. Программой производится включение и выключение приводных механизмов (электродвигателей и гидроцилиндров) осуществляющих подачу суппорта, который автоматически регулирует взаимное положение заготовки и режущей кромки.
Почти все виды станков имеют, как ручное управление, так и числовое программное управление. Механические мастерские и любительские домашние мастерские, а так же машиностроительные заводы, чаще всего, имеют среди своего оборудования такие станки, как токарные, шлифовальные, фрезерные, сверлильные и разрезные.
На разрезных станках разрезают и распиливают сортовой прокат: прутки, уголки, швеллеры, балки. Ржущим инструментом является сегментная дисковая пила, ножовочное полотно или абразивные диски. Основным способом движения инструмента является возвратно-поступательное движение ножовочного полотна или вращение диска. Разрезные станки с автоматическим управлением имеют разные скорости движения инструмента, они оснащены механизмом периодической подачи изделия и системами, осуществляющими управление рабочего стола двухкоординатным способом.
Самый распространенный вид станков для резки металла – это сверлильные станки. Они предназначены для просверливания и обработки отверстий. Главным способом движения является вращение и подача сверла. Подача сверла осуществляется ручным способом или выполняется автоматическое переключение скорости вращения и подачи. Шпиндель имеет разную частоту вращения, которая бывает постоянной с рядом установленных значений или переменной. Это зависит от материала, из которого изготовлено сверло и деталь, от диаметра отверстия и глубины сверления.
Глава 2. Заточные станки.
§
Металлорежущие станки отечественного производства принято делить на 9 групп.
Токарные станки относятся к первой группе, которая подразделяется на 9 типов:
-одношпиндельные автоматы и полуавтоматы;
-многошпиндельные автоматы и полуавтоматы;
-токарно-револьверные;
-токарно-отрезные;
-токарно-карусельные;
-токарные, токарно-винторезные, токарно-лобовые;
-многорезцовые, токарно-полировальные;
-специализированные;
-специальные.
Различают пять степеней точности станков:
нормальную — Н;
повышенную — П;
высокую — В;
особо высокую — А;
особую — С.
Обозначение модели станка содержит 3-4 цифры и несколько букв.
Первая цифра — группа станка (все токарные станки- 1);
вторая-тип станка;
третья и четвертая цифры — размерный параметр станка (обычно высота центров: 2 или 20 — высота центров 200 мм и 3 или 30 — высота центров 300 мм и т. д.).
Назначение
Наиболее распространенным методом обработки материалов резанием является обработка на токарных станках. На токарных станках обрабатывают детали, имеющие преимущественно форму тел вращения (валики, оправки, втулки, заготовки для зубчатых колес и др.). При изготовлении таких деталей приходится обрабатывать цилиндрические, конические, фасонные поверхности, нарезать резьбы, вытачивать канавки, обрабатывать торцовые поверхности, сверлить, зенкеровать и развертывать отверстия и др. При выполнении этих работ токарю приходится пользоваться самыми разнообразными режущими инструментами: резцами, сверлами, зенкерами, развертками, метчиками, плашками и др.
При выполнении работ на токарных станках обрабатываемая заготовка получает вращательное движение, а резец — поступательное перемещение, или движение подачи. Сочетание таких движений обеспечивает получение разнообразных поверхностей вращения: цилиндрических, конических, фасонных и др.
Устройство токарных станков
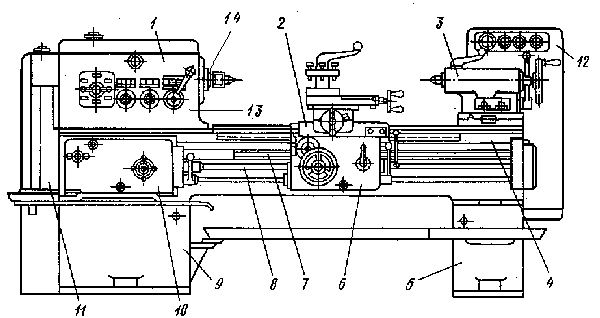
Рисунок 4. Сборочные единицы (узлы) и механизмы токарно-винторезного станка:
1 — передняя бабка, 2 — суппорт, 3 — задняя бабка, 4 — станина, 5 и 9 — тумбы, 6 — фартук, 7 — ходовой винт, 8 — ходовой валик, 10 — коробка подач, 11 — гитары сменных шестерен, 12 — электро-пусковая аппаратура, 13 — коробка скоростей, 14 — шпиндель.
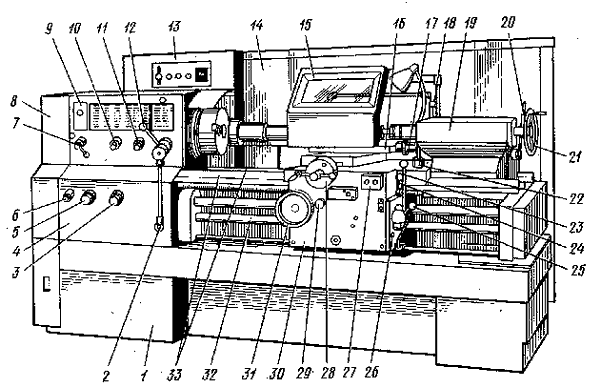
Рисунок 5. Общий вид и размещение органов управления токарно-винторезного станка 16К20:
Рукоятки управления: 2 — сблокированная управление, 3,5,6 — установки подачи или шага нарезаемой резьбы, 7, 12 — управления частотой вращения шпинделя, 10 — установки нормального и увеличенного шага резьбы и для нарезания многозаходных резьб, 11 — изменения направления нарезания резьбы (лево- или правозаходной), 17 — перемещения верхних салазок, 18 — фиксации пиноли, 20 — фиксации задней бабки, 21 — штурвал перемещения пиноли, 23 — включения ускоренных перемещений суппорта, 24 — включения и выключения гайки ходового винта, 25 — управления изменением направления вращения шпинделя и его остановкой, 26 — включения и выключения подачи, 28 — поперечного перемещения салазок, 29 — включения продольной автоматической подачи, 27 — кнопка включения и выключения главного электродвигателя, 31 — продольного перемещения салазок; Узлы станка: 1 — станина, 4 — коробка подач, 8 — кожух ременной передачи главного привода, 9 — передняя бабка с главным приводом, 13 — электрошкаф, 14 — экран, 15 — защитный щиток, 16 — верхние салазки, 19 — задняя бабка, 22 — суппорт продольного перемещения, 30 — фартук, 32 — ходовой винт, 33 — направляющие станины.
Станина — жесткая чугунная отливка, на которой смонтированы все основные узлы станка. Сверху она имеет две пары направляющих, обеспечивающих прямолинейное перемещение суппорта и задней бабки в продольном направлении.
Передняя бабка — пустотелая отливка, в которой размещается коробка скоростей и главный ведомый вал станка — шпиндель. Бабка служит для установки обрабатываемой заготовки и сообщения ей вращения с предусмотренной частотой
Задняя бабка предназначена для поддержания свободного конца длинной заготовки, а также установки некоторых режущих инструментов (сверл, разверток и др. ). Бабка состоит из трех основных частей: плиты, корпуса и пиноли с коническим отверстием на переднем конце. Для обтачивания конусов корпус может быть поперечно смещен относительно плиты и зафиксирован в требуемом положении.
Суппорт служит для перемещения резца в продольном, поперечном или угловом направлениях относительно оси обрабатываемой заготовки. Состоит из пяти основных частей: трех салазок (продольных, поперечных и верхних), поворотной плиты и резцедержателя.
Фартук прикреплен к продольным салазкам (каретке) суппорта. Размещенный в нем механизм предназначен для преобразования вращательного движения ходового винта 9 или ходового вала 10 в поступательные перемещения суппорта. От ходового винта движение заимствуется только при нарезании резьб резцами, для всех прочих работ передающим звеном служит ходовой вал.
Коробка подач предусмотрена для настройки станка на подачу или шаг нарезаемой резьбы.
Гитара сменных колес является дополнительным механизмом коробки подач. С ее помощью можно практически неограниченно расширять диапазон настроек станка на шаги нарезаемых резьб.
Тумбы -пустотелые чугунные отливки, применяемые в качестве опор станины. Внутреннее пространство тумб используется обычно для размещения электродвигателя и агрегата смазочно-охлаждающей системы,
§
Наиболее распространенным методом получения отверстий в сплошном материале является сверление. Движение резания при сверлении — вращательное, движение подачи — поступательное. Перед началом работы проверяют совпадение вершин переднего и заднего центров станка. Заготовку устанавливают в патрон и проверяют, чтобы ее биение (эксцентричность) относительно оси вращения не превышала припуска, снимаемого при наружном обтачивании. Проверяют также биение торца заготовки, в котором будет обрабатываться отверстие, и выверяют заготовку по торцу. Перпендикулярность торца к оси вращения можно обеспечить подрезкой, при этом в центре заготовки можно выполнить углубление для нужного направления сверла и предотвращения его увода и поломки.
Для обработки штучных заготовок устанавливают трехкулачковый патрон и производят расточку сырых кулачков, а для обработки деталей из прутка зажимную цангу и соответствующие размеру прутка вкладыши, подающую цангу и направляющую втулку. Сверла с коническими хвостовиками устанавливают непосредственно в конусное отверстие пиноли задней бабки. Если размеры конусов не совпадают, то сверла устанавливают посредством переходных втулок

Для крепления сверл с цилиндрическими хвостовиками (диаметром до 16 мм) применяют сверлильные кулачковые патроны (7.2), которые устанавливают в пиноли задней бабки/ Сверло закрепляется кулачками 5,~Т<бторые могут сводиться и разводиться,( перемещаясь в пазах корпуса 2. На концах кулачков выполнены рейки, которые находятся в зацеплении с резьбой, имеющейся на внутренней поверхности кольца 4. От ключа 5 приводится во вращение втулка 3 с кольцом’/, по резьбе которого кулачки 6 перемещаются вверх или вниз в радиальном направлении. Для установки в пиноли задней бабки патроны имеют конические хвостовики /. Перед сверлением отверстий заднюю бабку перемещают по станине на такое расстояние от обрабатываемой заготовки, чтобы сверление можно было производить на требуемую глубину при минимальном выдвижении пиноли из корпуса задней бабки. Сверление начинают при вращающейся заготовке. Сверло плавно (без удара) подводят вручную (вращением маховика задней бабки) к торцу заготовки и производят сверление на небольшую глубину. Затем отводят Инструмент, останавливают заготовку и проверяют точность центрирования отверстия. Чтобы сверло не сместилось, в начале сверления производят зацентровку заготовки коротким спиральным сверлом большого диаметра или специальным центровочным сверлом с углом при вершине 90°. При этом в начале сверления поперечная кромка сверла не работает, что уменьшает смещение сверла относительно оси вращения заготовки. Для замены сверла маховик задней бабки поворачивают до тех пор, пока пиноль не займет в корпусе бабки крайнее правое положение, в результате чего сверло выталкивается винтом из пиноли. Затем в пиноль устанавливают нужное сверло. При сверлении отверстия, глубина которого больше его диаметра, сверло периодически выводят из отверстия и очищают его канавки и отверстие заготовки от накопившейся стружки.
Для уменьшения трения сверла о стенки отверстия подводят охлаждающую , жидкость, особенно при обработке стальных и алюминиевых заготовок. Чугунные, латунные и бронзовые заготовки можно сверлить без -охлаждения. Применение СОЖ позволяет повысить скорость резания в 1,4—1,5 раза. В качестве СОЖ рекомендуется применять раствор эмульсии (для сталей), компаундированные масла (для легированных сталей), раствор эмульсии и керосин (для чугуна и алюминиевых сплавов). Если на станке охлаждение не предусмотрено, то инструмент охлаждают смесью машинного масла с керосином. Применение СОЖ позволяет снизить осевую и тангенциальную силу резания при сверлении сталей на 10— 35 %, чугуна и цветных сплавов на 10— 18 %, алюминиевых сплавов на 30—40 %.
При сверлении напроход в момент выхода сверла из заготовки необходимо резко снизить подачу сверла. При выходе сверла из заготовки срезаемый слой металла неравномерно нагружают режущие кромки сверла, что может привести к поломке сверла. Поломка сверла происходит также из-за увеличения подачи и малой скорости резания, поэтому следует работать с возможно большими допустимыми скоростями резания и с возможно меньшими подачами.
Просверленное отверстие имеет минимальные погрешности, если ось сверла совпадает с осью вращения шпинделя станка, сверло правильно заточено и жестко закреплено. У правильно заточенного сверла работают обе режущие кромки и стружка сходит по двум спиральным канавкам.
Размеры отверстия при сверлении получаются больше заданных в следующих случаях: режущие кромки сверла имеют разную длину, хотя и заточены под одинаковыми углами; режущие кромки имеют разную длину и заточены под разными углами; режущие кромки имеют равную длину, но заточены под разными углами. При неправильно заточенном и затупленном сверле получается косое отверстие с низким качеством поверхности. Затупленные сверла служат причиной образования заусенцев у выходной части отверстия.
Неодинаковая длина режущих кромок и несимметричная их заточка, а также эксцентричное расположение перемычки и различная ширина ленточек при сверлении вызывают по мере углубления сверла в заготовку неравномерное действие на ленточку радиальных составляющих сил резания, увеличение сил трения, защемление сверла в отверстии и, следовательно, его поломку.
Если глубина отверстий превышает пять диаметров, то такие отверстия принято называть глубокими. При сверлении глубоких отверстий применяют длинные спиральные сверла с обычными геометрическими параметрами. При сверлении детали периодически выводят сверло из глубокого отверстия для охлаждения его. и удаления накопившейся в канавках стружки. Для повышения производительности применяют сверла с принудительным отводом стружки, который осуществляется жидкостью (реже воздухом), подводимой в зону резания под давлением. С увеличением глубины сверления ухудшаются условия работы сверла, отвод теплоты, повышается трение стружки о стенки канавок сверла, затрудняется подвод СОЖ к режущим кромкам сверла и др. Поэтому при глубине сверления более трех диаметров отверстия скорость резания уменьшают.
Спиральные сверла изготовляют из сталей: углеродистой марки У12А, легированной марки 9ХС, быстрорежущей марки Р6М5, а также из твердых сплавов марок ВК6М, ВК8 и ВК15 и др.
Для сверл из быстрорежущей стали скорость резания y = 25-f-35 м/мин. Причем большие значения принимают при увеличении диаметра сверла и уменьшении подачи.
При ручной подаче сверла трудно обеспечить ее постоянное (стабильное) значение.
Резание при сверлении по сравнению с точением имеет ряд отличительных особенностей. Спиральное сверло является многолезвийным инструментом и совершает работу резания пятью режущими кромками (двумя главными, двумя вспомогательными и поперечной). На каждую точку А на режущей кромке сверла (7.4) действует сила Р, которая может быть разложена на составляющие силы Рх, Ру и Pz по осям X, Y и Z.
Основную работу сверления выполняют две режущие кромки, а поперечная кромка (угол резания ее более 90°) под действием осевой силы резания Ро сминает металл с силой Рпк-хО,5Ро-
Для повышения эффективности работы спиральных сверл производят подточку поперечной кромки, изменение угла при вершине, подточку ленточки, двойную заточку и др.
Сверление сверлами повышенной жесткости (при большой глубине сверления) с утолщенной сердцевиной сопровождается большими осевыми усилиями. Для снижения осевых усилий применяют различные формы подточки поперечной режущей кромки (7.5, а—д). Следует стремиться к возможно большей симметрии заточки. Асимметричная заточка инструмента вызывает разбивку отверстия и ускоренное изнашивание режущих кромок. Подточка поперечной кромки увеличивает передний угол на участках вблизи
поперечной кромки и уменьшает ее длину, а также снижает деформации металла заготовки и повышает стойкость сверла в 1,5—2 раза.
Стандартные сверла имеют угол при вершине 118°, однако для обработки более твердых материалов (и более глубоких отверстий) рекомендуется применять сверла с углом при вершине 135°. Увеличение угла при вершине приводит к образованию более толстых и узких стружек при той же подаче на оборот. Это облегчает сверление материалов, склонных упрочняться при обработке. Сверление мягких цветных металлов, пластмасс и мягкого чугуна осуществляют сверлами с углами при вершине 60—90е. Уменьшение угла при вершине приводит к образованию более тонких стружек и уменьшению абразивного изнашивания по уголкам.
5. Обработка конических поверхностей на токарных станках
Обработка конических поверхностей на токарных станках производится тремя способами. Первый способ заключается в том, что корпус задней бабки смещают в поперечном направлении на величину h (рис. 6, а). Вследствие этого ось заготовки образует определенный угол а с осью центров, а резец при своем движении обтачивает коническую поверхность. Из схем видно, что
h = L sin a; (14)
tgα=(D-d)/2l; (15)
Решая совместно оба уравнения, получим
h=L((D-d)/2l)cosα. (16)
Для изготовления точных конусов этот способ непригоден вследствие неправильного положения центровых отверстий относительно центров.

Рисунок 6
Второй способ (рис. 6, б) заключается в том, что резцовые салазки поворачивают на угол а, определяемый уравнением (15). Так как подача в этом случае осуществляется обычно вручную, данный способ используют при обработке конусов небольшой длины. Третий способ основан на применении специальных приспособлений, имеющих копировальную линейку 1, укрепленную на задней стороне станины на кронштейнах 2 (рис. 6, в). Ее можно устанавливать под требуемым углом к линии центров. По линейке скользит ползун 3, соединенный через палец 4 и кронштейн 5 с поперечной кареткой 6 суппорта. Винт поперечной подачи каретки разобщен с гайкой. При продольном перемещении всего суппорта ползун 3 будет двигаться по неподвижной линейке 1, сообщая одновременно поперечное смещение каретке 6 суппорта. В результате двух движений резец образует коническую поверхность, конусность которой будет зависеть от угла установки копировальной линейки, определяемого уравнением (15). Этот способ обеспечивает получение точных конусов любой длины.
§
Обработка фасонных поверхностей. Если в предыдущем копировальном устройстве вместо конусной линейки установить фасонную, то резец будет перемещаться по криволинейной траектории, обрабатывая фасонную поверхность. Для обработки фасонных и ступенчатых валов токарные станки иногда оснащают гидравлическими копировальными суппортами, которые располагают чаще всего на задней стороне суппорта станка. Нижние салазки суппорта имеют специальные направляющие, расположенные обычно под углом 45° к оси шпинделя станка, в которых и перемещается копировальный суппорт. На рис. 6, б была показана принципиальная схема, поясняющая работу гидравлического копировального суппорта. Масло от насоса 10 поступает в цилиндр, жестко связанный с продольным суппортом 5, на котором находится поперечный суппорт 2. Последний соединен со штоком цилиндра. Масло из нижней полости цилиндра через щель 7, находящуюся в поршне, поступает в верхнюю полость цилиндра, а затем в следящий золотник 9 и на слив. Следящий золотник конструктивно связан с суппортом. Щуп 4 золотника 9 прижимается к копиру 3 (на участке ab) при помощи пружины (на схеме не показана). При этом положении щупа масло через золотник 9 поступает на слив, а поперечный суппорт 2, вследствие разности давлений в нижней и в верхней полостях, перемещается назад. В тот момент, когда щуп окажется на участке be, он под действием копира утапливается, преодолевая сопротивление пружины. При этом слив масла из золотника 9 постепенно перекрывается. Так как площадь сечения поршня в нижней полости больше, чем в верхней, давление масла заставит перемещаться суппорт 2 вниз. На практике встречаются самые различные модели токарных и токарно- винторезных станков, от настольных до тяжелых, с широким диапазоном размеров. Наибольший диаметр обработки на советских станках колеблется от 85 до 5000 мм при длине заготовки от 125 до 24 000 мм.
Правила и приёмы безопасной работы на токарном станке.
Общие положения.
К работе на токарном станке допускаются лица, знающие устройство станка и имеющие элементарные знания по электротехнике и слесарному делу, обученные безопасным методам работы, прошедшие проверку знаний инструкций по охране труда.
Лица, виновные в нарушении данной инструкции привлекаются к дисциплинарной ответственности согласно правил внутреннего трудового распорядка.
Требования безопасности перед началом работы.
Привести в порядок рабочую одежду, застегнуть или охватить резинкой обшлага рукавов. Заправить одежду так, чтобы не было развивающихся концов. Убрать волосы под плотно облегающий головной убор.
Проверить исправность и разложить в удобном для пользования порядке режущий и измерительный инструмент, крепежные приспособления.
Проверить наличие, исправность и прочность крепления:
— Ограждение зубчатых колес, приводных ремней, шпинделя, делительного винта, приводов и т.п., а также токоведущих частей электроаппаратуры (пускателей, рубильников, кнопок и т.п.);
— Предохранительных устройств для защиты от стружки;
— Заземляющих устройств.
— Отрегулировать местное освещение станка так, чтобы рабочая зона была достаточно освещена и свет не слепил глаза. Пользоваться местным освещением напряжением выше 42 В запрещается.
— Перед обработкой металлов, дающих отлетающую стружку, если отсутствуют специальные защитные устройства, надеть защитные очки или предохранительный щиток из прозрачного материала.
— Проверить исправность подножной деревянной решетки.
Требования безопасности во время работы.
— Работать на станке в рукавицах или перчатках, а также с забинтованными пальцами без резиновых напальчников запрещается.
— Надежно и жестко закреплять обрабатываемую деталь на станке и режущий инструмент. Вес и габариты деталей должны соответствовать паспортным данным станка.
— Перед каждым включением станка предварительно убедиться, что пуск станка никому не угрожает опасностью.
Обязательно остановить станок и выключить электродвигатель:
При уходе от станка даже на короткое время;
При временном прекращении работы;
При перерыве в подаче электроэнергии;
При уборке, смазке, чистке станка;
При обнаружении какой-либо неисправности в оборудовании;
При смене режущего инструмента;
При установке и съеме деталей, приспособлений, предохранительных устройств и при ручном измерении деталей.
Не разрешается класть детали, инструмент и другие предметы на станину станка, крышку передней бабки, на станок, а также оставлять инструмент на обрабатываемой детали и закрепляющих приспособлениях.
Своевременно удалить стружку с рабочего места при помощи специального крючка или щетки – сметки.
Нельзя работать или подавать через работающий станок какие-либо предметы.
При ремонте, чистке и смазке у пусковых устройств вывешивать плакат: «Не включать, работают люди».
При обработке вязких металлов, дающих сливную ленточную стружку, применять резцы со стружкозавивателями.
При обработке хрупких материалов, дающих мелкую отлетающую стружку, а также при дроблении стальной стружки в процессе обработки, применять защитные устройства, специальные стружководчики, прозрачные экраны или индивидуальные щитки, очки.
Патрон и планшайбу перед установкой на станок, а также перед снятием их со станка протереть от масла.
При закреплении детали в кулачковом патроне или планшайбе захватывать деталь кулачками на возможно большую величину. Не допускать, чтобы после закрепления детали кулачки выступали из патрона, или планшайбы за пределы наружного их диаметра.
После закрепления детали в патроне вынуть торцевой ключ.
Для обработки деталей, закрепленных в центрах, применять безопасные поводковые патроны (например, чашкообразного типа) или безопасные хомутики.
При работе на больших числах оборотов применять вращающийся центр, прилагаемый к станку.
Нельзя работать на сработанных или забитых центрах.
При установке на станок коленчатых валов и эксцентричных деталей производить их балансировку, противовесы при установке должны ограждаться.
При нарезании резьбы плашками придерживать клупп суппортом, а не руками.
При обработке пруткового материала конец прутка, выступающий из шпинделя, ограждать на всю длину. Ограждение должно быть прочным, устойчивым и обеспечивать бесшумность работы. Длина прутка должна соответствовать паспортным данным станка.
Во избежание травм из-за поломки инструмента необходимо соблюдать следующее:
Включить сначала вращение шпинделя, а потом подачу, при этом обрабатываемую деталь следует привести во вращение ранее соприкосновения ее с резцом, врезание производить плавно, без ударов;
Перед остановкой станка сначала включить подачу, отвести режущий инструмент от детали, а потом выключить вращение шпинделя.
Отводить инструмент на безопасное расстояние при выполнении следующих операций:
При центровании деталей на станке;
При зачистке, шлифовании деталей наждачным полотном, при опиловкшабровке.
При измерении детали.
При смене патрона и детали отодвигать подальше задний центр (заднюю бабку).
Требования безопасности в аварийных ситуациях.
В случае недомогания или несчастного случая прекратить работу, известить мастера и вызвать врача. Мастер, или лицо, его заменяющее, обязан сообщить об этом администрации предприятия для своевременного составления акта о происшедшем несчастном случае и принятия мер, предупреждающих повторение подобных случаев.
5. Требования безопасности по окончании работы.
Выключить станок и эл.двигатель.
Привести в порядок рабочее место: убрать со станка стружку и металлическую пыль. Аккуратно сложить заготовки.
Смазать трущиеся части станка.
Убрать весь инструмент.
Снять и убрать спецодежду.
Вымыть руки теплой водой с мылом.
Глава 4. Фрезерование.
§
Фре́зерные станки́ — группа металлорежущих станков в классификации по виду обработки. Фрезерные станки предназначены для обработки с помощью фрезы плоских и фасонных поверхностей, тел вращения, зубчатых колёс и т. п. металлических и других заготовок. При этом фреза, закрепленная в шпинделе фрезерного станка, совершает вращательное (главное) движение, а заготовка, закреплённая на столе, совершает движение подачи прямолинейное или криволинейное (иногда осуществляется одновременно вращающимся инструментом). Управление может быть ручным, автоматизированным или осуществляться с помощью системы ЧПУ (CNC).
Металлорежущий инструмент фрезерной группы станков. Концевые фрезы.
Во фрезерных станках главным движением является вращение фрезы, а движение подачи — относительное перемещение заготовки и фрезы.
Вспомогательные движения необходимы в станке для подготовки процесса резания. К вспомогательным движениям относятся движения, связанные с настройкой и наладкой станка, его управлением, закреплением и освобождением детали и инструмента, подводом инструмента к обрабатываемым поверхностям и его отводом; движения приборов для автоматического контроля размеров и т. д. Вспомогательные движения можно выполнять на станках как автоматически, так и вручную. На станках-автоматах все вспомогательные движения в определенной последовательности выполняются автоматически.
Универсально-фрезерный станок
Имеет горизонтально расположенный шпиндель и предназначен для обработки фрезерованием разнообразных поверхностей на небольших и не тяжелых деталях в условиях единичного и серийного производства. Обработку ведут цилиндрическими, дисковыми, угловыми, концевыми, фасонными, торцовыми фрезами. На этом станке можно обрабатывать вертикальные и горизонтальные фасонные и винтовые поверхности, пазы и углы. Фрезерование деталей, требующих периодического деления или винтового движения, выполняют с использованием специальных делительных приспособлений.
На станине смонтированы все основные узлы станка. Внутри станины размещены шпиндельный узел и коробка скоростей. Для поддержания оправки с фрезой служит хобот с серьгами (подвесками). По вертикальным направляющим станины перемещается консоль, несущая коробку подач. По направляющим консоли в поперечном направлении движутся салазки с поворотным устройством, которое несет продольный стол и позволяет поворачивать стол вокруг вертикальной оси на 45° в обе стороны, благодаря чему стол может перемещаться в горизонтальной плоскости под разными углами к оси шпинделя. Крутящий момент от двигателя посредством коробки передач передаётся на шпиндель — полый вал в верхней части станины. В передний торец шпинделя вставляется оправка и закрепляется штревелем — стержнем, закреплённым в шпинделе. Оправка обычно стержень имеющий коническое посадочное место-конус Морзе, воспринимающий вращение от шпинделя; на оправку одеваются фреза и фиксирующие её кольца, зажимаются гайкой. Жёсткость оправки поддерживается подвеской.
Горизонтально-фрезерный станок
Горизонтально-фрезерный станок (1 — фундаментная плита, 2 — станина, 3 — консоль, 4 — салазки, 5 — стол, 6 — хобот, 7 — оправка со фрезой)
Отличается от универсально-фрезерного станка отсутствием поворотного устройства, то есть стол станка может перемещаться только перпендикулярно или вместе с салазками параллельно оси шпинделя.

Широкоуниверсальный фрезерный станок
В отличие от горизонтально-фрезерного станка имеет ещё одну шпиндельную головку, смонтированную на выдвижном хоботе, которую можно поворачивать под любым углом в двух взаимно перпендикулярных плоскостях. Возможна раздельная и одновременная работа обоими шпинделями. Для большей универсальности станка на поворотной головке монтируют накладную фрезерную головку, которая позволяет обработать на станке детали сложной формы не только фрезерованием, но и сверлением, зенкерованием, растачиванием и т. д.
В некоторых станках этого типа отсутствует консоль, а вместо неё по вертикальным направляющим станины, перемещается каретка. Каретка имеет горизонтальные направляющие для салазок с вертикальной рабочей поверхностью и Т-образными пазами, на которых крепят стол, делительные и другие приспособления. Широкая универсальность станка позволяет использовать его в экспериментальных и инструментальных цехах для производства кондукторов, зажимных приспособлений всех типов, инструментов, штампов, пресс-форм и других деталей.
Вертикальный консольно-фрезерный станок
Вертикально-фрезерный станок (1 — фреза, 2 — шпиндель, 3 — хобот, 4 — станина, 5 — стол, 6 — салазки, 7 — консоль, 8 — фундаментная плита)
В отличие от горизонтально-фрезерного имеет вертикально расположенный шпиндель, который в некоторых моделях станков допускает смещение вдоль своей оси и поворот вокруг горизонтальной оси, расширяя тем самым технологические возможности станка. В отличие от горизонтально-фрезерных станков оправка для вертикальных станков представляет собой фланец с конусом Морзе с одной стороны и коническим отверстием с другой (тоже конус Морзе), куда и вставляется концевая фреза. Если требуется установить дисковую фрезу применяется оправка как на горизонтально-фрезерном станке, но много короче; так же и на горизонтальных станках возможно применяются оправки вертикальных станков для крепления концевых фрез. Вертикальное движение подачи, как правило, возможно осуществлять и инструментом.

Вертикально- и горизонтально-фрезерные бесконсольные станки
Предназначены для обработки вертикальных, горизонтальных, наклонных поверхностей, пазов в крупногабаритных деталях. В отличие от консольно-фрезерных станков, в этих станках отсутствует консоль, а салазки и стол перемещаются по направляющим станины, установленной на фундамент. Такая конструкция станка обеспечивает более высокую его жесткость и точность обработки по сравнению со станками консольного типа, позволяет обрабатывать детали большой массы и размеров. Шпиндельная головка, являющаяся и коробкой скоростей, имеет установочное перемещение по вертикальным направляющим стойки. Кроме того, шпиндель вместе с гильзой можно сдвигать в осевом направлении при точной установке фрезы на требуемый размер.
Продольно-фрезерные станки
Используют для обработки крупногабаритных деталей, главным образом, торцовым; а также цилиндрическими, концевыми, дисковыми и фасонными фрезами. Станки делятся на одностоечные и двухстоечные. В четырёхшпиндельном двухстоечном продольно-фрезерном станке станина имеет стол и портал, состоящий из двух стоек и балки. По направляющим стоек перемещается траверса и две горизонтальные поворотные фрезерные головки. Две другие фрезерные головки перемещаются по направляющим траверсы. Обработку деталей можно производить при движущемся столе и неподвижных фрезерных головках, при неподвижном столе и подаче головок или при одновременно движущихся столе и фрезерных головках.
§
Режущий инструмент, применяемый при работе на фрезерных станках, весьма разнообразен.
1Цилиндрические фрезы используются для обработки открытых поверхностей. Зубцы располагаются на цилиндрической основе и наклонены к оси под углом 30-40%. Эти фрезы используются для комплексной обработки многоступенчатой поверхности и различных пластиков.

2Торцевые фрезы предназначены для обработки открытых поверхностей. Ось фрезы размещена под прямым углом к обрабатываемой поверхности. Зубцы расположены на цилиндрической и торцевой поверхностях фрезы. Преимуществом торцевых фрез перед цилиндрическими является большое число зубцов, что снижает вибрации и улучшает качество обработки.
 3Концевые фрезы имеют очень широкое техническое применение. Применяются для обработки глубоких пазов, уступов, взаимно перпендикулярных плоскостей, для осуществления контурной обработки наружных и внутренних поверхностей сложного профиля.
3Концевые фрезы имеют очень широкое техническое применение. Применяются для обработки глубоких пазов, уступов, взаимно перпендикулярных плоскостей, для осуществления контурной обработки наружных и внутренних поверхностей сложного профиля.

4Дисковые фрезы используются для резки пазов, канавок, раскроя металла. Исходя из конструктивных особенностей, их можно разделить на две категории цельные и сборные.

5Угловые фрезы, по сути, это одна из разновидностей дисковых фрез. Они применяются для прорезки канавок с угловым профилем. Однако наиболее часто, угловые фрезы используют для прорезки стружечных канавок у фрез, разверток и зенкеров. Сейчас на рынке представлены четыре вида угловых фрез :правые и левые фрезы двухсторонние, симметричные и несимметричные двух угловые фрезы. Производятся они цельнометаллическими из быстрорежущей стали.
 6.Фасонные фрезы используются для работы с канавками сложного профиля. Фасонные фрезы отличаются от всех остальных видов фрез, так как проектируются в зависимости от габаритных размеров и профиля обрабатываемой поверхности.
6.Фасонные фрезы используются для работы с канавками сложного профиля. Фасонные фрезы отличаются от всех остальных видов фрез, так как проектируются в зависимости от габаритных размеров и профиля обрабатываемой поверхности.

Его можно классифицировать следующим образом:
1. Фрезы насадные цельные.
2. Фрезы насадные составные.
3. Фрезы насадные сборные со вставными ножами.
4. Фрезы концевые (цельные).
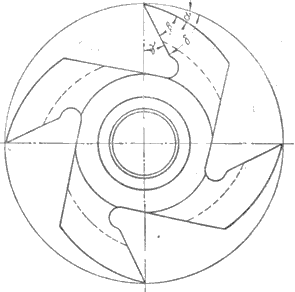
Рис. 8. Обозначение угловой фрезы
Плоские ножи, применяемые для насадных сборных фрез, бывают односторонние или двухсторонние и имеют прямолинейные режущие кромки для плоского фрезерования или криволинейные режущие кромки для выборки профилей.
Преимущества сборных фрез заключаются в простоте, дешевизне и быстроте изготовления резцов, а также возможности сохранения постоянного диаметра окружности резания. Отрицательными качествами являются трудность заточки профильных ножей с подгонкой по шаблону, необходимость балансировки головок и менее выгодные углы резания.
Цельные фрезы по сравнению со сборными имеют ряд преимуществ. Они, как правило, обладают большим числом резцов (четыре, шесть и более), исключают необходимость балансировки, более безопасны, так как не имеют частей, которые могут вылететь из крепления во время работы, обеспечивают большую производительность и легко сменяются.
Основным недостатком цельных фрез является изменение диаметра по мере стачивания. Для заточки насадочных и концевых фрез имеются специальные заточные станки.
Улучшенные конструкции фрез
Безопасная фланцевая ножевая головка с плоскими ножами (рис. 9). Основной особенностью конструкции новой фланцевой ножевой головки в отличие от ранее применявшихся является безопасность ее эксплуатации, так как вылет ножей во время работы исключается. Одновременно обеспечивается возможность регулирования положения режущих кромок ножей во время их установки с высокой степенью точности при минимальной затрате времени.
На шпинделе фланцевая ножевая головка, состоящая из верхнего и нижнего фланцев и двух плоских ножей, крепится гайкой. Между гайкой и верхним фланцем рекомендуется устанавливать прокладочное кольцо. При затягивании гайки не следует применять большое усилие, так как в этом нет необходимости и, кроме того, усилие может привести к искривлению шпинделя станка и ненормальной его работе.

Рис. 9. Безопасная фланцевая ножевая головка с плоскими ножами: 1 — нож, 2 — верхний фланец, 3 — прокладочное кольцо, 4, — гайка, 5 — шпиндель, 6 — стопорный винт, 7 — вилки, 8 — предохранительный винт, 9 — нижний фланец
Верхняя боковая кромка ножей выполнена в виде рейки, зубцы которой входят во впадины между витками предохранительного винта 8, препятствуют вылету их во время работы.
Между зубцами рейки и впадинами винтовой нарезки предохранительного винта необходим небольшой зазор, обеспечивающий зажим ножа в пазу верхнего фланца.
Предохранительные винты удерживаются в отверстиях верхнего фланца с помощью вилок, которые в свою очередь фиксируются в своих гнездах стопорными винтами. Нижней боковой кромкой оба ножа входят в соответствующие пазы нижнего фланца, который предохранительных винтов не имеет. Регулирование положения режущих кромок ножей при их установке достигается вращением предохранительных винтов, имеющих внутренние шестигранные отверстия под торцовый ключ. При регулировании ножи лишь слабо зажимаются между фланцами.

Рис. 10. Безопасная сборная фреза
Режущая кромка ножей всегда должна выступать со стороны глухого конца отверстия для предохранительных винтов в верхнем фланце.
В зависимости от сложности профиля обрабатываемой детали применяется одно или несколько предохранительных колец с распорными втулками соответствующих размеров и формы.
Насадная цельная пазовая фреза (рис. 11) имеет шесть зубьев, из них три зуба подрезающих и три зуба зачищающих. Подрезающие зубья выступают над окружностью резания зачищающих зубьев на 0,2 мм.
Подрезатели делаются с положительным или отрицательным передним углом. Подрезающие зубья такой фрезы формируют боковые поверхности паза с двух сторон.
Работа на фрезерных станках
При фрезеровании прямолинейных кромок деталей различают три случая:
1) фрезерование прямолинейных гладких кромок под линейку;
2) отборка профиля на всю длину детали (сквозное фрезерование) ;
3) отборка профиля на определенной части длины детали (несквозное фрезерование).
Во всех трех случаях фрезерование производится по направляющей линейке. При фрезеровании гладких кромок выходную половину линейки (вторую от станочника) устанавливают в одной плоскости с режущими кромками резцов, а переднюю заглубляют от линии резания на толщину стружки.

Рис. 11. Насадная цельная пазовая фреза
При сквозном фрезеровании, когда часть ширины обрабатываемой кромки не фрезеруют, обе половинки линейки устанавливают в одной плоскости. В этом случае режущие кромки резцов выступают за линейку на глубину фрезерования. В таких случаях к направляющей линейке прикрепляют сплошную планку с прорезью для режущей части инструмента.
При несквозном фрезеровании пользуются двумя упорами. Сначала деталь, уложенную на столе под некоторым углом к направляющей линейке, упирают торцом в передний упор (перед резцами) и прижимают к ней. Затем в таком положении деталь продвигают под резцами до противоположного упора (рис. 8).
Для обеспечения безопасности работы при прямолинейном фрезеровании, особенно при фрезеровании узких деталей, обязательно следует пользоваться верхними и боковыми прижимами.
При массовой работе удобно применять подающие устройства, пристраиваемые к любому фрезерному станку. Подача в этом случае осуществляется валиками или цепью. Аппараты эти применимы только для сквозного фрезерования.
Фрезерование внешних криволинейных кромок деталей производится с (помощью шаблонов (цулаг). Шаблон-цулага служит для прочного закрепления обрабатываемой детали во время фрезерования и обеспечивает точность обработки и соответствие контуру шаблона. Для направления шаблона применяется упорное кольцо (рис. 9), надеваемое на шпиндель станка и вращающееся на нем.
При обработке шаблон с закрепленной деталью продвигается под резцами так, что кромка его все время плотно прижимается к упорному кольцу, что обеспечивает обработку детали точно по шаблону.
§
По технологическим возможностям станки с ЧПУ (как и универсальные) делятся на следующие группы.
1. Станки токарной группы предназначены для обработки наружных и внутренних поверхностей деталей типа тел вращения (с прямолинейными и криволинейными контурами, со сложными внутренними полостями), а также для нарезания наружных и внутренних резьб. 
2. Станки сверлильно-расточной группы предназначены для сверления и растачивания деталей различного квалитета точности, а также для комплексной сверлильно-расточной обработки. 
3. Станки фрезерной группы предназначены для фрезерования деталей простой и сложной конфигурации, корпусных деталей (с нескольких сторон и под различными углами), а также для комплексной сверлильно-фрезерно-расточной обработки различных деталей. 
На станках указанных трех групп при их оснащении инструментальными магазинами с автоматической сменой инструментов возможна комплексная механическая обработка без перестановки детали на другие станки.
4. Станки шлифовальной группы предназначены для финишной обработки деталей. Они подразделяются на ряд подгрупп в зависимости от вида обрабатываемых поверхностей: круглошлифовальные, плоскошлифовальные, внутришлифовальные, шлицешлифовальные. 
5. Станки электрофизической группы подразделяются на электроэрозионные (вырезные и прошивочные), эле и предназначены для сверлильно-фрезерно-расточной обработки ктрохимические, лазерные. 
6. Многоцелевые станк призматических корпусных и плоских деталей, а также для токарной обработки деталей типа тел вращения с последующим их сверлением, фрезерованием и растачиванием. 
По принципу смены инструмента станки с ЧПУ можно разделить на три группы: – с ручной сменой;
— с автоматической сменой в револьверной головке;
— с автоматической сменой в магазине.
По принципу смены заготовок станки с ЧПУ подразделяются на станки с ручной и автоматической (посредством манипуляторов или роботов) сменой заготовок. Станки с автоматической сменой заготовок, оснащенные автоматическими пристаночными накопителями заготовок, могут эксплуатироваться в течение длительного периода времени без участия оператора. Такие станки получили название гибких производственных модулей.
Использование того или иного вида оборудования зависит от сложности изготовляемой детали и серийности производства. Чем меньше серийность производства, тем большую технологическую гибкость должен иметь станок. В единичном производстве при изготовлении деталей очень малыми партиями (1-3 шт.) можно применять для автоматизации станки с преднабором координат и цифровой индикацией. При изготовлении сложных деталей в единичном производстве, а также для автоматизации мелкосерийного производства наиболее эффективно применять станки с ЧПУ. В серийном производстве целесообразно использовать станки как с ЦПУ, так и с ЧПУ. В последнее время в условиях переналаживаемого крупносерийного производства широко используют станки с ЧПУ для изготовления корпусных деталей и деталей типа тел вращения.
В некоторых случаях при изготовлении деталей со сложными профилями использование станков с ЧПУ является почти единственным технически оправданным решением. Это оборудование целесообразно применять и тогда, когда невозможно быстро изготовить оснастку.
Основные преимущества станков с ЧПУ:
1) производительность станка повышается в 1,5-5 раз по сравнению с аналогичными станками с ручным управлением;
2) сочетается гибкость универсального оборудования с точностью и производительностью станка-автомата, что и позволяет решать вопрос комплексной автоматизации единичного и серийного производства;
3) качественно перевооружается машиностроение на базе современной электроники и вычислительной техники;
4) снижается потребность в квалифицированных рабочих-станочниках, а подготовка производства переносится в сферу инженерного труда;
5) сокращается время пригоночных работ в процессе сборки, так как детали, изготовленные по одной программе, являются взаимозаменяемыми;
6) сокращаются сроки подготовки и перехода на изготовление новых деталей благодаря централизованной записи программ и более простой и универсальной технологической оснастке;
7) снижается продолжительность цикла изготовления деталей и уменьшается запас незавершенного производства.
Номенклатура оборудования с ЧПУ расширяется для всех видов технологических процессов, используемых в машиностроении: раскройно-заготовительных, кузнечно-прессовых, штамповочных, гибочных, токарных, сверлильно-фрезерно-расточных, шлифовальных, электроэрозионных и др. Все выпускаемое оборудование с ПУ, как правило, ориентировано на минимальное участие человека в процессе производства и на обеспечение максимального использования его в гибких производственных системах различного назначения
§

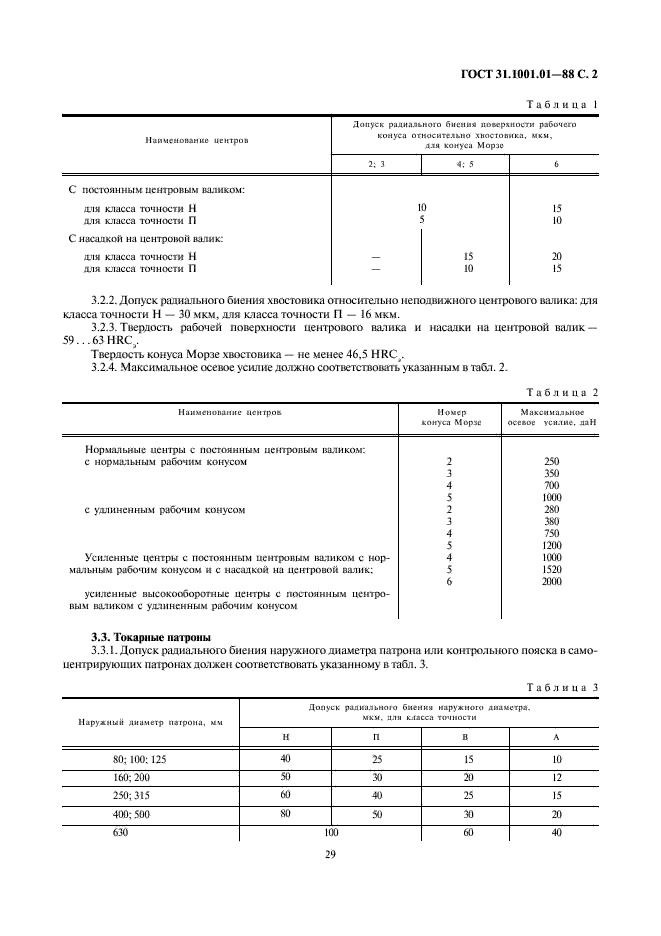







5.4ИНСТРУКЦИЯ ПО ТЕХНИКЕ БЕЗОПАСНОСТИ ДЛЯ ОПЕРАТОРОВ СТАНКОВ С ЧПУ
1. ОБЩИЕ ТРЕБОВАНИЯ БЕЗОПАСНОСТИ.
1.1. На операторов станков с числовым программным управлением (ЧПУ) распространяются общие правила безопасности при работе на металлорежущих станках.
1.2. Каждый вновь принятый работник должен пройти вводный инструктаж и индивидуальный инструктаж на рабочем месте.
1.3. При индивидуальном инструктаже инструктор знакомит работника с правилами обращения с оборудованием и транспортными средствами, с правилами содержания рабочего места и ношения специальной и рабочей одежды, обуви, со средствами индивидуальной защиты на данном рабочем месте и других рабочих местах, входящих в технологию механообработки и подготовки производства.
1.4. Работник может быть допущен к работе только после всестороннего ознакомления с правилами техники безопасности.
1.5. Результаты проведенного инструктажа регистрируются в специальном журнале, который подписывают: лицо, проводившее инструктаж, и работник, получивший этот инструктаж.
2. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ ДО НАЧАЛА РАБОТЫ.
2.1. Приведи в порядок рабочую одежду и обувь:
— застегни или перетяни резинкой обшлага рукавов, заправь одежду так, чтобы не было развевающихся концов;
— работай в головном уборе, плотно облегающем голову, волосы должны быть надежно укрыты;
— обувь должна надежно защищать ноги от попадания на них стружки, грязи и пыли.
(Работать на станках в легкой обуви – тапочках, сандалиях, сланцах, босоножках – не разрешается.)
2.2. Убедись в хорошем состоянии станка и рабочего места, убери с пути всё, что может вызвать падение.
2.3. Обеспечь достаточную смазку станка, проверь уровень масла в предназначенных для него резервуарах.
2.4. Проверь наличие, исправность и прочность крепления:
— ограждений зубчатых колес, приводных ремней, валиков, приводов, шпинделя и т.д., а также токоведущих частей электроаппаратуры (пускателей, рубильников, трансформаторов);
— предохранительных устройств защиты от стружки и устройств подачи охлаждающих масел и смазочно-охлаждающих жидкостей (СОЖ).
2.5. При необходимости отрегулируй местное освещение станка так, чтобы рабочая зона была достаточно освещена и свет не попадал прямо в глаза. (Пользоваться местным освещением с напряжением более 36 вольт запрещается.)
2.6. Проверь наличие индивидуальных приданных станку подъемных устройств и чалочно-захватных приспособлений согласно специальной инструкции.
2.7. Проверь исправность станка на холостом ходу, в ручном и автоматическом режимах, при этом убедись в исправном действии:
— органов управления – электрических кнопочных устройств тормозов, подъемных и подающих устройств;
— систем смазки и охлаждения, обеспечивающих нормальную и бесперебойную смазку и подачу СОЖ;
— фиксации рычагов включения и переключения, обеспечивающих невозможность самопроизвольного переключения с холостого хода на рабочий;
— зажимных пневмопатронов, механизированных зажимных приспособлений.
2.8. Убедись в отсутствии заеданий или излишней слабины в движущихся частях станка (в особенности в шпинделе, в передней бабке, при продольных, поперечных или вертикальных ходах суппорта или стола).
2.9. В случае неисправности станка и оборудования немедленно сообщи об этом ответственному лицу и, до устранения неисправности, к работе не приступай. (Работать на неисправных и на не имеющих необходимых защитных ограждений станках запрещается.)
2.10. Приготовь крючок для удаления стружки, щетку-сметку, ключи и другой необходимый инструмент.
2.11. Уложи устойчиво на подкладках или стеллажах поданные на обработку детали, не загромождая рабочего места и проходов. Высота штабелей для мелких деталей не должна превышать 0,5 м., для средних – 1,0 м., а для крупных – 1,5 м.
2.12. Перед обработкой металлов с отлетающей стружкой, при отсутствии специальных защитных устройств надень очки или предохранительный щиток из прозрачного материала.
2.13. Деревянная решетка, находящаяся под ногами должна быть всегда исправна.
2.14. Проверь надежность срабатывания блокировок концевых выключателей, предохраняющих узлы станка от ударов и поломок.
2.15. Перед каждым включением станка предварительно убедись, что пуск станка никому не угрожает опасностью.
3. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ ВО ВРЕМЯ РАБОТЫ.
3.1. Постоянно наблюдай за работой станка с ЧПУ в процессе работы:
— по сигнализации на панели управления электронного устройства;
— по контрольным точкам программ (возврат рабочих органов станка «в исходное состояние», «постоянство точки смены инструмента» в одной и той же позиции и др.);
— по характеру и величине линейных перемещений и вращательных движений рабочих органов станка и другого оборудования;
— по отклонениям характера и уровня шума различных механизмов;
— по четкости выполнения узлами оборудования с ЧПУ различных технологических команд.
3.2. Не допускай работу на станке с ЧПУ по изношенным или деформированным программным носителям (перфолента, магнитная лента, ППЗУ и др.).
3.4. Следи за чистотой и исправностью лентопротяжных устройств ввода программных носителей.
3.5. При переналадке с обработки детали одного наименования на другое обрати внимание на правильную расстановку упоров, определяющих точки «исходного состояния» рабочих органов для начала работы по программе. Помни, что неправильно установленные упоры могут привести к ударам подвижных органов оборудования о неподвижные и вращающиеся.
3.6. Для предотвращения ударов инструмента и рабочих органов оборудования о другие органы в случае сбоев и отказа, ограничивай величину перемещения подвижных органов от возможных ударов установкой такого положения концевых выключателей, которое автоматически исключает аварийную ситуацию.
3.7. Внимательно следи за состоянием режущего инструмента. Постоянно помни, что несвоевременная остановка станка при поломках инструмента может привести к тяжелым последствиям.
3.8. При замене изношенного программоносителя или использовании нового обязательно проверь его правильность при работе станка на холостом ходу без детали, а правильность отработки самой программы проверь в режиме «отработка программы без перемещений».
3.9. Будь особо внимателен и осторожен при обработке первой детали после переналадок или смены программоносителя. Не допускай при этом ввода в систему управления максимальных значений перемещений с корректирующего переключателя в сторону детали.
3.10. Поверь размеры и форму заготовок. В случае отклонения размеров и формы заготовки от чертежа заготовки (заложенных в программу обработки детали) немедленно сообщите об этом начальнику участка.
3.11. Всегда помни, что значительное превышение припусков на обработку относительно расчетных, при обработке на станке с ЧПУ может привести к недопустимо большим перегрузкам, вылету детали, поломкам инструмента и станка.
3.12. Обо всех замеченных недостатках в программах обработки немедленно сообщи начальнику участка.
3.13. Не допускай попадания СОЖ на клемники, разъемы, датчики и другое электрооборудование и элементы автоматики. В случае наличия этих недостатков прими меры к их устранению.
3.14. В случае возникновения каких-либо неисправностей в процессе работы, или отклонений от нормальной работы, немедленно заяви начальнику участка и в соответствующую службу обслуживания по характеру предполагаемой причины неисправности.
3.15. Требуй от обслуживающего персонала своевременного и качественного проведения планово-предупредительного (ППР), профилактического (ПР) или текущего (ТР) ремонта.
3.16. Периодически проверяй самостоятельно состояние узлов станков с ЧПУ с целью выявления отклонений от нормальной работы на более ранней стадии.
3.17. Обрати особое внимание на техническое состояние зажимных элементов пневмопатронов, следи за их исправной работой и требуй систематической чистки. Помни, что нечеткая работа зажимных элементов может привести к вылету детали в процессе обработки.
3.18. При возникновении износа зажимных элементов восстанови их работоспособность. При этом строго соблюдай параметры выточек (диаметр, глубина, высота, ширина) в соответствии с программой обработки (технологией) конкретной детали. Невыполнение этих условий так же может привести к вылету детали, или же к врезанию в зажимные элементы.
3.19. Не оставляй включенное или работающее оборудование с ЧПУ без присмотра. В случае кратковременного отлучения от станка полностью выключи всё оборудование.
3.20. Не допускай опасных приемов и методов работы на станках с ЧПУ.
3.21. Все подготовительные работы на станках с ЧПУ проводи в их обесточенном состоянии или в режиме «Наладка»:
— по установке и замене инструмента, приспособлений, патронов, заготовок и деталей и т.д.;
— по установке упоров «исходного состояния» и концевых выключателей;
— по регулировке механических узлов и систем смазки.
3.22. Не работай без ограждения вращающихся частей в рабочей зоне станка.
3.23. Не вмешивайся в автоматический цикл работы станка с помощью переключателей, кнопок, других элементов на панелях управления станка, электронного устройства и другого оборудования кроме «Прекращения общего цикла».
3.24. При многостаночном обслуживании станков с ЧПУ требуй обеспечения безопасных условий работы:
— следи за тем, чтобы зона обслуживания станков не была загромождена заготовкой, обработанными деталями, инструментом, приспособлениями, стеллажами и тумбочками, прочими предметами;
— следи за обеспечением надежной защиты от сходящей и отлетающей от режущего инструмента стружки и окалины, а так же брызг и вытекания под ноги СОЖ;
— своевременно убирай зону обслуживания от стружки, не допускай нахождения её под ногами, периодически протирай арматуру и лампы местного освещения, следи за чистотой и порядком на рабочем месте.
3.25. В случае недостаточно отработанного технологического процесса обработки детали на станках с ЧПУ (частые поломки инструмента, колебания припусков на заготовках, трудности с настройкой, наладкой и настройкой станка и оборудования, выдерживания в процессе обработки операционных размеров и т.д.) заяви начальнику участка о невозможности многостаночного обслуживания.
3.26. Внимательно относись к сигналам, подаваемым с грузоподъемных устройств и движущегося транспорта, не находись под поднятым и движущимся грузом.
4. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ В АВАРИЙНЫХ СИТУАЦИЯХ.
4.1. Прими меры по вызову к месту аварии начальника участка и служб по принадлежности (пожарной, скорой, газовой, технической, и т.д.).
4.2. В случае урагана, землетрясения и других стихийных бедствий прекрати все работы, выключи оборудование, покинь рабочее место и прими меры по собственному спасению.
4.3. При получении травмы во время аварии обратись к врачу или попроси вызвать скорую помощь по телефону «03».
5. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ ПО ОКОНЧАНИИ РАБОТЫ.
5.1. Полностью выключи станки и оборудование.
5.2. Приведи в порядок рабочее место:
— убери станок от стружки, окалины и грязи;
— вытри станок и другое оборудование.
5.3. Смажь все движущиеся части и механические узлы станка маслом. Обрати особое внимание на состояние направляющих, ходовых винтов, узлов смены инструмента, постоянно поддерживай их в чистоте.
5.4. Предупреди сменщика (при многосменном режиме работы) обо всех, даже малейших и незначительных, неисправностях станка и оборудования.
5.5. Сними рабочую одежду и обувь, убери их в специально отведенное для них место, переоденься и переобуйся в чистую одежду и обувь.
5.6. Выполни индивидуальные требования по личной гигиене тела.
§
Классификация назночение и устройства шлифовальных станков.
Шлифовальные станки имеют вращающийся абразивный инструмент. Эти станки применяют в основном для окончательной (финишной) чистовой обработки деталей, путем снятия с их поверхности слоев металла с точностью, доходящей иногда до сотых долей микрометра и придания обрабатываемой поверхности высокой чистоты.
На шлифовальные станки поступают заготовки, предварительно обработанные на других станках с оставлением небольшого припуска под шлифование, величина которого зависит от требуемого класса точности, размеров детали и предшествующей обработки.
Успехи последних лет в области усовершенствования шлифовальных кругов[1] и станков, а также совершенствование заготовительных операций (прокатывания, штампования, точного литья и т. п.), позволяют во многих случаях использовать вместо токарных, фрезерных и других станков для получистовых операций, высокопроизводительные шлифовальные станки для предварительного и окончательного шлифования.
На шлифовальных станках выполняют:
обдирку, разрезку и отрезку заготовок;
точную обработку плоскостей, поверхностей вращения, зубьев колес, винтовых и фасонных поверхностей и т. п.;
Заточку всевозможного инструмента.
[править]Виды шлифовальных станков
Круглошлифовальный (круглоторцешлифовальный)
Внутришлифовальный (внутриторцешлифовальный)
Плоскошлифовальный — для обработки плоскостей и сопряжённых плоских поверхностей;[2]
Бесцентрошлифовальный — для обработки в крупносерийном производстве наружных поверхностей;[3]
хонинговальный (процесс тонкого шлифования характеризуется снятием малых припусков (0,04…0,08 мм на диаметр.)
Круглошлифовальные станки предназначены для наружного шлифования цилиндрических и конических поверхностей и подразделяются на универсальные и простые (не универсальные).
В универсальных круглошлифовальных станках, кроме поворота рабочего стола на небольшой угол, до ±6°, возможен поворот как детали (заготовки), так и шлифовального круга за счет поворота передней и шлифовальной бабок вокруг их вертикальных осей на большой угол, что позволяет шлифовать на этих станках конусы с большим углом при вершине, а также торцовые плоскости. Кроме того, универсальные круглошлифовальные станкиШлифовальные станки: характеристики и схемы станка
Шлифовальный станок применяется для того, чтобы очистить поверхность изделия от ненужных слоев. В основном он предназначен для древесных материалов. Металлорежущий станок для обработки заготовок абразивным инструментом это и есть шлифовальный станок. Используя шлифовальный станок, выполняют обдирку, резку и отрезку заготовок, точную обработку поверхностей заготовок, поверхностей вращения, зубьев колес, заточку инструмента и т.п.
Первый универсальный круглошлифовальный станок был изобретен в 1874 году в США. На начальном этапе своего существования шлифовальный станок работал с кругами, которые были изготовлены из цельных кусков природных абразивных пород, позже стали применять более прочные круги из размолотых природных абразивов. Более востребован и популярен такой станок стал с 1893 года, когда были изготовлены искусственные абразивы (карборунды). Все более усовершенствованный «шлифовальник» позволил заменить другие станки: токарные, фрезерные и многие другие.
По принятой классификации группу станков, работающих абразивным инструментом, обозначают цифрой 3 (первая цифра в обозначении модели). Вторая цифра указывает тип станка: 1 — круглошлифовальные станки; 2 — внутришлифовальные станки; 3 — обдирочно-шлифовальные, 4 — специализированные шлифовальные станки; 5 — продольно — шлифовальные; 6 — заточные; 7 — плоскошлифовальные с прямоугольным или круглым столом; 8 — притирочные и полировальные станки, 9 — разные станки, работающие абразивным инструментом. Если необходимо указать что рассматриваемая конструкция станка усовершенствована, т.е. принадлежит к новому поколению станков, то в условное обозначение вводят букву, например А (3А64).
Специальные станки обозначают, как правило, условными заводскими номерами. Этот шифр станка не дает конкретных сведений о нем, следовательно, необходима дополнительная информация. Она обычно изложена в паспорте станка.
Станки шлифовальной группы современных моделей предназначены для изготовления деталей с малыми отклонениями формы, размеров, малыми параметрами шероховатости поверхности и отличаются высокой производительностью.
Обработку резанием, выполняемую множеством абразивных зерен, называют абразивной.
Шлифованием называют резание металлов абразивными кругами. При шлифовании главным движением резания является движения инструмента. Различают шлифование периферией абразивного круга и торцом круга, в первом случае режущей частью является наружная поверхность круга, а во втором случае — торец круга.
В зависимости от расположения и формы обрабатываемой заготовки шлифование подразделяют на следующие виды: наружное, когда обрабатывается наружная поверхность заготовки, внутреннее, когда обрабатывается внутренняя поверхность заготовки, плоское, когда обрабатывается плоская поверхность, профильная, когда обрабатывается поверхность, образующая которой представляет кривую или ломаную линию.
Шлифование поверхности вращения называют круглым шлифованием, сферической поверхности — сферошлифованием, боковых поверхностей зубьев зубчатых колес — зубошлифованием, боковых сторон и впадин профиля резьбы — резьбошлифованием, шлицевых поверхностей — шлицешлифованием.
Различают также шлифование в центрах (если заготовку крепят в центрах) и в патроне (если заготовку крепят в патроне). В машиностроении наиболее часто применяют круглое (наружное и внутреннее) и плоское шлифование.
Шлифовальный круг представляет собою пористое тело, состоящее из большого количества мелких зерен, абразивного материала, соединенных между собою клеящим веществом — связкой керамической, вулканитовой или металлической. Процесс шлифования состоит в том, что вращающийся шлифовальный круг, соприкасаясь с металлом острыми гранями абразивных зерен, снимает с поверхности заготовки слой металла.
Для шлифовальной обработки применяются круги, размеры которых соответствуют ГОСТ 2424-83, а абразивный материал техническим условиям с повышенными требованиями к его однородности. Размеры круга, его форма и характеристики, обычно заранее определены в технологических картах обработки. По этим параметрам подбирают круг соответствующей марки, например шлифовальный круг ЧАЗ ПП 600x200x203 24А 12 П СМ 5 32 2 кл АА, маркировка которого обозначает: ЧАЗ — Челябинский абразивный завод, ПП — форма круга, 600x200x203 — размеры круга, мм (диаметр наружной поверхности х высота х диаметр отверстия); 24А — марка материала (белый электрокорунд); 12 — номер зернистости; П — индекс зернистости; СМ — степень твердости; 5 — номер структуры; 35 — рабочая скорость; м/с; 2 кл — класс неуравновешенности; АА — класс точности.
В заводских условиях существует система входного контроля абразивного инструмента с его сортировкой.
На шлифовальных автоматах применяют круги, требующие как предварительной сборки и подготовки, так и не нуждающиеся в них. Круги первой группы малых и средних размеров (диаметром менее 150 мм) наладчик устанавливает непосредственно на шпиндель автомата после визуального осмотра на отсутствие трещин. Круги второй группы (диаметром 200-750мм) для установки на автомат собирают на оправке или планшайбе, при необходимости протачивают по наружной поверхности или торцам и балансируют на специальных балансировочных машинах или станках. Сборку и подготовку этих кругов осуществляют в абразивных мастерских заводов. Иногда такую работу выполняет наладчик автоматов.
Области применения шлифовальных станков весьма разнообразны.
Для продольного и врезного шлифования наружных цилиндрических, пологих конических и торцовых поверхностей с установкой заготовок в центрах или патроне применяют круглошлифовальные центровые станки.
Плоское шлифование часто применяют вместо чистового строгания, чистового фрезерования и шабрения. Разновидностью плоского шлифования является профильное шлифование, выполняемое на плоскошлифовальных станках.
Круглошлифовальные станки
Для продольного и врезного шлифования наружных цилиндрических, пологих конических и торцовых поверхностей с установкой заготовок в центрах или патроне применяют круглошлифовальные центровые станки (рис. 1). Таким шлифовальным станкам отдается наибольшее предпочтение. Станок состоит из станины 20 с направляющими, на которых смонтирован нижний стол 19, несущий на себе поворотный верхний стол 18 с передней 2 и задней 12 бабками. В задней бабке имеются рукоятки 11 для ручного зажима пиноли бабки. Верхний стол 18 при шлифовании конусов может поворачиваться вокруг оси 16, закрепленной на нижнем столе 19. Перемещение нижнего стола по направляющим станины может осуществляться вручную от маховика 77 через специальный механизм, или механически от гидравлического цилиндра, находящегося в станине.
На поперечных направляющих станины смонтирована шлифовальная бабка 7 с механизмом быстрого подвода ее к заготовке. На корпусе шлифовальной бабки закреплен механизм 8 поперечных подач с маховиком 6 для ручного поперечного движения подачи, рукоятками включения автоматических подач и дросселями регулирования скорости черновой и чистовой подач. Здесь же установлен механизм 5 автоматической правки круга.
На лицевой стороне станины расположена панель гидроуправления 14 с рукояткой 13 быстрого подвода-отвода шлифовальной бабки и дросселями регулирования реверса и скорости стола. Гидравлический отвод пиноли задней бабки 12 производится педалью 75.
Рис. 1. Круглошлифовальный центровой станок мод. ЗМ151Ф2: 1 — электрошкаф; 2 — передняя бабка; 3, 11, 13 — рукоятки; 4 — люнет; 5 — механизм автоматической правки круга; 6, 17 — маховик; 7— шлифовальная бабка; 8 — механизм поперечных подач; 9 — пульт управления; 10— гидростанция; 12— задняя бабка; 14— панель гидроуправления; 15— педаль; 16— ось; 18, 19— верхний и нижний стол соответственно; 20 — станина
На стойке смонтирован пульт управления 9 с пусковыми кнопками и переключателями. С левой стороны станка расположен электрошкаф 7, а с правой — гидростанция 10. Подача СОЖ осуществляется рукояткой 3. При необходимости на станке может быть установлен люнет 4. обычно снабжаются дополнительной бабкой
Для шлифования отверстий.
Плоскошлифовальные станки
Плоское шлифование часто применяют вместо чистового строгания, чистового фрезерования и шабрения. Плоские поверхности можно шлифовать периферией и торцом круга (рис. 2). Разновидностью плоского шлифования является профильное шлифование, выполняемое на плоскошлифовальных станках (рис. 1, ж).
Рис. 2. Схемы обработки поверхностей при плоском шлифовании периферией и торцом шлифовального круга: а—ж — с прямоугольным столом; б — с круглым столом, торцом шлифовального круга; в — с прямоугольным столом: г — с круглым столом; д — с двумя вертикальными шпинделями и круглым столом; е — с двумя горизонтально расположенными шпинделями при одновременном шлифовании двух торцов заготовки; 1 — заготовка; 2 — верхняя линейка; J работе периферией круга на станках с прямоугольным столом припуск снимают следующими способами.
Шлифование поперечными рабочими ходами, при этом поперечная подача круга (детали) вдоль оси шпинделя осуществляется за каждый ход стола; круг снимает слой материала толщиной, равной глубине резания, а шириной, равной поперечной подаче круга за один ход стола. После рабочего хода вдоль всей шлифуемой поверхности круг устанавливают на определенную глубину и снимают следующий слой. Рабочие ходы повторяются до полного удаления припуска. При глубинном шлифовании круг снимает основную часть припуска за каждый ход стола; после каждого хода стола круг (стол) перемещается вдоль оси шпинделя на расстояние (3/4—4/5) H; оставшуюся часть припуска (0,01…0,02 мм) снимают предыдущим способом.
При шлифовании ступенчатым кругом основная часть припуска распределяется между отдельными ступенями круга и снимается за один рабочий ход; последняя ступень снимает небольшой слой материала; затем выполняют чистовое шлифование поперечными рабочими ходами.
Плоскошлифовальные станки по принципу работы делят на станки для шлифования периферией и торцом круга; по форме стола и характеру его движения — на станки с возвратно-поступательным и вращательным движением стола; по степени универсальности — на универсальные, полуавтоматические и автоматические. Плоскошлифовальные станки с прямоугольным столом выпускают с горизонтальным и вертикальным шпинделем; неавтоматизированные и полуавтоматические станки — с приборами активного контроля.
В мелкосерийном и среднесерийном производстве наиболее часто используют плоскошлифовальные станки с прямоугольным столом и горизонтальным шпинделем. В массовом производстве наибольшее распространение получили станки с круглым столом, а также двусторонние торцешлифовальные станки с горизонтальным и вертикальным расположением шпинделей.
Плоскошлифовальный станок с прямоугольным столом общего назначения показан на рис. 3. На станине 1 станка установлен стол 5, совершающий возвратно-поступательное перемещение по направляющим от гидроцилиндра, расположенного в станине. Закрепление заготовок обычно производят с помощью магнитной плиты 12, привинченной к столу. На станине смонтирована стойка 9, несущая шлифовальную бабку 10 с горизонтальным шпинделем шлифовального круга 11, закрытого кожухом 7. Механизмы подач, находящиеся в станине, шлифовальной бабки сообщают поперечное движение подачи (после каждого двойного хода стола) и вертикальное движение подачи (после каждого рабочего хода по снятию припуска со всей обработанной поверхности заготовки). Шпиндель вращается от электродвигателя, встроенного в шлифовальную бабку.
Рис. 3. Устройство плоско-шлифовального станка с прямоугольным столом и горизонтальным шпинделем: 1 — станина; 2 — панель; 3. 8— маховики; 4 — пульт управления; 5— стол; 6. 7— кожухи; 9— стойка; 10 — шлифовальная бабка; 11 — шлифовальный круг; 12 — магнитная плита; 13— гидростанция; 14— насос. Механизмы подач работают от гидроцилиндров, в которые поступает масло от гидростанции 13, управляемой от панели 2. Установочные ручные перемещения стола (в продольном направлении) осуществляют маховиком 3, а шлифовальной бабки (в вертикальном направлении) маховиком 8. Включение и выключение станка производят с пульта управления 4. Во время работы магнитная плита с обрабатываемой заготовкой закрывается кожухом 6. Подача СОЖ обеспечивается от бачка с насосом 14.
Шифр станков токарной группы
При обозначении шифра станков токарной группы, первая цифра 1 указывает группу станков. Вторая цифра указывает тип токарного станка. Последующие цифры, как правило, показывают технологический параметр станка, а именно: максимальный диаметр обрабатываемой детали, высоту центров и др. Буква после первой или второй шифры может символизировать поколение станка, завод-изготовитель или модификацию. Буква, поставленная в конце цифрового шифра, может указывать на усовершенствование базовой модели или на класс точности станка.
Приведем несколько примеров обозначения моделей токарных станков.
1К62 — цифра 1 — группа токарных станков; 6 — токарно-виноторезный; 2 — высота центров, дм; буква К — поколение.
1A616 — цифра — группа токарных станков; 6 — токарно-винторезный станок; 16 — высота центров, см; А — поколение.
1Б811— цифра 1 — группа токарных станков; 8 — токарно-затыловочный; 1 — технологический параметр, определяющий размеры обрабатываемых заготовок; Б — поколение.
16К20П — цифра 1 — группа токарных станков; 6 — токарно-винторезный; 20 — высота центров, см; К — поколение; П — класс точности — повышенный.
Следует отметить, что в шестой тип станков входят токарно-винторезные, в восьмой— токарно-затыловочные станки. В станкостроении больщинство изготовляемых металлорежущих станков, в том числе и токарных, выпускается по государственным стандартам; в которых главные параметры отвечают нормальным или размерным рядам. Под размерным или нормальным рядом понимают группу однотипных станков, состоящих в основном из унифицированных узлов и деталей, каждый из которых предназначен для обработки деталей определенных размеров,
Размерные ряды (типоразмеры) универсальных токарно-винторезных станков и двухстоечных токарно-карусельных станков приведены в табл. 1.
Таблица 1.
Из таблицы видно, что основным параметром, определяющим типоразмеры станков, приняты размеры устанавливаемой детали. При этом каждый последующий типоразмер станка дает возможность обрабатывать деталь, имеющую диаметр в 1,26 раза больше, чем у предыдущей детали. Таким образом, у универсальных токарно-винторезных и карусельных станков установлен знаменатель размерного ряда — 1,26. Другими словами, ряд чисел 250; 320; 400; 500; 630; 800; 1000 (2300; 3200; 4000; 5000; 6300; 8000) образуют геометрическую прогрессию со знаменателем 1,26.
Наибольшая высота устанавливаемой детали у карусельных станков изменяется также по закону геометрической прогрессии со знаменателем равным — 1,26: 2000, 2500, 3200. Наличие двух закономерно изменяющихся основных параметров: наибольшего диаметра устанавливаемой детали и ее высот дает возможность также закономерно изменять и другие технические характеристики станка: мощность главного привода, масса устанавливаемой детали и др..
По степени специализации все станки подразделяют на универсальные, специализированные и специальные.
Универсальные — это станки, на которых возможно выполнение различных операций на деталях широкой номенклатуры.
Специализированные — это станки, на которых возможно выполнение ограниченного числа операций на деталях одного наименования.
https://www.youtube.com/watch?v=9zrEdr1eXTo
Специальные это станки, предназначенные для выполнения ограниченного числа операций на детали, одного типоразмера.
Похожие записи:
 Мастер-универсал кузнечный станок 3 в 1 — купить с доставкой по России и СНГ
Мастер-универсал кузнечный станок 3 в 1 — купить с доставкой по России и СНГ  Станок листогибочный Stalex PBB смотреть онлайн видео от SterbrustCOM станки для обработки металла и дерева в хорошем качестве. — Видеохостинг Rutube
Станок листогибочный Stalex PBB смотреть онлайн видео от SterbrustCOM станки для обработки металла и дерева в хорошем качестве. — Видеохостинг Rutube  Станок для ковки своими руками: 110 фото приспособлений и советы как построить станок
Станок для ковки своими руками: 110 фото приспособлений и советы как построить станок  Долбежные станки по дереву в Ростове-на-Дону — купить, цены, отзывы, акции и скидки
Долбежные станки по дереву в Ростове-на-Дону — купить, цены, отзывы, акции и скидки