 Станки дома
Станки дома 1к62 токарно-винторезный станок универсальный. назначение, область применения
Универсальный токарно-винторезный станок 1К62 начал выпускаться заводом в 1956 году и заменил в производстве устаревшую модель 1А62. В 1971 году станок был заменен на более совершенную модель 16К20.
Токарно-винторезный станок 1К62 предназначен для выполнения самых разнообразных токарных работ, в том числе для нарезания резьб: метрической, дюймовой, модульной, питчевой и архимедовой спирали с шагом 3/8″, 7/16″; 8; 10 и 12 мм.
Токарный станок 1К62 можно отнести к лобовым токарным станкам, т.к. он позволяет обрабатывать относительно короткие заготовки большого диаметра.
Условия эксплуатации станка — УХЛ-4 по ГОСТ 15150—69.
Передний конец шпинделя выполнен по ГОСТ 12593 (Концы шпинделей фланцевые под поворотную шайбу и фланцы зажимных устройств) (DIN 55027, ИСО 702-3-75) под поворотную шайбу, с центрирующим коротким конусом 1:4 (7°7′30″). До 1962 года токарный станок 1к62 выпускался с резьбовым концом шпинделя М90 х 6.
Шпиндель установлен на двух опорах качения. Передняя опора представляет собой регулируемый двухрядный роликовый подшипник с внутренним коническим кольцом. Подшипник регулируют затягиванием гайки (стопора), которая нажимает на внутреннее кольцо подшипника. Кольцо при этом надвигается на коническую шейку шпинделя и разжимается; таким образом уменьшается зазор между кольцами и роликами, образовавшийся в результате износа. Задняя опора шпинделя состоит из двух радиально-упорных подшипников, которые регулируют только при текущем осмотре станка.
В конструкции токарного станка 1К62 для установки шпинделя предусмотрены специальные подшипники, благодаря чему обеспечиваются требуемая жесткость и высокая точность обработки заготовок. По ГОСТу 8-82 токарный станок 1К62 относится к классу точности Н. Точность обработки будет обеспечена даже в режиме ударных нагрузок.
На токарный станок 1К62, могут устанавливаться следующие люнеты: подвижный, диаметр установки которого 20-80 мм, и неподвижный, его диаметр установки 20-130 мм.
Продольное перемещение каретки станка 1К62 может быть ограничено специальным упором, устанавливаемым на передней полке станины. Таким образом, при установленном упоре, скорость движения суппорта не может превышать 250 мм/мин.
Для обеспечения быстрого перемещения суппорта в токарно-винторезном станке 1К62 используется дополнительный асинхронный двигатель. Его мощность 1,0 кВт при скорости вращения 1410 об/мин.
Токарный станок 1К62 оснащен тепловыми реле, которые осуществляют защиту двигателей от длительных перегрузок, а также плавкими предохранителями, которые являются защитой от коротких замыканий.
На токарном станке может использоваться трехкулачковый самоцентрирующий патрон диаметром 250 мм или четырехкулачковый патрон, диаметр которого 400 мм.
Основные технические характеристики токарно-винторезного станка 1к62
Разработчик — Московский станкостроительный завод Красный пролетарий.
Изготовитель — Московский станкостроительный завод Красный пролетарий. Серийное производство с 1956 года до 1971.
Всего было выпущено 202 тысячи станков.
Основные параметры станка — в соответствии с ГОСТ 18097. Станки токарно-винторезные и токарные. Основные размеры. Нормы точности.
- Наибольший диаметр заготовки типа Диск, обрабатываемой над станиной — Ø 400 мм
- Наибольший диаметр заготовки типа Вал, обрабатываемой над суппортом — Ø 220 мм
- Расстояние между центрами — 710, 1000, 1400 мм
- Высота центров — 215 мм
- Мощность электродвигателя — 7,5 или 10 кВт
- Вес станка полный — 2,0; 2,1; 2,2 т
Шпиндель токарно-винторезного станка 1к62
- Конец шпинделя — фланцевый с коротким конусом. Условный размер конца шпинделя — 6 по ГОСТ 12593
- Внутренний (инструментальный) конус шпинделя — Морзе 6
- Конец шпинделя до 1962 года — резьба М90 х 6 мм с центрирующим пояском Ø 92 мм. Внутренний конус — Морзе 5
- Диаметр сквозного отверстия в шпинделе — Ø 47 мм
- Наибольший диаметр обрабатываемого прутка — Ø 45 мм
- Пределы чисел прямых оборотов шпинделя в минуту (24 ступеней) — 12,5..2000 об/мин
- Пределы чисел обратных оборотов шпинделя в минуту (12 ступеней) — 19..1900 об/мин
- Диаметр стандартного патрона — Ø 200, 250 мм
Подачи и резьбы токарно-винторезного станка 1к62
- Пределы продольных подач — (49 ступеней) 0,07..4,16 мм/об
- Пределы поперечных подач — (49 ступеней) 0,035..2,08 мм/об
- Пределы шагов резьб метрических — 1..192 мм
- Пределы шагов резьб модульных — 0,5..48 модулей
- Пределы шагов резьб дюймовых — 24..2 ниток на дюйм
- Пределы шагов резьб питчевых — 96..1 питчей
Модификации токарно-винторезного станка 1к62
- 1к62 — базовая модель универсального токарно-винторезного станка Ø 400 х 710, 1000, 1400 мм;
- 1к62т — станок токарно-винторезный особо высокой точности Ø 400 х 1000;
- 1к62Б — станок токарно-винторезный повышенной точности быстроходный Ø 400;
- 1к62м — станок токарный механизированный копировальный Ø 400 х 500;
- 1к620 — станок токарно-винторезный с вариатором Ø 400;
- 1к625 — станок токарно-винторезный облегченный Ø 500 х 1000, 1400, 2000 мм.
История серии токарно-винторезных станков от дип-200 → 1а62 → 1к62 → 16к20 → мк6056
В 1930 году на Московском станкостроительном заводе «Красный пролетарий» было принято решение о разработке нового станка токарного, стандартного, сокращенно ТС. Несколько позже его переименовали в ДИП-200 – Догоним И Перегоним, по главному лозунгу первой пятилетки, где 200 — высота центров над станиной. В качестве прототипа был избран токарно-винторезный станок немецкой фирмы VDF. В апреле 1932 года началась подготовка выпуска первой партии станков ДИП-200.
25 апреля 1932 года был собран и опробован первый советский универсальный токарно-винторезный станок с коробкой скоростей — ДИП-200. К концу 1932 года было выпущено 25 ДИПов.
В 1934 году осваивается выпуск станков ДИП-300, ДИП-400, ДИП-500. Впоследствии производство этих станков было передано на Рязанский станкостроительный завод. Производство станка ДИП-500 было, также, передано на Коломенский завод тяжелых станков КЗТС.
В 1937 году в ЭНИМС был разработан типаж (номенклатура типов и размеров) станков и принята единая система условных обозначений станков. По новой системе обозначений первый ДИП-200 стал называться 1Д62. Но абревиатура ДИП-200 сохранилась и по сей день — для обозначения токарного станка с высотой центров над станиной равной или близкой 200 мм.
В 1940 году завод выпустил станок 162К (26А) — один из вариантов ДИП-200.
В 1945 году завод переходит на выпуск модернизированного станка ДИП-200 (ДИП-20М, 1д62м).
В 1948 году завод переходит на выпуск станка 1А62.
В 1949-1953 году без остановки производства осуществлен переход на поточное производство токарного станка 1А62. Также в разные годы выпускались: 1620, 1Б62, 1м620, 1622.
В 1954 году был изготовлен опытный образец станка 1К62, серийное производство которого было запущено в 1956 году.
В 1956 году завод перешёл на крупносерийный выпуск нового станка 1К62. За последующие 18 лет, в течение которых они изготавливались, было выпущено 202 тысячи таких станков.
Выпускались модификации, изготовленные на базе токарно-винторезного станка 1к62: 1к625, 1к620, 1К62Б повышенной точности и др.
В 1965 году завод выпустил токарно-винторезный станок повышенной точности 16Б20П, который стал переходной моделью между 1к62 и 16к20. Коробка подач 16Б20П.070.000 и фартук 16Б20П.061.000 этого станка стали стандартом для всех последующих моделей этой серии.
В 1971 году была изготовлена опытная партия станков 16К20, в 1972 году на Лейпцигской ярмарке станок 16К20 был удостоен золотой медали.
В 1972—1973 проводилась реконструкция завода в связи с выпуском новой модели станка 16К20. Осваивается серийное производство этих станков. К концу года с конвейера сходит до 1000 таких станков в месяц. На экспорт отправляется около 10 процентов.
На основе базовой модели токарно-винторезного станка 16К20 было изготовлено множество модификаций, в том числе: 16К25, 16К20М, 16К20П, 16К20В, 16К20Г, 16К20К, 16К20Ф1, 16К20ПФ1, 16К20ВФ1 и др.
Станки с ЧПУ 16К20Ф3, 16К20Ф3С32, 16А20Ф3, 16К20Т1.
В 1988 году производство станка модели 16к20 прекращено. На смену ему пришли токарно-винторезные станки серии МК: МК6046, МК6047, МК6748, МК6056, МК6057, МК6758.
Ленточные тормозные механизмы — мегаобучалка
Тормозная система
Предназначена для снижения скорости движения или полной остановки, а так же для удержания автомобиля или трактора на стоянках, подъемах или уклонах. В некоторых случаях на пропашных тракторах тормоза используют для выполнения крутых поворотов.
Требования, предъявляемые к тормозной системе:
— минимальный тормозной путь или максимальное установившееся замедление;
— сохранение устойчивости при торможении;
— стабильность тормозных свойств при недостаточном торможении;
— минимальное время срабатывания;
— силовое следящее действие;
— малая работа управления тормозами;
— отсутствие органолептических явлений (слуховых, обонятельных)
— надежность всех элементов;
— надежность торможения;
— хороший отвод тепла от поверхности трения;
— возможность управления движением каждой стороны трактора отдельно и обеих сторон одновременно.
Различают следующие типы тормозных систем:
— рабочая;
— стояночная;
— вспомогательная;
— запасная.
Рабочая тормозная система предназначена для уменьшения скорости или полной остановки автомобиля или трактора. Ее действие должно распространяться на все колеса (для автомобилей) с рациональным распределением тормозного момента.
Для авто различают дваа вида рабочего торможения: экстренное, когда торможение осуществляется с наибольшей эффективностью, и служебное торможение – с умеренной интенсивностью.
Запасная рабочая система предназначена для торможения в случае отказа рабочей тормозной системы. Применение автономной запасной системы не обязательно, если ее функции может выполнить любой контур рабочей тормозной системы или стояночная тормозная система.
Стояночная тормозная система предназначена для удержания автомобиля или трактора неподвижными. Она должна надежно и неограниченно по времени удерживать полностью нагруженный автомобиль на уклоне не менее 160, колесный трактор – не менее 200, гусеничный – не менее 300, прицепы – не менее 120. Приведение в действие данной системы может быть осуществлено при использовании любого привода. Однако при использовании пневматического или гидравлического приводов, введу неизбежных утечек рабочего тепла, приведение в действие тормозных механизмов стояночной тормозной системы (заторможенное состояние) должно производится с помощью устройства, действующего механически.
Вспомогательная тормозная система предназначена для торможения авто или тракторов на затяжных спусках без использования обычных тормозных систем, поддерживающих скорость 30км/ч на склоне с уклоном 7%, протяженностью 6км, а в тракторах дополнительно и для выполнения крутых поворотов.
Автобусы с полной массой 5т и грузовой автомобиль с полной массой 12т оборудуются тормозами-замедлителями.
Тормозная система тракторного поезда должна обеспечивать на ровном горизонтальном участке замедление не менее 4,4м/с2. Тормозной путь зависит от массы трактора и его используемой скорости:
| Масса трактора, т | До 4т | 4-6т |
| Максимальная скорость движения км/ч | 20 30 | 20 30 |
| Тормозной путь, м | 6 11 | 6,5-11,5 |
Предельные значения этих параметров для автомобилей, движущихся со скоростью 40км/ч приведены ниже:
| Автотранспортное средство | Тормозной путь, м | Замедление, м/с2 | Время срабатывания |
| Пассажирское с числом мест не более 8 | 16,2 | 5,2 | 0,6 |
| Пассажирское с числом мест более 8 | 21,2 | 4,2 | |
| Одиночное грузовое | 4,0 | 1,2 |
Применяют следующие способы торможения
– тормозной системой с отъединенным от трансмиссии двигателем;
– двигателем;
– тормозной системой и двигателем.
При первом способе основной источник сопротивления движения – тормозные механизмы. При втором способе прекращают или уменьшают подачу топлива. Тогда коленчатый вал принудительно прокручивается от колес, из-за чего механические потери резко возрастают. Торможения двигателем рекомендуется применять при движении на затяжных спусках. При третьем способе интенсивность торможения значительно увеличивается.
Тормозная система состоит из тормозного механизма и тормозного привода.
Тормозные механизмы
Тормозной механизм служит для замедления вращения колес или одного из валов трансмиссии.
Тормозные механизмы классифицируются по следующим признакам:
1. по способу осуществления замедления:
— механические (фрикционные)
— гидравлические
— электрические
2. по расположению
— колесные
— трансмиссионные (центральные)
3. по форме поверхностей трения
— дисковый
— барабанный: а) колодочный
б) ленточный
Ленточные тормозные механизмы
Ленточные тормоза в качестве колесных не применяются по причине их низкой стабильности и необходимости частой регулировки.
Ленточные тормоза бывают следующих видов:
— простые;
— суммирующими;
— двойные;
— дифференциальные;
— плавающие
 |
Рис 1. Простой ленточный тормоз:1– педаль; 2– тяга; 3 – двуплечий рычаг; 4 – лента; 5 – шкив; 6– регулируемый упор; 7 – вал; 8 – пружина; 9– корпус; 10 – тяга с регулировочной гайкой.
Простой ленточный тормоз состоит из тормозного шкива 5, соединенного с валом 7 и охватывающей стальной тормозной ленты 4 с фрикционной накладкой. Один конец ленты прикреплен к тяге с регулировочной гайкой 10 (неподвижная опора), другой – к двуплечему тормозному рычагу 3, соединенному тягой . 2 с рычагом тормозной педали 1. Оба конца ленты имеют шарнирное крепление.
При свободном положении педали пружины 8 удерживают ленту на некотором расстоянии от поверхности шкива. Провисание ленты ограничивается регулируемым упором 6.
При нажатии на педаль рычаг 3 поворачивается вокруг своей оси, затягивая ленту на шкиве, и тем самым, затормаживая и останавливая его. Необходимо отметить, что интенсивность торможения простого ленточного тормоза зависит от направления вращения тормозного шкива. При вращении шкива в сторону затяжки ленты (на рис. 1. показано стрелкой) за счет сил трения между фрикционной накладкой и шкивом происходит самозатягивание ленты. В результате при небольшом усилии на педали обеспечивается высокая эффективность торможения. При изменении направления вращения шкива эффективность торможения существенно уменьшается. По этой причине простые ленточные тормоза получили очень ограниченное применение. Такая конструкция применена на Т-16.
 |
Рис. 2. Суммирующий ленточный тормоз
В суммирующем ленточном тормозе (рис. 2) оба конца тормозной ленты 9 с фрикционными накладками подвижные и крепятся к тормозному рычагу 5. В существующих конструкциях тормозов плечи а и в рычага 5 выбирают одинаковыми для того, чтобы тормозной момент не зависел от направления вращения тормозного барабана 1.
У данного ленточного тормоза отсутствует эффект серводействия и тормозной момент меньше, чем у простого ленточного тормоза при направлении затяжки ленты в сторону вращения тормозного барабана. Суммирующие ленточные тормоза, как и простые, получили очень ограниченное применение в тракторах (применяются на тракторе Т-40АМ).

Рис. 3. Двойной ленточный тормоз: 1 – суппорт, 2 – разжимной кулак
Двойной ленточный тормоз отличается от предыдущей конструкции тем, что лента связана в средней части неподвижным суппортом, который позволяет перемещаться лентам только в радиальном направлении. Этим достигается одинаковый тормозной эффект независящего от направления вращения шкива (стояночный тормоз БелАЗ-540).
 РИС. 3 |
В дифференциальном ленточном тормозе (рис. 3) оба конца тормозной ленты 9 подвижные. При повороте тормозного рычага 5 один конец ленты 9 затягивается, а другой отпускается. Тормоз обладает высоким эффектом серводействия, что уменьшает усилие на тормозном рычаге 5, необходимое для получения заданного тормозного момента. Однако, этот эффект обеспечивается, если направление затяжки ленты совпадает с направлением вращения тормозного барабана (на схеме показано сплошной стрелкой), и при условии, что а < в. При вращении тормозного барабана в противоположную сторону (на схеме показано пунктирной стрелкой) тормозной момент резко снижается. По этой причине дифференциальные ленточные тормоза практически не применяются в тракторах.
 Рис. 4 |
Плавающие ленточные тормоза получили наиболее широкое применение в тракторах (рис. 4). На схеме один конец тормозной ленты 9 крепится к тормозному рычагу 5, а другой — к планке 10, шарнирно связанной с тормозным рычагом.
Рассмотрим работу этого тормоза. Предположим, что тормозной барабан 7 вращается против часовой стрелки. При затягивании тормоза лента 9 вместе с рычагом 5 и планкой 10 за счет сил трения поворачивается относительно оси вращения барабана. В результате рычаг 5 упирается в неподвижный упор А и конец тормозной ленты, закрепленный на рычаге, становится неподвижным, а второй остается подвижным. Тормоз работает с высокой эффективностью, как простой ленточный тормоз с серводействием.
При изменении направления вращения тормозного барабана (на схеме показано штриховой стрелкой) соединительная планка 10 упирается в неподвижный упор Б. Конец тормозной ленты, закрепленный на планке 10, становится неподвижным, а конец ленты, закрепленный на рычаге 5, остается подвижным. Тормоз работает, как и в рассмотренном выше случае с высокой эффективностью, как простой ленточный с серводействием.
Таким образом, у плавающего ленточного тормоза величина тормозного момента не зависит от направления вращения тормозного барабана. При этом обеспечивается высокая эффективность торможения. Плавающие ленточные тормоза получили широкое распространение в гусеничных тракторах различного назначения.
 |
Рассмотрим наиболее часто используемое конструктивное решение плавающих опор тормозной ленты (рис. 5). Для этого используется специальная фасонная неподвижная опора 2 с пазами А и Б и трехточечный тормозной рычаг 1. Подвижные концы тормозной ленты 3 крепятся к трехточечному тормозному рычагу 1. В зависимости от направления вращения тормозного барабана 4 один из концов тормозной ленты становится неподвижным в соответствующем пазу А или Б фасонной опоры 2, а другой остается подвижным. При вращении тормозного барабана по часовой стрелке и затягивании тормоза неподвижным становится конец тормозной ленты в пазу Б. При вращении барабана против часовой стрелки неподвижным становится конец ленты в пазу А,. Общий недостаток ленточных тормозов всех типов — большая радиальная нагрузка на вал тормозного барабана, а следовательно, на его подшипники. Кроме того, во всех типах ленточных тормозов фрикционная накладка изнашивается неравномерно по дуге охвата лентой тормозного барабана. В результате снижается долговечность тормоза.
В ленточных тормозах, работающих в масле, неравномерность изнашивания ленты существенно уменьшается. При этом ее интенсивность изнашивания примерно на один порядок меньше, чем в сухих тормозах. По этой причине ленточные тормоза, работающие в масле, более перспективны по сравнению с сухими тормозами.
Такой тип тормоза применяется на гусеничных тракторах, центральных тормозах тракторов К-700,Т-150К, Т-25А.
§
Дисковые тормозные механизмы могут быть 2-х видов:
— с несколькими вращающимися дисками, оснащенными фрикционными накладками, которые прижимаются к неподвижному корпусу
— с одним вращающимся диском, который зажимается с обеих сторон неподвижными плоскими тормозными колодками.
 Первый тип механизма применяется на тракторах, второй, на автомобилях: легковых большого класса на всех колесах, легковых малого и среднего классов, грузовых малой и средней грузоподъемности – на передних.
Первый тип механизма применяется на тракторах, второй, на автомобилях: легковых большого класса на всех колесах, легковых малого и среднего классов, грузовых малой и средней грузоподъемности – на передних.
Рис.11
1,2. Диски с фрикционными накладками
3. Вал
4,5. Нажимные диски
1. Серьги
2. Тяга
3. Разжимные шарики
4. Картер (корпус)
Механизм представляет собой два диска с фракционными накладками, установленных на вращающемся валу с возможностью перемещения в осевом направлении. Между ними установлены два нажимных диска, соединенные серьгами с тягой и тормозной педалью. Между нажимными дисками в их гнезда со скосами установлены разжимные шарики. При нажатии на педаль нажимные диски поворачиваются относительно друг друга и разжимные шарики, перемещаясь по скосам гнезд, раздвигают эти диски. В свою очередь нажимные диски прижимают вращающиеся диски с фрикционными накладками к неподвижному корпусу и затормаживают его.
Конструкция дисковых тормозных механизмов могут выполняться с неподвижной скобой и закрытыми цилиндрами или с плавающей (скользящей) скобой и односторонним расположением цилиндра.
Рис.10
1. тормозной диск
2. скоба
3. колодки
4. поршень
Тормозной диск закреплен на ступице переднего колеса, а скоба, выполненная из высокопрочного чугуна, крепится при помощи кронштейна на фланцы поворотного кулака. Тормозные легкосъемные колодки помещены в пазах скобы. В скобе имеются два рабочих тормозных алюминиевых цилиндра, размещенных по обе стороны тормозного диска; цилиндры сообщаются между собой при помощи соединительной трубки. Для повышения износостойкости и уменьшения трения рабочую поверхность цилиндра покрывают слоем хрома.
Колодки, в которые упираются поршни, изготавливают из листовой стали. Фрикционные накладки фиксируют на стольных пальцах. Установленные в цилиндрах стальные поршни уплотняются резиновыми кольцами, которые благодаря своей упругости возвращают поршни в исходное положение при растормаживании. В тоже время при износе накладок они позволяют переместиться поршню в новое положение.
Учитывая затруднительное охлаждение цилиндра, расположенного со стороны колеса, переходят к одностороннему расположению цилиндров в плавающей скобе и применению самовентилируемых дисков, омываемого не только снаружи, но и изнутри воздухом. Это мероприятие, а так же отсутствие магистрали, соединяющей цилиндры и проходящей вблизи нагретого диска, дает возможность снизить температуру тормозной жидкости на 30-40°.
В дисковом тормозном механизме с плавающей скобой, скоба может перемещаться в пазах кронштейна, закрепленного на фланце поворотного колеса. В этом случае цилиндр (в некоторых конструкциях 2 или 3) расположен с одной стороны. При торможении перемещение поршня вызывает перемещение скобы в противоположную сторону, благодаря чему к диску прижимаются обе колодки. Плавающая скоба имеет значительно меньшую ширину по сравнению с неподвижной.
Колодки дисковых тормозов имеют небольшую длину, их площадь поверхности составляет 12-16% площади поверхности диска, что обуславливает хорошее его охлаждение.
Дисковые тормозные механизмы обладают повышенной энергоемкостью на единицу массы; имеют малую металлоемкость, большую компактность, простоту обслуживания. Зазор между колодками и диском равны 0,05-0,15мм, что позволяет сократить время срабатывания и дает возможность увеличить силовое передаточное число.
Дисковые тормоза имеют меньшую чувствительность к попавшей на колодки воде, по сравнению с барабанным тормозным механизмом, т.к. давление накладок в 3-4 раза превосходит давление накладок барабанного тормозного механизма, что обеспечивается меньшей их площадью.
К недостаткам можно отнести следующее
— большая чувствительность к загрязнению
— трудности при использовании их в качестве стояночного тормоза.
ДИСКОВЫЕ ТОРМОЗА
На передних колесах автомобилей ГАЗ-3102 «Волга», ВАЗ-2103, ВАЗ-2106, ВАЗ-2108 «Лада-Спутник» и АЗЛК-2141 установлены дисковые тормозные механизмы. По сравнению с барабанными они обладают более высокой эффективностью. Поскольку на передние колеса автомобиля при торможении приходится более значительная часть тормозных сил, оснащение передних колес дисковыми тормозными механизмами улучшает эксплуатационные свойства автомобиля.
В дисковом тормозном механизме связанный со ступицей колеса вращающийся диск с двух сторон охвачен скобой, внутри которой имеются гидроцилиндры, поршни которых прижимают к диску тормозные колодки, в результате чего происходит торможение. Скоба может быть неподвижна (рис. 199, а) или иметь возможность совершать перемещения (рис. 199, б) перпендикулярно плоскости тормозного диска. При неподвижной скобе под действием поршней колодки одновременно с двух сторон прижимаются к диску, в этом случае получается более жесткая, но чувствительная к перегреву конструкция. При подвижной плавающей скобе один из поршней (на рисунке левый поршень), прижимаясь к вращающему диску, заставляет перемещаться скобу, тем самым прижимая к диску вторую неподвижную колодку, в этом случае получается более равномерное торможение.
По первому способу устроены тормозные механизмы передних колес автомобилей ВАЗ-2103, -2105, -2106, -21013, «Москвич-2140» и ГАЗ-3102 «Волга», по второму — тормозные механизмы передних колес автомобилей ВАЗ-2108 и АЗЛК-2141.
На рис. 199, в и г приведены общий вид и разрез по цилиндрам тормозного механизма передних колес автомобиля ВАЗ-2102. Тормозной диск 1 (рис. 199, в) вращается в скобе, состоящей из двух половин 2 и 5, прикрепленной к стойке передней подвески. В каждой половинке скобы имеются два поршня: малый 14 (рис. 199, г) и большой 15, которые при нажатии на тормозную педаль прижимают к диску тормозные колодки. При прекращении торможения происходит падение давления в гидроцилиндрах и поршни под действием упругих сил резиновых колец 13 и 16 перемещаются внутрь цилиндра, создавая зазор 0,1 мм между колодками и диском. При изнашивании накладок колодки перемещаются дальше, компенсируя износ, при этом зазор 0,1 мм между колодками и диском сохраняется. Таким образом осуществляется автоматическое регулирование зазора между диском и колодками по, мере изнашивания накладок.
Дисковый тормозной механизм с подвижной или плавающей скобой передних колес автомобиля АЗЛК-2141 (рис. 199, д) имеет скобу, состоящую из чугунного суппорта 19, рамы 20 и алюминиевого корпуса цилиндров 18, в которых перемещаются два стальных хромированных поршня разных диаметров. Рама 20 вместе с корпусами гидроцилиндров имеет возможность перемещаться в направлении, перпендикулярном рабочим поверхностям диска.
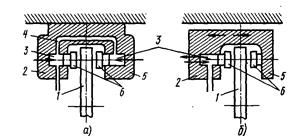
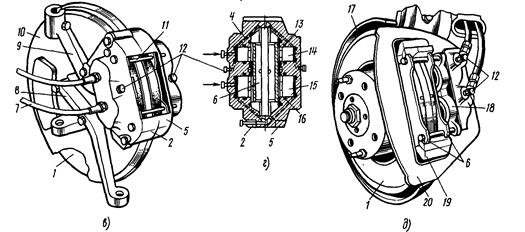
РИС199. Дисковые тормозные механизмы:
а и б—схемы дисковых тормозных механизмов с неподвижной и подвижной скобой; в и г—общий вид и разрез по цилиндрам тормозного механизма передних колес автомобиля ГАЗ-3102 «Волга»; д—переднего колеса автомобиля АЗЛК-2141; 1—диск; 2 и 5—половинки скобы; 3—гидроцилиндры; 4—каналы; 6—тормозные колодки; 7—шланги; 8—поворотный рычаг; 9—стойка передней подвески; 10— грязезащитный диск; 11—шпильки крепления колодок; 12—клапаны выпуска воздуха; 13 и 16—резиновые кольца; 14 и 15—малый и большой поршни; 17—тормозной щит; 18— корпус цилиндров; 19—суппорт; 20—рама





 (1 оценок, среднее: 4,00 из 5)
(1 оценок, среднее: 4,00 из 5)