 Станки дома
Станки дома Устройство основных механизмов координатно-расточного станка модели 2д450.
<?php echo 'Адрес этой страницы’ ?>
<<Предыдущая страницаОглавление книгиСледующая страница>>
Шпиндельная коробка 2Д450.(рис. 89). Корпус
шпиндельной коробки 1 имеет две V-образные призматические
направляющие 5, с помощью которых коробка перемещается по двум
вертикальным направляющим узла — блока направляющих.

Рис. 89. Шпиндельная коробка станка
модели 2Д450:
1 —корпус шпиндельной коробки, 2
— винт зажима гильзы, 3 — рукоятка механизма перемещения
гильзы, 4 — маховичок точного перемещения гильзы, 5 —
направляющие, 6 — гильза, 7 — расточный шпиндель
В шпиндельной коробке смонтирована
гильза 6 с расточным шпинделем 7, механизмом подачи гильзы и
рукоятками ручного перемещения 3. Рукоятки 3 устроены так, что если
на них нажать «от себя», произойдет включение фрикционной
муфты, смонтированной в корпусе червячного колеса, в результате чего
гильза получит механическое движение от привода подач. Если рукоятки
потянуть «на себя» — муфта выключится, тогда можно,
вращая их, осуществлять быстрое перемещение гильзы. Медленное
перемещение для точной установки гильзы осуществляется маховичком 4.

Рис. 90. Расточный шпиндель станка
модели 2Д450: 1 — шпиндель, 2 — патрон механического
крепления инструмента, 3 — упругая лента, 4 — барабан, 5
— гильза
Внутри шпинделя 1 (рис. 90)
смонтирован патрон 2 для механического крепления инструмента. В паз
патрона вводится инструмент, имеющий специально оформленный
хвостовик, и поворачивается. При движении гильзы 5 вниз инструмент
закрепляется пружинами, смонтированными в шпинделе. При перемещении
гильзы в верхнее крайнее положение пружины сжимаются и инструмент
выталкивается из приемного конуса шпинделя. Уменьшение усилии,
необходимых для перемещения гильзы, достигается за счет
уравновешивания гильзы с помощью упругих лент 3, намотанных на ось
барабана 4. В крайних положениях гильзы происходит автоматическое
выключение подачи и вращения шпинделя.
При фрезеровании плоскостей и подрезке
торцов гильза шпинделя должна быть закреплена. Для этой цели нижняя
часть корпуса выполнена в виде хомута, охватывающего гильзу и
стягиваемого винтом 2 (см. рис. 89) с квадратной головкой. В верхней
части шпиндельной коробки (крышка снята) смонтирован механизм
отключения подачи гильзы на заданной глубине. Этим механизмом
обеспечивается автоматическое уменьшение величины подачи при подходе
к заданному размеру и автоматическое отключение подачи при достижении
размера.
Для точного измерения хода гильзы со
столом поставляется съемное приспособление в виде стержня,
монтируемого в корпусе шпиндельной коробки, и хомута с индикатором,
устанавливаемого на гильзе. На стержне имеется откидная лапка, на
которую устанавливается набор мерительных плиток, соответствующий
измеряемому размеру (этот механизм подробно описывается в руководстве
по эксплуатации станка).
Механизм зажима стола 2Д450.
На рис.
91 показано устройство зажима стола. К столу 9 прикреплены ленты 8.
При движении стола ленты располагаются с зазором относительно
тормозных колодок 6, закрепленных на салазках 1. По окончании
перемещения стола воздух из цилиндра 3 автоматически отводится и
колодки 7 под действием пружин 2 прижимают ленту к тормозным колодкам
6. Регулировка зазоров между лентой и колодками осуществляется винтом
5 и гайкой 4.

Рис. 91. Механизм зажима стола станка
модели 2Д450: 1 — салазки, 2— пружина, 3— цилиндр
пневматический, 4 — гайка. 5 — винт регулировочный, 6 —
колодка тормозная, 7 — колодка, 3 — лента, 9 —
стол, 10 — направляющие качения
Механизмы зажимов на салазках и
салазок на станине аналогичны. Стол перемещается на направляющих
качения 10, что обеспечивает малые потери на трение и способствует
обеспечению высокой точности перемещений.
Механизм перемещения салазок 2Д450.
Механизм (рис. 92) представляет собой двухступенчатый редуктор.
Имеющаяся в нем червячная пара и пара конических колес передают
движение от электродвигателя постоянного тока 2 короткому винту 4,
находящемуся в зацеплении с рейкой 3, которая закреплена на станине
5.

Рис. 92. Механизм перемещения салазок
станка модели 2Д450: 1 — маховичок ручного перемещения, 2 —
электродвигатель, 3 — рейка, 4 — короткий винт, 5—
станина
Механизмы перемещения стола и салазок
аналогичны. Отличие заключается в том, что рейка в механизме движения
стола установлена на столе. Электродвигатель обеспечивает
регулирование скорости перемещений в широких пределах: подачи при
фрезеровании 30—300 мм/мин и ускоренный ход 1500 мм/мин.
Электродвигатели редукторов
расположены на передней стенке салазок. Валики с маховичками 1 для
ручного перемещения стола выведены вперед к пульту управления.
Заправка пружин равновесия гильзы шпинделя 2д450
Я перебирал этот барабан на 2А450, это страшный головняк.
Основная проблема в том, что нужно одновременно зацепить все пружины за внутренний вал и за наружный корпус барабана (у меня навроде было две пружины).
Пружины немного по-разному скручиваются и одновременного зацепа не происходит.
Хвостик пружины имеет «вешалку» отверстие плюс зауженный паз. Зацеп представляет из себя штифт-грибок со шляпкой, на которую должна одеться «вешалка» пружины. Грибок немного заострен для облегчения одевания.
У вас пружины уже скручены, вам приспособление и не нужно. У меня была распущенная пружина, делали трубу с разрезом и воротом, в нее закручивали пружину, затем выбивали выколоткой в барабан.
Затем попытки проворотом вала в барабане поймать зацепы.. И после зацепления не снимать уже с него натяг. (у меня пружины были немного разные, одна отцепляла другую)
Капитальный ремонт и модернизация станка 2а450 на базе системы чпу nct | nct россия
Пример модернизации станка мод. 2А450
Завершился капитальный ремонт с модернизацией станка модели 2А450 1972 г.в.
Перед заключением договора на проведение работ по капитальному ремонту и модернизации станка модели 2А450 было проведено обследование станка, по результатам которого был разработан проект его модернизации и определены основные направления работ. Описание проведенных работ кратко представлено в данном отчете ниже.
В процессе работ по модернизации станка 2А450 был проведен капитальный ремонт механической части, включавший в себя: капитальный ремонт стола и станины, замену подшипников опор ШВП и доработку станины и стола под установку новой измерительной системы, капитальный ремонт приводов поперечной и продольной подачи стола, капитальный ремонт группы расточного шпинделя (в т.ч. шлифовка и шабровка направляющих под группу расточного шпинделя).
При проведении капитального ремонта станка 2А450 также была отремонтирована оригинальная коробка подач, в том числе и редуктор шпиндельной группы и расточного шпинделя. Кроме того, был выполнен капитальный ремонт двухступенчатой коробки скоростей и заменены все использовавшиеся ранее подшипники, для обеспечения максимальной плавности вращения.
Капитальный ремонт пневмосистемы и гидравлики станка 2А450 проводился по следующим направлениям:
Безусловно, проведение ремонта гидравлической, пневматической и механической систем станка сопровождается дефектацией и заменой резинотехнических изделий.
Модернизация электрической части станка выполнялась по следующим основным направлениям:
В результате выполнения перечисленных выше работ станок 2А450 получил новую современную комплектную систему управления на базе системы ЧПУ NCT115, синхронных цифровых сервоприводов NCT серии DS-D и синхронных серводвигателей NCT серии А. Помимо этого, вместо старой громоздкой системы управления в новый малогабаритный электрический шкаф управления станком были установлены не только компактные цифровые привода и блоки питания NCT, но и новые компактные устройства электроавтоматики станка, что позволяет сократить площадь, занимаемую станком, а также существенно повышает удобство обслуживания электрической части станка. Кроме того, само по себе применение цифровых приводов позволяет существенно повысить качество обработки и расширяет функционал станочного оборудования. В сочетании с современными устройствами электроавтоматики, применение цифровых приводов NCT существенно повышает энергоэффективность станка, снижая количество потребляемой им электроэнергии.
Вместе с новой системой управления был изготовлен и смонтирован новый эргономичный подвижный пульт управления станком. Удобный пульт оператора в сочетании с FANUC-совместимым программированием системы ЧПУ NCT115 позволяют обеспечить комфортные условия работы оператора даже при продолжительных рабочих сменах. Система ЧПУ NCT115 позволяет:
Cтанок установлен на предприятии Заказчика, прошел приемо-сдаточные испытания и успешно выполняет задачи производственного участка.
Координатно-расточные станки ремонт модернизация в самара, предприятие ооо «станкосервис», обращаться к валенто олег владимирович : станки —
ООО «Станкосервис» производит капитальный ремонт и модернизацию станков:
2Е470, 2Е460, 24К40СФ4, 2А450, 2Е440А, 2Е450А, 2Д450А, 2Л450А, 2431, 2421 и др.
Производим капитальный ремонт универсальных и простых накладных поворотных столов:
7400-4046, 7400-4060, 7400-4065, 7400-0227, 7400-0263, 7400-0265, 7400-0009, ПС-630, ПС-1000.
Гарантия на все виды работ от 12 до 36 месяцев.
Модернизация координатно-расточных и резьбошлифовальных станков
 В современных экономических условиях, когда требуется получить максимальный экономический эффект при наименьших затратах средств, модернизация действующего станочного оборудования является актуальной задачей. Поэтому, кроме покупки новых станков (а они отличаются сравнительно высокой ценой), потребитель готов модернизировать имеющийся у него парк устаревших станков с целью доведения их показателей до современного технического и эргономического уровня. Помимо этого, некоторые заказчики при покупке оборудования охотно приобретают модернизированные станки, которые вполне устраивают их своими характеристиками и имеют при этом сравнительно низкую цену.
В современных экономических условиях, когда требуется получить максимальный экономический эффект при наименьших затратах средств, модернизация действующего станочного оборудования является актуальной задачей. Поэтому, кроме покупки новых станков (а они отличаются сравнительно высокой ценой), потребитель готов модернизировать имеющийся у него парк устаревших станков с целью доведения их показателей до современного технического и эргономического уровня. Помимо этого, некоторые заказчики при покупке оборудования охотно приобретают модернизированные станки, которые вполне устраивают их своими характеристиками и имеют при этом сравнительно низкую цену.В связи с тяжелой экономической ситуацией резко упал спрос на новое оборудование и, как следствие, упали объемы продаж станков. В то же время большая часть станочного парка в результате длительной эксплуатации в определенной степени утратила свои первоначальные технические характеристики и перестала отвечать требованиям технологического процесса, в котором была задействована. Понимая сложившуюся ситуацию, было решено сократить выпуск новых станков и заняться модернизацией ранее выпущенных.
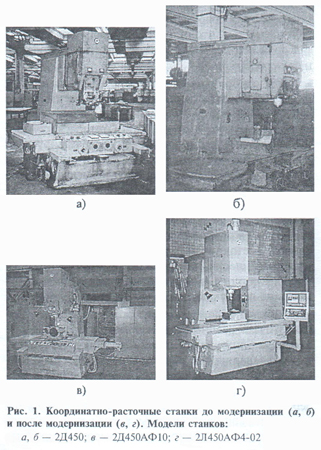
Традиционно повышенный спрос на КРС определил основное направление работы: решено было модернизировать наиболее ранние модели этих станков. В первую очередь это модель 2А450 и более поздняя модель 2Д450, выпущенные в свое время большими сериями, а в настоящее время в силу своего возраста (30…40 лет) устаревшие и морально, и физически. Как позже показала практика, восстановление именно этих станков особо заинтересовало потребителей нашей продукции. При этом надо отметить, что полноценный капитальный ремонт этих станков был невозможен, так как заложенные в них технические решения, определяющие точностные характеристики, связаны с использованием покупных комплектующих, давно снятых с производства. Учитывая, что данные станки имеют очень качественное базовое литье, решено было провести максимальную модернизацию (допустимую в рамках существующей конструкции) как механической части, так и электрической части станка с учетом последних достижений отечественного и зарубежного станкостроения.
Проанализировав техническое состояние узлов станков после длительной эксплуатации, были выявлены наиболее слабые места, которые требовали совершенствования. В результате был составлен план модернизации, при этом использовали собственный опыт, накопившийся с момента выпуска этих станков, а также технические решения, опробованные в станках последних моделей. Вначале этот комплекс работ по модернизации был проведен для станка модели 2А450, а затем, после оптимизации технических решений и получения положительных результатов по итогам выпуска первых образцов, была проведена аналогичная модернизация станка 2Д450. В результате появились станки моделей 2А450АФ10 и 2Д450АФ10, которые конструктивно отличаются от своих прототипов. Помимо выполнения необходимых работ, направленных на восстановление геометрической точности станков (восстановление точности всех базовых поверхностей, особенно направляющих станка, и замена сепараторов с роликами), на станках реализованы следующие технические мероприятия:
- обязательная замена, независимо от состояния, шпиндельного узла на новый, разработанный с использованием современных подшипников. Это определяется тем, что старый шпиндель уже выработал свой ресурс, и дальнейшее его использование нецелесообразно;
- оптические отсчетные устройства, использовавшиеся на этих станках, заменены на электронные отсчетно-измерительные системы перемещений стола и салазок, включающие оптоэлектронные инкрементные датчики ЛИР-9, программируемый контроллер и устройство цифровой индикации. Это обеспечивает более удобное и наглядное отображение координатных перемещений стола и салазок станка. Кроме того, это диктуется тем, что элементы оптической системы отсчета в большинстве случаев приходят за время эксплуатации в нерабочее состояние, и полноценное их восстановление практически невозможно, а аналогичных им комплектующих в настоящее время промышленность не выпускает;
- в приводах перемещений стола и салазок, взамен зубчато-реечных передач станка модели 2А450 и передач винт-рейка станка модели 2Д450, установлены шариковые винтовые пары, обеспечивающие беззазорные перемещения с меньшим коэффициентом трения, что особенно важно при фрезерных работах и установке координат. Также для повышения эффективности работы приводов здесь установлены регулируемые высокомоментные электродвигатели постоянного тока взамен простых регулируемых электродвигателей постоянного тока и червячных редукторов;
- на станке применен пневматический зажим стола и салазок вместо ненадежного и имеющего большое время срабатывания электромеханического (только для модели 2А450АФ10, так как на базовом станке модели 2Д450 данные функции имеются);
- на станке 2А450АФ10, взамен сложной коробки скоростей с приводами вращения расточного шпинделя и перемещения гильзы шпинделя от одного электродвигателя и механического регулирования скорости перемещения гильзы, применена упрощенная схема трехступенчатой коробки скоростей с приводами вращения расточного шпинделя и перемещения гильзы шпинделя от разных электродвигателей, с электронным регулированием скорости перемещения гильзы. Это было сделано только для станка 2А450АФ10, так как на базовом станке модели 2Д450 имеется двухступенчатая коробка скоростей с раздельным приводом вращения шпинделя и перемещения гильзы;
- также только на станке 2А450АФ10 установлен редуктор перемещения шпиндельной коробки с приводом от электродвигателя вместо использовавшегося ранее ручного перемещения при помощи штурвала;
- электрооборудование станков, а также станочные пульты и их органы управления выполнены в соответствии с требованиями к современным станкам.
 Продолжающаяся работа в этом направлении привела к дальнейшему развитию проекта модернизации, предполагающего установку на данных станках современных серводвигателей, управляемых цифровыми приводами серии «АВ», разработанной НТЦ «Приводная техника» (Москва). Все это, наряду с использованием контроллера, имеющего дополнительные функции, а также цветной жидкокристаллической индикаторной панели, позволит реализовать на этих станках, кроме всего прочего, функции преднабора с запоминанием набранных кадров и управления координатными перемещениями в режиме слежения. В результате данные мероприятия позволяют значительно приблизить эти станки, выпущенные более тридцати лет назад, к уровню современных зарубежных аналогов.
Продолжающаяся работа в этом направлении привела к дальнейшему развитию проекта модернизации, предполагающего установку на данных станках современных серводвигателей, управляемых цифровыми приводами серии «АВ», разработанной НТЦ «Приводная техника» (Москва). Все это, наряду с использованием контроллера, имеющего дополнительные функции, а также цветной жидкокристаллической индикаторной панели, позволит реализовать на этих станках, кроме всего прочего, функции преднабора с запоминанием набранных кадров и управления координатными перемещениями в режиме слежения. В результате данные мероприятия позволяют значительно приблизить эти станки, выпущенные более тридцати лет назад, к уровню современных зарубежных аналогов.
Развивающийся спрос на станки с УЧПУ поставил задачу модернизации программных станков. В результате появилась модификация проекта станка модели 2Л450АФ4-02, позволяющая выпускать данный станок не только «с нуля», но и посредством модернизации станков серий 2Е450 и 2JI450 разных уровней автоматизации. В конструкции станка реализован многолетний опыт производства КРС на нашем предприятии, кроме того, он оснащен современным электрооборудованием и системой управления. Для измерения перемещений стола, салазок, гильзы шпинделя и шпиндельной коробки на станке использованы датчики перемещений типа ЛИР. При этом изменение конструктивных решений узлов, обеспечивающих перемещения по вертикальной оси станка, позволило повысить точность перемещений. Это было достигнуто благодаря тому, что перемещения гильзы шпинделя контролируются непрерывно во всем диапазоне от крайнего верхнего до крайнего нижнего рабочего положения, при этом коробка выполняет только вспомогательные перемещения и является своеобразным люнетом. В конструкциях предыдущих программных станков перемещение по вертикальной оси складывалось из перемещений гильзы и шпиндельной коробки. Все это позволило получить прецизионный станок высокого уровня, обеспечивающий обработку на станке сложных трехмерных поверхностей с высокой точностью.
Так как в комплект оборудования, поставляемого с координатно-расточными станками, входит универсальный поворотный стол, то мы также занимаемся ремонтом и восстановлением столов, выпускавшихся ранее нашим заводом. В начале этого года выпущен опытный образец универсального поворотного стола модели 2400.612Ф10, появившийся в результате модернизации стола 2А450.612. При сохранении существующей конструкции в поворотный стол встроены круговые датчики ЛИР. Датчики контролируют угол поворота планшайбы и угол ее наклона в вертикальной плоскости. В сочетании с устройством цифровой индикации они позволяют контролировать углы поворота в различных режимах: как с точностью до долей градуса, так и в градусах, минутах, секундах. При этом дискрета отсчета составляет 1 с. Устройство цифровой индикации позволяет компенсировать систематические погрешности отсчета. Благодаря этому достигается высокая точность отсчета стола и простота установки угловых координат.
Помимо модернизации КРС, проводятся работы по модернизации резьбошлифовальных станков. Эти станки в настоящее время пользуются сравнительно меньшим спросом, чем КРС, и уровень предъявляемых к ним требованиям несколько другой, поэтому объем работ, проводимых в этом направлении, несколько меньше. Так, выполнена большая работа по модернизации внутрирезьбошлифовального станка модели МВ28 (проект 1965 г.).
Применение частотно-регулируемого электрошпинделя в шлифовальной части станка позволило упростить привод шлифовального шпинделя, что повысило удобство его обслуживания. Эти работы, а также совершенствование органов управления и создание удобной защиты зоны шлифования позволили расширить возможности станка и значительно облегчили работу на станке.
Проводятся также работы по модернизации специального станка для шлифования шариковых винтов рулевых механизмов модели MB 169 и специального внутрирезьбошлифовального станка модели 5А828. Эти работы направлены на повышение надежности станков при эксплуатации их в условиях высокоинтенсивного производства. С этой целью на станках ненадежная защита направляющих стола с использованием «гармошек» из прорезиненной ткани заменена на значительно более надежную и долговечную телескопическую защиту из металлических кожухов. Также с целью повышения надежности, вместо длинной кинематической цепи привода шпинделя изделия, включающей двигатель постоянного тока, ременную передачу, длинный шлицевый вал и редуктор, на этих станках установлен регулируемый серводвигатель непосредственно на бабке шпинделя изделия. В системе охлаждения использован более производительный бак СОЖ объемом 550 л вместо 250 л и подачей СОЖ 200 л/мин вместо 100 л/мин, а также обеспечена более качественная очистка СОЖ в результате применения более производительного магнитного сепаратора и мощной импортной центрифуги. Кроме того, на станке 5А828 в приводе шлифовального шпинделя, взамен двухступенчатой ременной передачи с большим набором шкивов и асинхронного двухступенчатого электродвигателя, использован регулируемый асинхронный двигатель и одноступенчатая постоянная ременная передача — это позволило повысить удобство и надежность работы привода.
Практически завершена работа по созданию унифицированной автоматической поперечной подачи для всей гаммы резьбошлифовальных станков. Благодаря этому, управление и контроль перемещений шлифовальной бабки осуществляется при помощи современной электронной системы, что позволит модернизировать ранее выпущенные резьбошлифовальные станки до уровня полуавтомата.
В настоящее время разрабатывается план мероприятий, позволяющих проводить не только модернизацию станков в полном объеме проектов, но и в объемах, определенных заказчиком, начиная с простого восстановления станков.
В заключение следует отметить, что семилетний опыт показал перспективность и нужность данного направления работы. При доработке конструкции станка в процессе модернизации учитываются все замечания, выявленные за длительный период его эксплуатации, анализируется состояние узлов станка при его разборке. Весь этот опыт используется не только при разработке проектов модернизации устаревших моделей станков, но и при новом проектировании.
О.В.Новов
Журнал «Ремонт, восстановление, модернизация», №7, 2004 г.
Нужна схема координатно расточного станка 2д450
Техническая документация на станки, оборудование машиностроения, … : техно-эксплуатационная, ремонтная документация, руководства и инструкции по эксплуатации и обслуживанию, технические паспорта и описания, электрические схемы и таблицы соединений
Не секрет, что размещение объявлений в разделах Ищу документацию или Куплю паспорта на досках объявлений редко приводит к какому-либо результату. Но теперь вы можете заказать по электронной почте (pasport@list.ru) любую документацию у нас, не теряя лишнего времени. Мы принимаем заказы на любой тип документации, практически на любое оборудование.
В данный момент мы располагаем паспортами и руководствами по эксплуатации на следующее оборудование:
Токарные станки
Токарно-винторезные станки моделей 1М63Н, 1М63Н-1, 1М63НФ101, 1М63НФ101-1. Руководство по эксплуатации. (Рязанский станкостроительный завод)
Токарно-винторезные станки модели 16В20, 1В62Г. Руководство по эксплуатации. (Астраханский станкостроительный завод)
Токарно-винторезный станок модели 1А616. Руководство по уходу и обслуживанию. (Средневолжский станкостроительный завод, г. Куйбышев)
Токарно-винторезный станок модели 1А616К. Электрооборудование. Руководство по уходу и обслуживанию. (Средневолжский станкостроительный завод, г. Куйбышев)
Токарно-винторезные станки моделей 16К20, 16К20П, 16К20Г, 16К25. Руководство по эксплуатации. (Московский станкостроительный завод «Красный пролетарий» им. А.И. Ефремова, Москва)
Станок токарно-револьверный с вертикальной головкой на крестовом суппорте с ОСУ, повышенной точности 1В340Ф30. Руководство по эксплуатации. (Станкоимпорт, Москва, СССР)
Универсальный токарно-винторезный станок SV-18-RA. Технический паспорт. (TOS, ТОС Тренчин)
Токарный станок тонкой механики MN 80 A (TOS) (TOS, ТОС Тренчин)
Фрезерные станки
Горизонтально-фрезерный станок 6Н81Г, Универсально-фрезерный станок 6Н81, Вертикально-фрезерный станок 6Н11. Руководство к станкам. (Государственный Союзный Дмитровский Завод Фрезерных Станков)
Широкоуниверсальные консольно-фрезерные станки 6Р82Ш, 6Р83Ш. Руководство по эксплуатации. (Ордена Ленина завод фрезерных станков, г.Горький)
Горизонтальные и универсальные консольно-фрезерные станки 6Р82, 6Р82Г, 6Р83, 6Р83Г. Руководство по эксплуатации.» (Станкоимпорт, Москва, СССР)
Консольно-фрезерные станки 6Р82, 6Р83, 6Р82Г, 6Р83Г. Руководство по эксплуатации электрооборудования. (Станкоимпорт, Москва, СССР)
Инструментальный универсальный токарно-фрезерный станок FUS-22
Универсально-фрезерный станок ALG-200B (Prvomajska, Zagreb, Jugoslavia)
Сверлильные станки
Станок настольно-сверлильный вертикальный модели 2М112 (Вильнюс)
Станок радиально-сверлильный переносной модели 2К52-1. Руководство по эксплуатации. (Станкоимпорт, г.Москва, СССР)
Шлифовальные станки
Станок шлифовально-полировальный двухшпиндельный для шлифов 3Е881. Руководство по эксплуатации. (Каунасский завод шлифовальных станков «НЕРИС»)
Станок точильно-шлифовальный 3К634 (Каунасский завод шлифовальных станков «НЕРИС»)
Полировально-шлифовальный двухсторонний станок 3Б854
Круглошлифовальный станок модели 3У10МСФ1, 3У10МАФ1 (Вильнюсский завод шлифовальных станков)
Универсальный плоскошлифовальный станок высокой точности с горизонтальным шпинделем и прямоугольным столом модели 3Г71М (Станкоимпорт, Москва, СССР)
Различное оборудование
Зигмашина модели И2714. Руководство по эксплуатации (Волковыский завод литейного оборудования)
Зигмашина модели ИВ2714, ИВ2714А, ИВ2716. Руководство по эксплуатации (Лениноканский завод кузнечно-прессового оборудования, Ленинокан)
Станок универсально-заточной механизированный 3Д642Е. Руководство по эксплуатации. (Станкоимпорт, Москва, СССР)
Долбежный станок 7417 (Чкаловский станкостроительный завод)
Станок ножовочный модели 8725 (Краснодарское станкостроительное объединение СИАЛ)
Микроскоп центроискатель оптический ЦО 2
Полуавтомат токарный малогабаритный особо высокой точности с ЧПУ модель 17МООАФ30
Установка лазерной сварки, резки и термообработки КВАНТ-15
Гидравлический пресс РН-М 250с («Понар-Живец»)
Ремонтирую координатно-расточной станок 2а450 1969 года.
jjjjj я думаю вы не правы. Тут сделано по -другому. От Т1 (2В) запитана как ОВ так и управляющая обмотка МУ.На управляющую обмотку идет 3 напряжения
1)с якоря двигателя.
2)с делителя 2R-6R-1R на точки 13 и 14 .И в станке можно переключить соединение 25 или на 13(проворот),или на 14 (работа).(реле РМВ)
3)с выпрямителя 3В -это положительная ОС по току.
Благодаря этим ОС должна поддерживаться постоянная скорость при изменении нагрузки. (то есть напряжение на якоре)
R1- регулировка мин.скорости.
R2-регулировка мах.скорости.
R3-регулировка возбуждения.
R4-ток смещения МУ.
R5-коэффициент усиления положительной ОС по току.
А обмотка возбуждения уже в схеме станка еще соединена последовательно с реостатом ,который управляется движком с помощью кнопок быстрее медленнее.
т. Вал-да напряжение падает.Но из-за чего ?По идее оно должно поддерживаться обратными связями. Я пробовал их настраивать. Но могу сделать только хуже. Как узнать в чем беда?
§
Я не про это. Почему на схеме есть вывод Я1.А на родном клеммнике нет.
я вам уже говорил, что нет смысла разгадывать «ребусы»… как говорят «трясти» надо… ну вот скажу я вам своё мнение и что?… чем это поможет?… надо соединить правильно и ВСЁ!
Будем правильно соединять… или размышлять год будем?
. Или поставим вопрос по другому-как обычно соединяются Я1,Я2,Д1 и Д2 ?
обычно один конец якоря идёт прямо в клеммник, другой на пару доп.полюсов и выход с доп.полюса в клеммник… и не важно будет Я1 на клеммнике или Я2, принцип работы двигателя от «буковки» не изменится, можно и Я2 вывести в клеммник, а Д обмотки с Я1 соединить… так ведь, согласны?
опять же что вам это даст, если у вас например, доп.полюс с сериесной перепутан?… вам говорят — ВСЁ проверяйте и измеряйте, и не верьте на слово, якобы всё правильно… даже если сами мотали и то всяко бывает.
§
![🇨🇿 Станков с чпу из Чехии [2022]](https://stanki-doma.ru/wp-content/uploads/2022/05/post-045850700_1525833181_thumb-150x150.jpg "🇨🇿 Станков с чпу из Чехии [2022]")



