 Станки дома
Станки дома Описание технологического процесса распиловкилеса
- Пиловочные бревна со склада сырья загружаются комлем в сторону цеха
в разобщитель пачек бревен (1). Разобщителем (1) бревна автоматически
поштучно загружаются на бревнотаску (2), которой подаются в цех. - С бревнотаски (2) бревносбрасывателем (3) автоматически сбрасываются
на поперечный транспортер загрузочного устройства (4), где происходит
их буферное накопление в один слой. - С загрузочного устройства (4) бревна по команде оператора (1) загружаются
на кантователь (5), где, при необходимости, производится их кантование
«горбом» вниз и центрование. Затем бревна подаются в головной
бревнопильный станок (7). Процессом кантования и подачи бревен
управляет оператор (1). - В головном станке (7) бревно распиливается на двухкантный брус, 2-
4 подгорбыльных доски и два горбыля.
Толщины выпиливаемых материалов определяются поставом пил. - Выпиленные на головном станке (7) материалы поступают на
брусоотделитель (11), где происходит автоматическое отделение
двухкантного бруса от остальных материалов. При этом, двухкантный
брус движется прямо, а горбыли и необрезные доски сбрасываются на
поперечный транспортер (10). - С брусоотделителя (11) двухкантные брусья поступает на центрователь (15)
, где автоматически производится центрование по оси и подача в
многопильный станок (16). Толщины выпиливаемых материалов
определяются поставом пил. - Выпиленные на многопильном станке (16) материалы автоматически
разделяются рейкоотделителем (19): обрезные доски поступают через
рольганг (20) на поперечный транспортер (21), а горбыли сбрасываются
на поперечный транспортер (18) и далее поступают на ленточный
транспортер (22). - Горбыли и подгорбыльные доски, выпиленные на головном станке (7),
с транспортера (10) поступают на неприводной рольганг (9), где
оператор (2) вручную производит их сортировку: горбыли сбрасываются
на ленточный транспортер (21), а необрезные доски центруются и
подаются кромкообрезной станок (12). Центрование производится по
лазерным указателям станка (12), при этом ширина кромкообрезки
выбирается оператором (2) индивидуально для каждой доски.
При наличии торцевых дефектов небрезных досок оператором (2)
производится их удаление на торцовочном станке (8). - Выпиленные на кромкообрезном станке (12) материалы автоматически
разделяются рейкоотделителем (13): обрезные доски поступают через
рольганги (17) и (20) на поперечный транспортер (21), а обзольные
рейки сбрасываются на поперечный транспортер (14) и далее поступают
на ленточный транспортер (22). - Выпиленные на станках (12) и (16) обрезные пиломатериалы с
транспортера (21) через транспортер (23) поступают на
Сортировочный транспортер (24). - С сортировочного транспортера (24) пиломатериалы, не имеющие
торцевых дефектов, снимаются вручную рабочими (3) и через
ролики (25) укладываются в соответствующие пакеты в зависимости
от от сечения, длины и сортности. - Обрезные пиломатериалы, имеющие торцевые дефекты, с
транспортера (24) поступают на торцовочный станок проходного
типа (26). На станке (26) производится удаление дефектов торцов
досок и торцовка в размер. Обработка производится последовательно
сначала с комлевой части оператором (4), затем с вершинной части
оператором (5). Отторцованные пиломатериалы поступают на
сортировочный транспортер (27). - С сортировочного транспортера (27) пиломатериалы снимаются
вручную рабочими (5) и через ролики (28) укладываются в
соответствующие пакеты в зависимости от сечения, длины и сортности. - Кусковые отходы от всех станков транспортером (22) выносятся из цеха,
и далее могут складироваться или подаваться в измельчитель. - Удаление опилок от всех станков может производиться пневмо-
транспортом либо системой специальных транспортеров. - Данный поток имеет простую технологическую схему, минимальное
количество оборудования и персонала, прост в эксплуатации и
обслуживании. В станках используются круглые пилы диаметром
до 650 мм. Подготовка таких пил больших проблем не вызывает.
Качественные пилы работают без правки до полного износа напайки зуба.
Лесопильный поток имеет высокую производительность и высокое
качество пилопродукции.
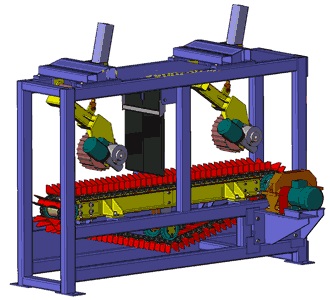
Arctant cls-652d (канада) станок брусующий двухвальный
Разработка компании «Arctic Technologies, inc.», Канада (торговая марка «Arctant»). Брусующий станок (дисковая пилорама) «Arctant CLS-652D» предназначен для продольного раскроя пиловочника хвойных и лиственных пород на необрезные пиломатериалы в промышленных лесопильных потоках.
Станок устойчив к низкокачественному сырью и низкоквалифицированному персоналу.
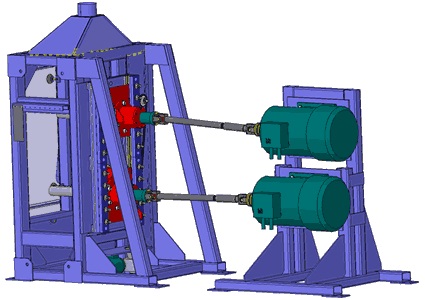
Пильный механизм – двухвальный. Оба вала могут перемещаться в вертикальном направлении, что позволяет использовать пилы разного диаметра, а также нивелировать эффект «порожка», неизбежный при двухвальном пилении.
В отличие от других брусующих станков, направление резания – встречное на обоих валах, соответственно, затупление пил практически не зависит от загрязненности бревен и окорка не требуется.
Передача крутящего момента на пильные валы осуществляется карданными валами. Брусующие станки «Arctant CLS-652D» могут комплектоваться главным приводом мощностью 2х45, 2х55, 2х75 и 2х90 КВт.
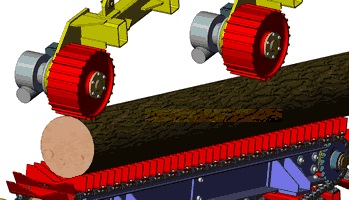
Подающий механизм гусеничного типа оборудован двумя гусеницами, четырьмя горизонтальными и двумя вертикальными вальцами с пневмоприжимом. Применение широкой гусеницы с «лотковыми» траверсами позволяет надежно фиксировать бревно в процессе пиления и обеспечивает прямолинейность подачи в любых условиях. Такой механизм подачи обладает уникальной для брусующих станков проходного типа устойчивостью к низкокачественному сырью (высокая кривизна, сложная кривизна, необрубленные сучья и т.д.) и позволяет перерабатывать такое сырье без нарушений геометрии распила и порчи режущего инструмента.
Распиленное кривое, сучковатое бревно

Купить линию распиловки древесины
Цена линии распиловки Арктант зависит от состава оборудованияи ее производительности.Указанная цена является ориентировочной для лесопильногокомплекса, обеспечивающего полный цикл лесопиления.
Лесопильная линия arctant – (350м3/ смена)
Транспортер цепной поперечный биржевой 6000х4500, 4 луча, цепь тяговая М112-2-125-1, 7,5 кВт, масса 3,5 т, 15м3, г/п 12т
Общая информация о брусовальной многодисковой пилораме arctant cls-652d
Станок предназначен для продольной распиловки круглого леса. Схемы раскроя – брусо-развальная, развальная.
Станок устойчив к низкокачественному сырью и низко квалифицированному персоналу.
Технические характеристики линии лесопильной
* — изменяемый параметр
Феррум мк — станок бревнопильный брусующий «арктант cls-652d – caterpillar» | феррум мк
В последнее время все большую популярность в промышленном лесопилении приобретают круглопильные лесопильные брусующие станки проходного типа, иначе называемые «брусовалами» или «дисковыми пилорамами». Такие станки применяются в поточных лесопильных линиях по распиловке тонкомерного и среднемерного (o до 40 см) леса. Этот выбор вполне оправдан и обусловлен несколькими причинами:
Технические характеристики:
Конструкция традиционных пилорам:
Основное внимание при конструировании всех станков проходного типа уделяется подающему механизму. Главная его функция — подать бревно в распил так, чтобы исключить всякое смещение поперек плоскости пил. С учетом пороков реальных бревен, эта задача является, пожалуй, самой сложной в лесном машиностроении.
При малейшем перекосе подачи бревна задняя кромка пилы касается поверхности пропила и портит поверхность пиломатериала, а при более значительном перекосе происходит затирание полотна пилы о поверхность пропила, что может привести не только к нарушению геометрии распила, но и к перегреву и выходу из строя пил. Эти явления хорошо знакомы большинству владельцев таких станков, в пилоточках у них всегда много «горелых» и деформированных пил.
Абсолютно эффективно с проблемой справляются только станки кареточного типа, где движется не бревно, а каретка с бревном или пильным механизмом. Однако такие пилорамы громоздки, дороги и значительно менее производительны из-за потерь времени на установку бревен и обратный ход каретки. Соответственно кареточные станки менее пригодны для поточного пиления.
Подающие механизмы станков проходного типа в подавляющем большинстве используют для придания продольного движения бревну либо торцевой толкатель, либо зубчатую цепь:
Бревно толкается в торец и скользит по направляющим или лотку. Иногда используются прижимные вальцы. Бревно лежит на зубчатой цепи и движется вместе с ней, как правило, сверху прижимается вальцами.
Толкатель Цепь
Эти простые и недорогие решения нельзя, однако, назвать удовлетворительными для реальных российских условий. Если геометрия бревна близка к идеальной, все прекрасно. Проблемы начинаются при пилении бревен с плохо обрезанными сучьями, значительной кривизной, сложной кривизной и т.д. К сожалению, у нас избежать этого малореально. Даже при незначительном смещении бревна вбок от оси (при кривизне «набок», сложной кривизне, ошибках центрования) усилие резания, большее со стороны свисания бревна стремиться провернуть бревно вокруг точки опоры. При «наезде» сучка на направляющую или цепь также снижается устойчивость бревна. Противодействовать этому эффективно такие подающие механизмы не в состоянии. Не слишком помогают и направляющие ножи.
Несколько сгладить последствия перекоса подачи удается увеличением толщины полотна пил и увеличением развода (уширения). В этом случае, пилы берут на себя также функцию направляющего элемента. Однако нагрев пил при этом неизбежен, а значит увеличивается потребность в их правке и снижается ресурс. Увеличение толщины пропила также сказывается на экономической эффективности.
В Европе проблему принято решать путем придирчивой подготовки, сортировки сырья и раскряжевки по 3-4 м., а главное – путем долговременного грамотного лесопользования. Проще говоря, кривой лес там стараются не выращивать, и доля его мала. Излишне говорить, что для России такой подход пока проблематичен.
Гусеничная подача в пилорамах:
Альтернатива – использование в дисковых пилорамах проходного типа широкогусеничного механизма подачи. Станки с таким механизмом обладают гораздо большей устойчивостью к низкокачественному сырью и к ошибкам персонала. Даже при значительном боковом смещении при ошибках кантования, центрования или сложной кривизне бревно остается в пределах захвата широкой гусеницы и прижимных вальцов, а зубчатые кромки траков гусеницы предотвращают перемещение и вращение бревна. Все колебания при заходе на гусеницу неровностей бревна переводятся в вертикальную плоскость и не влияют на пиление.
Дисковая пилорама:
Работает в любых условиях, отзывы — только положительные.
«Катерпиллер» предназначен для использования в качестве головного станка в промышленных лесопильных потоках производительностью по сырью от 100 до 250 кубометров в восьмичасовую смену.
Станок не требует квалифицированных операторов, устойчив к низкокачественному сырью. Загрязненность сырья не влияет на затупление пил.
Дисковая пилорама «Катерпиллер» может комплектоваться манипуляторами: впередистаночным кантователем и позадистаночным брусоотделителем.
Реализуется развальная и брусоразвальная схемы раскроя бревна.
Конструктивные особенности:
Подающий механизм дисковой пилорамы «Arctant CLS-631D» оборудован двумя гусеницами, четырьмя горизонтальными и двумя вертикальными вальцами с пневмоприжимом, защитной когтевой завесой. Гусеница осуществляет базирование и перемещение бревна, вальцы прижимают бревно к гусенице. Когтевая завеса предотвращает обратный выброс фрагментов древесины.
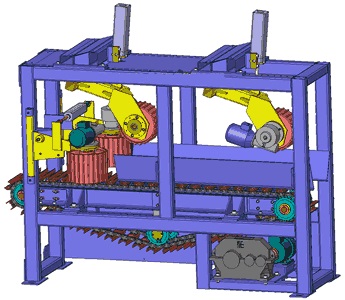
Пильный механизм оборудован двумя подвижными суппортами с пильными валами, узлом направляющих ножей, механизмом перемещения пильных суппортов. Постав пил – жесткий. Направляющие ножи настраиваются вращением рукояти.
Оба вала могут перемещаться в вертикальном направлении, что позволяет использовать пилы разного диаметра, равномерно распределять нагрузку между валами и нивелировать эффект «порожка», неизбежный при двухваловом пилении.
Каждый пильный вал приводится собственным электродвигателем. Пилорама может комплектоваться главным приводом мощностью 2х45, 2х55, 2х75 и 2х90 КВт.
Передача крутящего момента на пильные валы осуществляется карданными валами, что позволяет перемещать пильные валы при неподвижных двигателях. Кроме того, такая конструкция допускает замену двигателей на более мощные при желании увеличить производительность в процессе эксплуатации пилорамы. Каждый пильный вал приводится собственным электродвигателем. Станок может комплектоваться главным приводом мощностью 2х45, 2х55, 2х75 и 2х90 КВт.
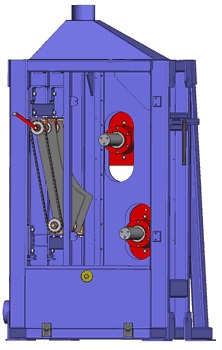
Важнейшим, после гусеницы, преимуществом станка «Катерпиллер» перед другими станками является встречное направление резания на обоих валах, соответственно, затупление пил практически не зависит от загрязненности бревен и окорка не требуется.
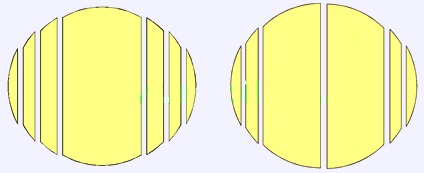
Проиллюстрируем это утверждение:
Грязь из коры захватывается зубьями пилы и заносится в пропил. Затупление пилы в основном определяется загрязненностью сырья.
Нижняя пила режет от середины бревна наружу. Верхняя пила режет от края бревна к середине. Грязь из коры захватывается зубьями верхней пилы, заносится в пропил и частично передается в пропил нижней пилы. Затупление верхней пилы в основном определяется загрязненностью сырья.
Нижняя и верхняя пилы режут от середины бревна наружу. Грязь из коры в пропил не попадает. Затупление пил не зависит от загрязненности сырья.
Европейские производители дисковых пилорам проходного типа не применяют встречное пиление на верхнем валу, поскольку это ужесточает требования к подающему механизму и, соответственно, повышает себестоимость. Грязь же в коре для них не актуальна, поскольку все предприятия комплектуются окорочными машинами.
Следует отметить, что ничего принципиально нового в конструкции станка «Катерпиллер» нет. Все вышеуказанные «новшества» придуманы и апробированы не позднее середины прошлого века. Речь идет лишь подборке оптимального компоновочного решения для конкретных задач и условий.
ВИДЕО:

 купить в Москве по цене 250 000 руб.")


