 Станки дома
Станки дома Лазерная резка фанеры — что делать после покупки станка?
Итак, оборудование и место для работы имеется. Как начать развитие бизнеса? Для начала необходимо отыскать поставщика фанеры хорошего качества по адекватной цене. Это особенно сделать непросто в маленьких городах. Необязательно искать масштабного поставщика. Подойдут и мелкие точки продажи, в которых качество может быть хорошим.
Как оценить свои изделия? В первую очередь, это качество фанеры. Поскольку при плохом качестве изделие долго не проживет. Толщина материала. И, напоследок, сложность рисунка.
Перед работой со станком нужно знать про определенные показатели оборудования. Есть уровень точности и производительности, характеристики касаемо потребления электроэнергии. Нужно знать, какое количество материалов требуется для резьбы. Все это, естественно, сказывается на денежных и временных расходах, которые требует бизнес.
После можно начинать изготовлять на компьютере средней мощность двухмерную или трехмерную модель резки. Данные отправляются в компьютер, заготовки фиксируются и проверяются по размерам. Включается станок.
Почему стоит выбирать лазерный станок
И так мы подошли к ключевому преимуществу оборудования — максимально точная обработка каждой детали. Помимо этого, со станком удается оперативно изготовлять изделия ввиду достаточной скорости резки, ровных краев (когда изделие обрабатывается). Площадь нагревания материала небольшая — соответственно, случайно не задеть лишний участок.
Если вы покупаете современное оборудование, по умолчанию будет идти поддержка самых знаменитых профессиональных графических редакторов. Это «Illustrator» от компании «Adobe», «AutoCad» и CorelDraw. Соответственно, задача мастера — уделить время на подключение станка к ПК.
Это действительно интересные бизнес идеи для маленького города, которые не требуют масштабных действий. Но и определенные сложности есть — например, не так легко выбрать станок в плане качества, функционала и адекватного ценника.
✅ бизнес в гараже на лазерном станке. как самому обустроить с нуля мастерскую резки и гравировки
Хотите открыть мастерскую лазерной резки и гравировки в гараже, чтобы сэкономить на аренде? Тогда имейте в виду, что это помещение накладывает ограничения на производственный процесс. Поэтому оно подойдет либо начинающим, кто хочет разобраться в сфере лазерки, либо если у вас предполагается небольшой бизнес на лазерном станке.
А из этого интервью с Евгением Лекомцевым, владельцем мастерской лазерной резки LaserToy вы узнаете о том, как обустроить гараж, организовать рабочее пространство, как решать проблемы с электричеством, теплом. В общем, перед вами полноценный мануал для начинающего Джедая, воспользовавшись который вы сможете открыть свой бизнес в гараже на лазерном станке с нуля.
Купить лазерный станок для гаража 👉
https://clck.ru/agvwp
Содержание:
00:00
Вступление
01:50
Гараж для мастерской лазерной резки. Преимущества и недостатки
03:50
Основные рабочие зоны в гараже
04:18
Как правильно утеплить гараж для мастерской и лазерного станка
05:54
Чем экономично обогревать гараж
08:01
Утепление потолка и ворот
08:27
Как организовать вход, чтобы сохранять тепло зимой
09:09
Электрика и заземление в гараже для лазерного станка
09:43
Что делать с полом и как его обогревать?
11:29
Проблемы с электричеством в гараже и как их решать
14:24
Чем охлаждать лазерную трубку зимой в гараже?
15:54
Что будет, если включать лазерный станок при минусовой температуре?
17:32
Организация вентиляции в гаражной мастерской лазерной резки?
22:07
Зачем нужны антивибрационные накладки
22:54
Бюджетная покрасочная камера
25:14
Шлифовка фанеры в гараже
25:35
Как самостоятельно сделать циклонный фильтр (циклон)
27:43
Стоит ли изучать матчасть до прихода лазерного станка?
28:40
Как правильно располагать лазерный станок с помещении
30:10
Уникальные работы Евгения и как он это делает
34:25
Как рассчитать стоимость работ и конечного изделия
37:00
Где продавать готовую продукцию?
39:54
Где учиться создавать макеты для лазерной резки
40:18
Как при создании макетов помогает макрос от @Мистер Деревяшкин
42:29
Ближайшие планы по развитию
43:16
Почему в гаражах точно нельзя работать без стабилизатора напряжения или ИБП
44:43
Как организовать освещение в гараже
46:56
Удобная разводка электрики. Советы
50:03
Хранение фанеры для лазерной резки в гараже
Запись на демонстрацию лазерных станков:
7 (812) 309 78 22
7 (499) 350 84 72
7 (911) 784 80 49 Viber, WhatsApp, Telegram
Пишите
info@
winlaser.ru
Наш сайт
https://winlaser.ru/
Бесплатные макеты для лазерной резки и гравировки, советы, лайфхаки, обзоры лазерного оборудования тут:
https://vk.com/winlaser
лазерный станок
лазерный станок 6040
лазерный станок 600х400
лазерный гравер
лазерный резак
лазерный резчик
лазерно гравировальный станок
лазерный станок для резки
лазерное оборудование
аппарат лазерной резки
аппарат лазерной гравировки
лазерная машина
лазерный станок с чпу
лазер для гравировки
лазер для резки
лазер по дереву
лазерная резка
лазерная гравировка
купить лазерный станок
выбрать лазерный станок
бизнес на лазерном станке
лазерный гравер бизнес
бизнес в гараже с нуля
бизнес в гараже
бизнес идеи в гараже
бизнес в гараже производство
#ЛазерныйСтанок#ЛазерныйСтанокБизнес#ЛазернаяРезкаФанеры
Возрастное ограничение 0
Гаражная лазерная мастерская. пост №3. со2 лазер по металлу.
Приветствую Вас, мои дорогие читатели. Благодарю, что Вы всё так же со мной и терпеливо ждёте, когда же наконец я соизвою написать следующий пост. И вот таки наконец то свершилось! Наступил тот период, когда заказов почти нет и высвободилось время, для написания этого поста.
Сегодня я расскажу Вам историю своего большого (по моим меркам и для моей мастерской и для моих нужд) станка. О трагеди, которая случилась ещё до начала работы и о методах их исправления… По традиции прошу, не ругайте меня за моё правописание. Оно хорошее но почему то очень сильно хромает, так что тех, кому «ЖЫ» и «ШЫ» доставляют адскую резь в глазах до кровоподтёков, пожалуйста, либо терпите, скрепя зубами либо просто пролистайте этот пост и даже не открывайте его. Благодарю за понимание.
И так. Прошлым летом вместе со станком 900х600 с камерой приехал и этот здоровяк:
Знакомьтесь — это СО2 лазер, no name, копия знаменитого Raylogic 1600х1000 с металорежущей головой. Про аварию с этим станком я уже упоминал в одном из своих постов. Копия достаточно хорошая и скажу более того, этот станок был сделан на том же заводе, что и Raylogic, только в третью смену, что называется налево, из тех же комплектующих, только покрашен в другой цвет, так что сильно подробно о начинке я рассказывать не буду. Если Вам интересно, то ТХ в интернете более чем достаточно.
Приключения с этим станком начались, как выяснилось ещё до того, как он попал в мои загребущие лапёшки, но выяснилось это только при вскрытии упаковки, а пока торжественный момент разгрузки и состояние эйфории поднимали меня на крыльях и заставляли парить, как маленького мальчика, которому папа купил заветную и долгожданную машинку!
По скольку грузовик, который привёз мне «небольшие» коробочки со станками не смог подъехать достаточно близко к моей мастерской, пришлось искать площадку, на которой смогли бы развернуться два грузовика. Пришлось немного пошалить, но тем не менее перегрузка прошла успешно и без происшествий.
Доехали до мастерской, и скорее, скорее открывать ящики. Собственные крылья счастья признаться очень сильно мешали. Я в суете не мог найти нужные инструменты, три раза перевернул мастерскую в поисках лома и отрезного круша для болгарки, в итоге нашлись только ножницы по металлу и два молотка, с помощью которых в кратчайшие сроки все ящики были распакованы. Скажу я вам ребята, ни до ни после я с такой скоростью, даже с правильными инструментами не открывал ящики так быстро…
Но как водится, всему хорошему рано или поздно приходит конец. В моём же случае наступил ппц… Точнее не так. ПИЗДЕЦ!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!
«Так, спокойствие Малыш, только спокойствие» — говорило мне внутреннее приведение с моторчиком — «сейчас успокоимся и будем думать, что будем делать…» Но спокойствие не приходило, а попытки успокоиться ещё больше разжигали мой пукан до такой степени, что тягу, которую она создавала, с лихвой бы переплюнула бы двигатель ракеты «Тополь»… Несоклько фоток. No comments…
Ну и пара видосиков всего этого…
Ну вы понимаете да… Даже спустя год, продолжает подгорать от этой ситуации. В общем список повреждений:
1) Сорвана нафиг верхняя часть станка. Болты срезаны;
2) Поведена крышка. Каким чудом уцелели стёкла, не понятно до сих пор;
3) Незначительно поведена рама. Хотя как сказать, не значительно. Для такого станка отклонение в соосности даже на пол миллиметра дико критично;
4) Сорваны со своих мест рельсы оси Х;
5) Лопнул держатель ламелей (на видео видно);
6) Порваны управляющие провода на оси Х;
7) Труба стоимостью 150 тысяч (на тот момент) разбита в дребезги…
И это не считая мелочевки такой, как погнутый дымоприёмник внутри станка. Её похоже хорошенько так припечатало улиткой, которая ехала внутри станка, кучи сколов, царапин, погнутых кронштейнов с зеркалами, надорванных ремней и тд…
Тут же был сделан звонок поставщику и доложено о сложившейся ситуации. в трубке так же слышался звук начинающей запускаться на форсаже турбины… В какой то момент мне даже показалось, что телефон начал передавать запах подгорающего стула, на котором сидел Руслан… Через 10 минут он был на месте. Составили акт и начали предъявлять претензии как китайцам, так и транспортной компании, начали выяснять, на каком этапе случился этот подвох. Но опять же давайте обо всём по порядку.
Умные люди скажут, а какого хрена я подмахнул документы о приёмки груза, что говорится не глядя. А вот тут то и состоялся главный подвох. На первый взгляд упаковка была совершенно целая. Только чуть позже, когда нервы немного расслабились и прояснились некоторые моменты всего этого безобразия выяснилось, что станок был перепакован. То есть кто то намеренно пытался скрыть то, что его обо что то сильно шибанули. На наш вопрос китайцам, что за фигня, они отправили видео, как они его бережно, на погрузчике завозят в фуру, яки беременную женщину на последних сроках ставят на законное место для транспортировки. К китайцам вопросы отпали, следовательно вопросы могут оказаться только либо к нашим российским перевозчикам, либо к казахским ибо станок ехал землёй через Казахстан. Мы решили для начала прояснить обстановку у наших товарищей, они по крайней мере не отмажутся в стиле моя твоя непонимая… Они кстати нам и намекнули, что когда они у казахов его забирали, фанера, которой был обшит станок какая то не такая, слишком уж качественная, не похожая на ту, в которую китайцы заворачивают своё оборудование. Вот тут то и прозвенел звоночек. На фанере, в которую был завёрнут станок стоял штамп ТАВДИНСКОЙ фанерной фабрики! С ума сойти. Ну тут либо наши привирают, либо казахи накосячили.
Начали пытаться дозваниваться до казахов. То, как мы пытались добраться до манагеров и руководства, выяснить, кто вообще был ответственный за груз и что вообще у них там произошло, это история, достойная отдельного поста… В общем путём задалбывания всех и вся мы с горем пополам выяснили, что у них «сломался» погрузчик и они выгружали станок вчетвером (на минуточку станок весит почти 600 кг с упаковкой) и немножечко не расчитали свои силы и уронили его на бордюр!!! Вы только вдумайтесь!!! Они выгружали вчетвером станок весом почти 600 кг вчетвером из фуры, без приёмной аппарели, то есть на землю!!! Это какими дебилами надо быть, что бы так работать!!! В последствии выяснилось, что погрузчика у них в принципе нет, а даже воровайку, что бы это разгрузить нанимать дорого в итоге получилось как то так. Контора называется «Апельсин». Никогда не пользуйтесь услугами этой конторы!
В общем пару дней потратили на выяснение всех этих нюансов. Далее последовала переписка с китайцами на предмет замены станка или хотя бы какой то компенсации, но тут нам повезло. Китайцы само собой признали случай не гарантийным, но согласились выслать всё, что сломано в станке с хорошей скидкой.
Ещё день потребовался нам на дефектовку станка. Список со всеми мелочами набрался приличный и пополнялся после первого пробного пуска ещё наверное месяца 4. Если быть кратким и забежать вперёд на пол года — то поменяна была половина станка. Единственное в итоге, что оказалось живое — это мат плата, плата авто фокуса и драйвера. Всё остальное, вплоть до петлей крышки под замену. Радует одно, что поставщик, за подобный геморой и хорошее с ним отношения сделал мне внушительную скидку.
В общем в течении полугода мы возились с этим станком, что бы нормально его запустить, пришлось пересверливать все отверстия, колея оси Y стала на 10 мм уже, на качестве работы станка это никак не сказалось, через месяц приехала новая трубка и благополучно была водружена уже в вытянутый по своим местам корпус. Новые кронштейны зеркал тоже пришлось пересверливать, поскольку старые отверстия не совпадали с новыми, голову менять не стали, но в последствии она подверглась серьёзной доработке, по скольку и ей в итоге досталось, но об этом мы узнали значительно позже и просить с китайцев новую, пусть даже и с хорошей скидкой уже было неудобно, да и своими силами справились. В общем только к февралю месяцу 2022 мы смогли уверенно запустить станок. Дальше, из за всех изменений пришлось немного понастроить электронику, хотя, как показала практика можно было этого и не делать.
Наконец то можно было выдохнуть. Пукан уже подостыл, а от казахов мы не смогли добиться хоть какого либо вразумительного ответа на вопросы «Кто виноват?» и «Что делать?» они вообще в какой то момент обнаглели и начали съезжать, типа это не мы и всё такое. Но чего уж теперь.
С февраля месяца я начал осваивать металлорезку на СО2 лазере. Дело, как выяснилось, не простое. Ну во первых, пришлось разжиться кислородным баллоном, ибо для резки металла нужно не только давление в место реза, но и кислород, для того, что бы лазер таки смог нагреть металл до нужной температуры, поджечь его, а то, что не сгорело — выплюнуть давлением всё того же кислорода. Несолько раз читал, как некоторые товарищи яко — бы резали нетолстые металлы, а именно чернягу до 1.5 мм с атмосферой (с обычным компрессором) и давлением в 8 атмосфер. Но у меня такой эксперимент поставить не удалось, да и сейчас проверить не смогу, по скольку покупка компрессора не входит в мои планы в ближайшее время. Зато, с кислородом отлично режется черняга до 2х мм и нержавейка до 1.5 мм. Скорости конечно не великие, но на безрыбье и рак рыба. Всё таки не волоконный лазер. Была попытка нарезать что нибудь с азотом. Но к сожалению опыт показал, что с азотом на СО2 лазере резать вообще ничего невозможно. Оцинковка к слову не режется от слова совсем, либо у меня руки не из нужного места растут.
Поигравшись со станком на маленьком кусочке его рабочего поля я посчитал, что я достиг того уровня, что я могу начинать принимать заказы на металлорезку. и тут фортуна, как мне казалось улыбнулась. Выстрелил интересный заказ. Точнее меня попытались за уши подтянуть к этому заказу. Ну что — ж, попытка не пытка.
Заказчику требовалась хренова гора бирок на провода. Тянули они какую то то ли ЛЭП, то ли запускали производственное помещение, не суть дела важно, но почему то им нужны были бирки из нержавейки треугольной, круглой, квадратной и прямоугольной формы по заданному госту.
После того, как я услышал про ТУ я заподозрил что то неладное. Начал гуглить этот ГОСТ. Оказалось, что заказчик — это фирма подрядчик, которая из шкуры вон лезет, что бы не получить по шапке от заказчика и пытается усидеть жопой сразу на двух стульях. Как выяснилось ГОСТ, который они мне дали — не имеет никакого отношения к форме самих бирок (о чём говорилось изначально). Всё как всегда. Заказчик хочет то, не зная что. В итоге силами заказчика было найдено некое ТУ По которому уже и были изготовлены пробники.
Полтора месяца согласований, договорённостей и как итог, ничего, всё спустилось на тормозах. Обидно. Но эта попытка заняться металлорезкой выявила ещё кучку нюансов, о которых я не знал, выявились ещё некоторые косяки станка, такие как зеркала, точность юстировки, настройки резки.
Зеркала. Как выяснилось, я установил вкруг не те зеркала, которые нужны. Я поставил простые, которые ставятся на все СО2 станки. Как выяснилось, их светоотражающая способность недостаточна для того, что бы резать металл качественно. Они гасят достаточно большую часть излучения, которая необхадима для резки железяк. Пришлось заказывать зеркала с напылением селенида цинка. А стоят они по сравнению с обычными прилично.
Юстировка. Никогда не думал, что из за конечной погрешности в 1 мм возможно получить непрорез в металле. Раньше я считал, что юстировка — хоть и очень важный момент, но не до такой степени. В общем научно практическим путём стало известно, что даже если ты попадаешь лучём лазера в сопло 1 мм, но есть откланение хотя бы в пару десяток от его центра, то на больих толщинах (а для этого станка 1.5 мм уже внушительная толщина металла) то мы гарантированно получим на обратной стороне огромное количество града и облоя. Он конечно не очень страшен и легко счищается, но тем не менее момен неприятен. Если конечная юстировка уходит больше чем на 3 десятки, то мы с высокой долей вероятности получим непрорез и бонусом облой на лицевой стороне реза, а это уже совсем неприятно.
Настройки резки — это отдельная песня. Не только скорость резки оказалась важна, но так же для каждой толщины металла своё рабочее давление подаваемого газа (больше в нашем случае, не значит лучше), мало того, Если резать например нержавейку допустим 0.8 мм со скоростью 8 мм/сек, то рабочее давление требуется 4-5 атмосфер, а если резать со скоростью 15 мм/сек то давление можно убавить до 2.5, — 3 атмосфер. Такой парадокс на самом деле ни разу не парадокс, просто на меньшей скорости металл в районе реза нагревается больше, чем если скорость будет выше, от сюда и возможность экономии кислорода. Так же для каждой толщины металла требуется своё фокусное расстояние. промажешь на 1-2 десятки, и всё, начинаются пляски с бубном с очисткой задней стороны от большого количества облоя.
В отличии от резки фанеры, резка металла имеет свои особенности в плане начала реза и конца реза. Не достаточно просто взять и резануть. Сначала лист металла надо пробить. Делается это перед тем, как голова поедет по контуру. Голова опускается, находит заданное фокусное расстояние, и делает от 2х до 15 ударов на максимальной мощности (количество ударов задаётся в ручную в зависимости от толщины металла). После того как мы получили отверстие дальше лазер уже спокойно режет металл выплёвывая в обратную сторону всё, что не сгорело. Так же немаловажен так называемый «заход на путь». Это важно в тех случаях когда приходится резать что то толще, чем 0.5 мм. Надобность этого захода состоит в том, что когда лазер пробивает металл, особенно толстый, он не всегда способен сделать это с первого раза, а иногда даже не с пятого. Как следствие на лицевой стороне образуется наплыв из расплавленного металла который выдувает давлением воздуха из сопла. Вот пример непрореза с облоем на внешней стороне в точке пробоя:
В чертеже же в данном случае заход на путь выглядит так:
Красным крестиком соответствнно обозначено место пробоя.
Расход кислорода получается немаленький. Одного полного баллона хватает ровно на 90 погонных метров реза. Так что придётся изыскивать средства на баллоны, если вдруг у меня массово пойдёт металлорезка, а пока выполняю мелкие заказы и для себя режу немного. Ну и на последок ещё один видосик, как всё это дело режится и работает.
Ну и напоследок затравка на завершающий пост, о волоконном маркере.
P.S. нержавейка попалась к слову какая то странная. По маркировке она aisi 416 режется как нержавейка, пока её не трогаешь — нержавейка, но стоит её только начать резать, гравировать, поцарапать, как в месте, где на неё воздействовали она начинает потихонечку ржаветь. может быть кто то подскажет, почему так происходит и какая нержавейка — точно нержавейка?
Где искать клиентов
Подобные изделия являются весьма востребованными — особенно продукция для интерьера. Поэтому можно смело связываться с городскими дизайн-студиями, строительными компаниями. Многие производители мебели открыты к сотрудничеству. Если же вы сделали акцент на полиграфии, сувенирах, здесь раздолья еще больше — в каждом городе огромное количество магазинов, которые реализуют такую продукцию. С ними можно договориться об условиях сотрудничества.
Как работает лазерный станок
Несложно догадаться, что режущая функция в оборудовании присутствует по причине наличия лазера. Он, в свою очередь, представляет собой трубку, в которой содержатся газы. Благодаря электрическому заряду достаточной мощности (он идет через систему зеркал и трубок), образуется сильный пучок света.
Свету не составляет труда нагреть обрабатываемый участок. Как итог, на участке волокна материала начинают быстро выгорать. Максимальная толщина резки составляет около 0,02 мм ±. Соответственно, с опытом не составляет труда создать изделие с высокой точностью без недочетов.
Какие бывают лазерные станки
Бессмысленно задумываться, требуется ли открытие ИП для данного бизнеса, если вы еще не определились с оборудованием.
Лазерная резка металла и фанеры — какие изделия можно производить?
Наш бизнес сайт решил поделиться такой идеей по причине того, что станок позволяет производить весьма широкий список изделий. Соответственно, и количество потенциальных клиентов будет приличным.
Основной ассортимент стоит составить из:
- Декораций;
- Ширм и картин для интерьера;
- Подставок;
- Оригинальных детских игрушек;
- Упаковок;
- Посуды.
В конце концов, можно посмотреть ассортимент конкурентов и сделать его лучше уже в своем бизнесе.
Начиная подобного рода бизнес с нуля, не рекомендуем вам зацикливаться исключительно на фанере или металле. Стоит работать с картоном, бумагой. Поскольку такие материалы лучше всего подходят для создания оригинальных и качественных подарочных упаковок, открыток и прочей полиграфической продукции. Многие почему-то не догадываются, что лазерная резка с такими задачами прекрасно справляется.
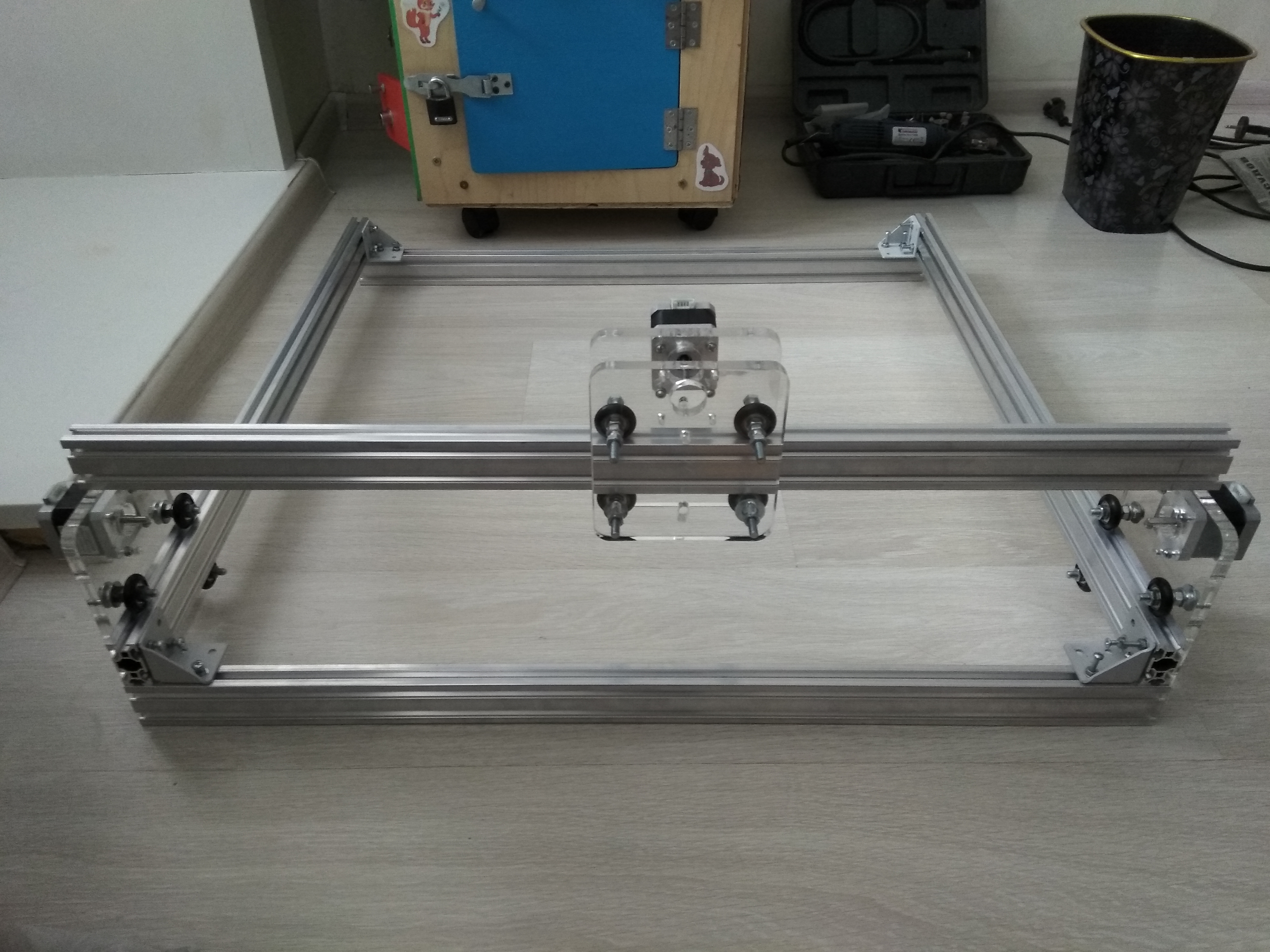
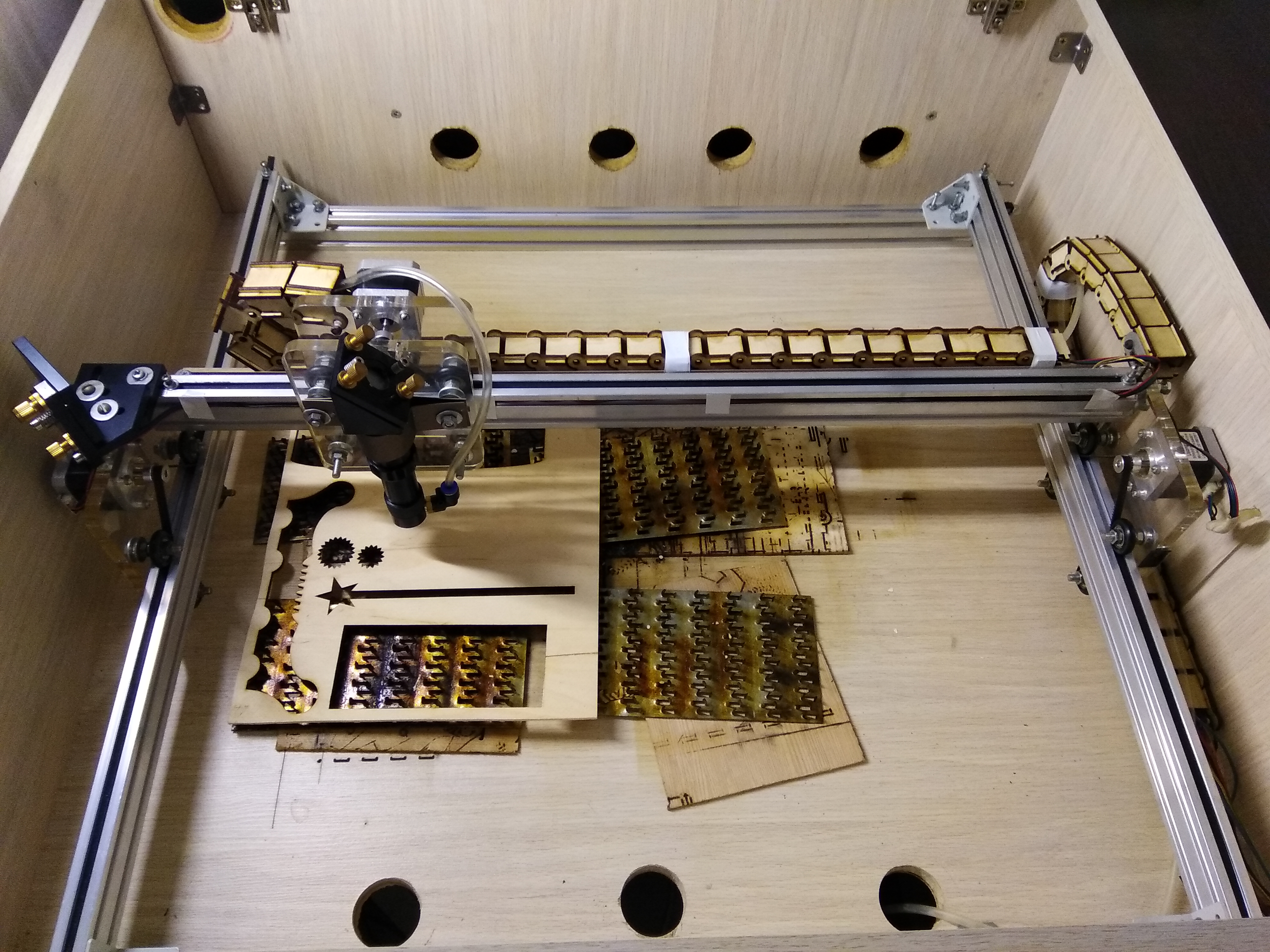
Лазерный станок своими руками

Привет, Хабр! Сегодня расскажу о своем лазерном станке для резки фанеры и гравировки кожи. Цель была как всегда – максимум функционала за минимум денег).
Несмотря на экономию средств, на контроллере было решено не экономить – во-первых, Руида многозадачна, по сравнению со всякими М2 и прочими платами управления, что означает минимум танцев с бубном при подготовке файла на обработку. Во-вторых, Руида автономна, она позволяет работать без компьютера, перенося файлы только на флешке и позволяя менять режимы обработки силами самого контроллера. Что немаловажно при работе на балконе).
В-третьих, если я вдруг решу собрать более серьезный станок с огромной и мощной трубкой – у меня уже будет взрослый контроллер. На этот контроллер есть очень подробный даташит, и собрать вокруг нее станок под конкретные задачи не составляет труда.
Трубка 40вт, чего хватает не спеша, но с приемлемым качеством резать 3-4 мм фанеру. Более мощные трубы длиннее, и уже просто не поместятся на балконе). На этапе сборки и наладки никак не мог добиться прорезания даже 3 мм фанеры. В итоге высоковольтный разряд пробил заднее зеркало резонатора, мода луча раздвоилась и труба отправилась в гараж на эксперименты. Как выяснилось потом, выходное сопло головки экранировало часть луча, решилось рассверливанием сопла. Сейчас стоит уже вторая трубка, тоже 40 вт, и на 30 процентах мощности она гарантированно прорезает 4 мм фанеру на скорости 10 мм/с.
Щеки кареток сделаны из 10 мм оргстекла, вырезаны на работе при помощи 100 вт лазера, между ними закреплены жесткие пластмассовые колесики на шарикоподшипниках. Шаговые моторы Nema 17 для оси Y расположены с обоих концов «портала» и соединены последовательно для синхронизации их движений, управляются одним общим драйвером.
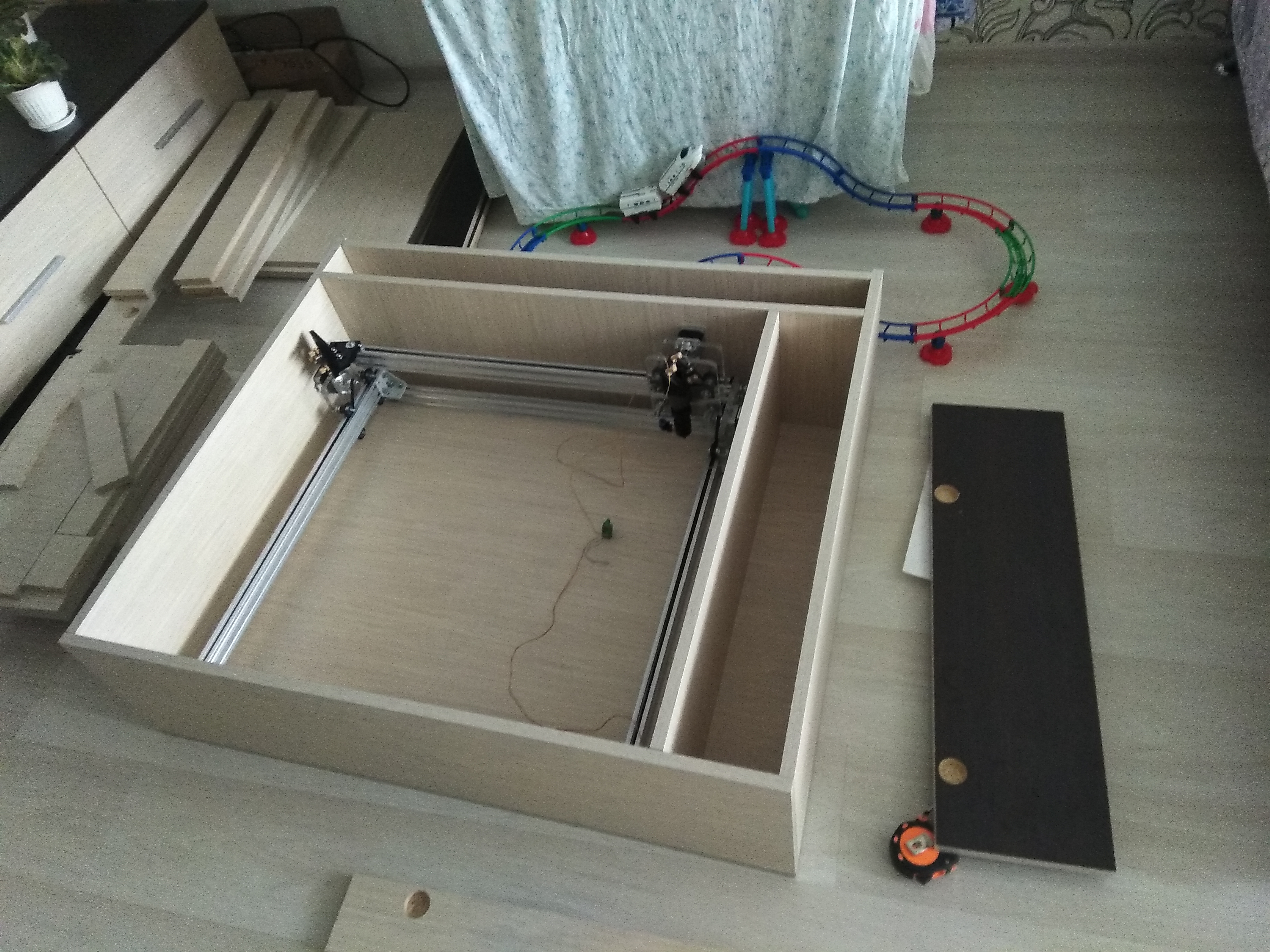
Корпус станка сделан из ДСП, заказан в виде щитов у мебельщиков и собран с помощью мебельной же фурнитуры. Корпус изначально был спроектирован в мебельной программе Pro100.
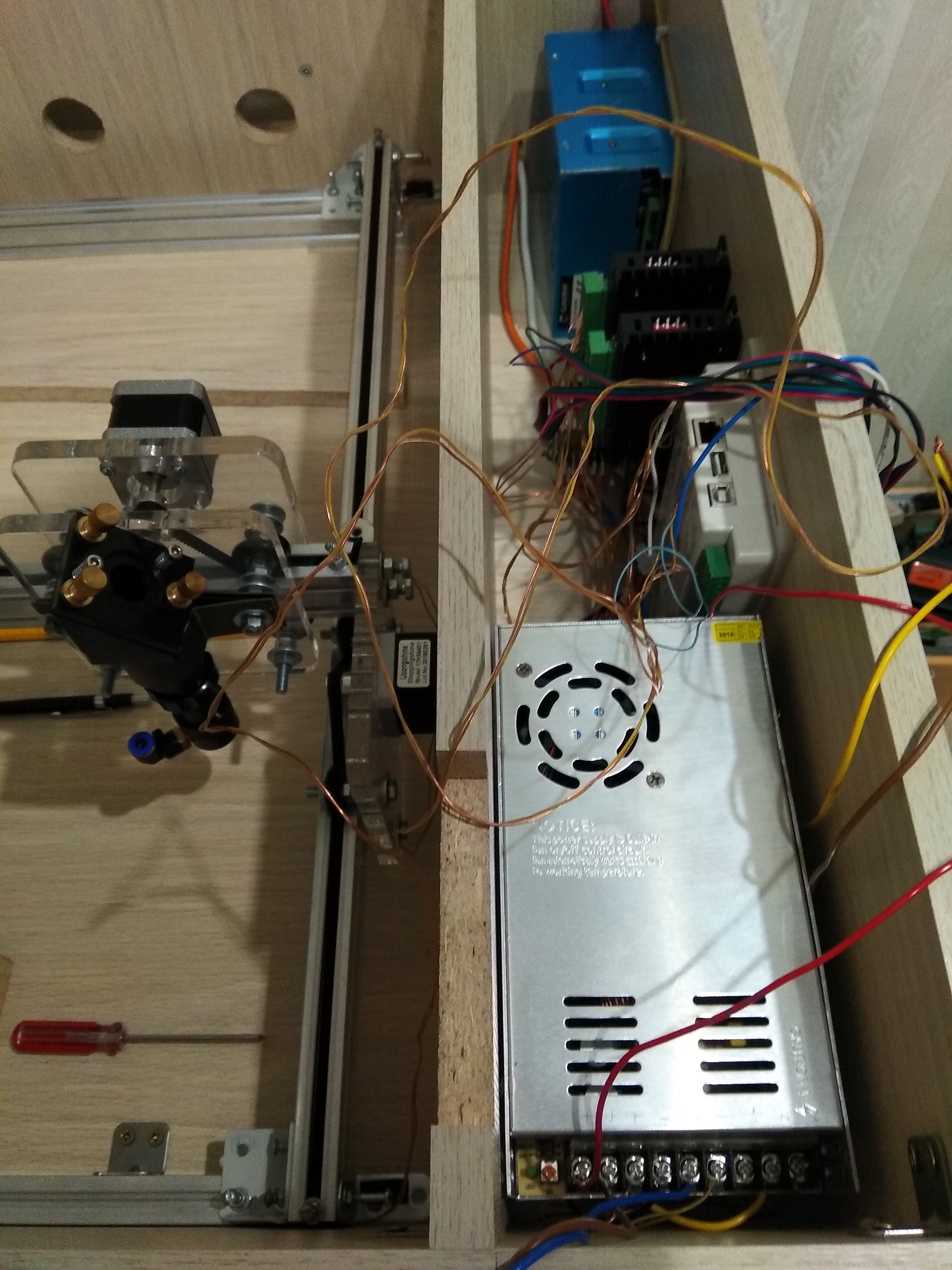
Для вытяжки изначально был применен канальный вентилятор диаметром 100 мм, но его производительности не хватало при резке фанеры – в отличие от гравировки это весьма дымный процесс, и мощности вентилятора не хватало для нормального движения воздуха через зону реза. Поэтому данный вентилятор был заменен улиткой от печки переднеприводных жигулей. Чтоб ее запитать в конструкции появился дополнительный блок питания ATX на 12вольт. Также эта улитка была подключена через регулятор оборотов и включается и выключается независимо от станка – это нужно чтобы можно было менять производительность вытяжки в зависимости от выполняемых работ и не высасывать понапрасну теплый воздух с балкона, работая зимой. Иногда после окончания работ в корпусе остается задымление, тогда я оставляю поработать улитку на какое-то время уже после завершения станком выполнения задания.
В качестве помпы трудится электропомпа газели, запитана от того же 12 вольтового блока питания, что и вытяжка. Система охлаждения представлят собой ведро на 15л, в которое погружен заборный патрубок помпы, сюда же подведена обратка от трубки. Для контроля за температурой в ведро погружен датчик термометра. Летом охлаждение осуществляется с помощью замороженных полторашек с водой, зимой подогрев – с помощью аквариумного подогревателя. И подогрев, и охлаждение нужно включать заранее, но т.к. емкость системы охлаждения около 10 литров, то в среднем за час охлаждающая жидкость и зимой и летом набирает необходимую для работы температуру. По этой же причине включение и выключение помпы осуществляется независимо от станка.
Вместо сотового стола применил гвоздевую доску из строймагазина. Циркуляция воздуха внутри станка сделана таким образом, чтобы воздух двигался сквозь короб от передней стенки к задней, обдувая деталь снизу и сверху. На фото видны воздухозаборные отверстия снизу корпуса, через них же удобно выметать мелкие обрезки фанеры после работы.
Компрессор – от советского холодильника, без ресивера, управляется через реле, розетка на 220в для управляемой станком внешней нагрузки выведена на боковину корпуса. В ней напряжение появляется только когда этого требует контроллер. Минусы – не регулируется давление, плюсы – тихий, неубиваемый. Есть мысль спарить два таких компрессора на общем ресивере, с манометром, реле давления, всей необходимой арматурой. Получится вполне производительный и почти бесшумный агрегат.
Всего на постройку было потрачено около 45 тыс. рублей, за эти деньги получился станок с рабочим полем 50х50 см, мощностью 40 вт и оснащенный многозадачным промышленным лазерным контроллером.
Фото с этапов строительства:








Компрессор от холодильника: 
Бутылка на выходе — маслоотделитель.
Каретка крупным планом: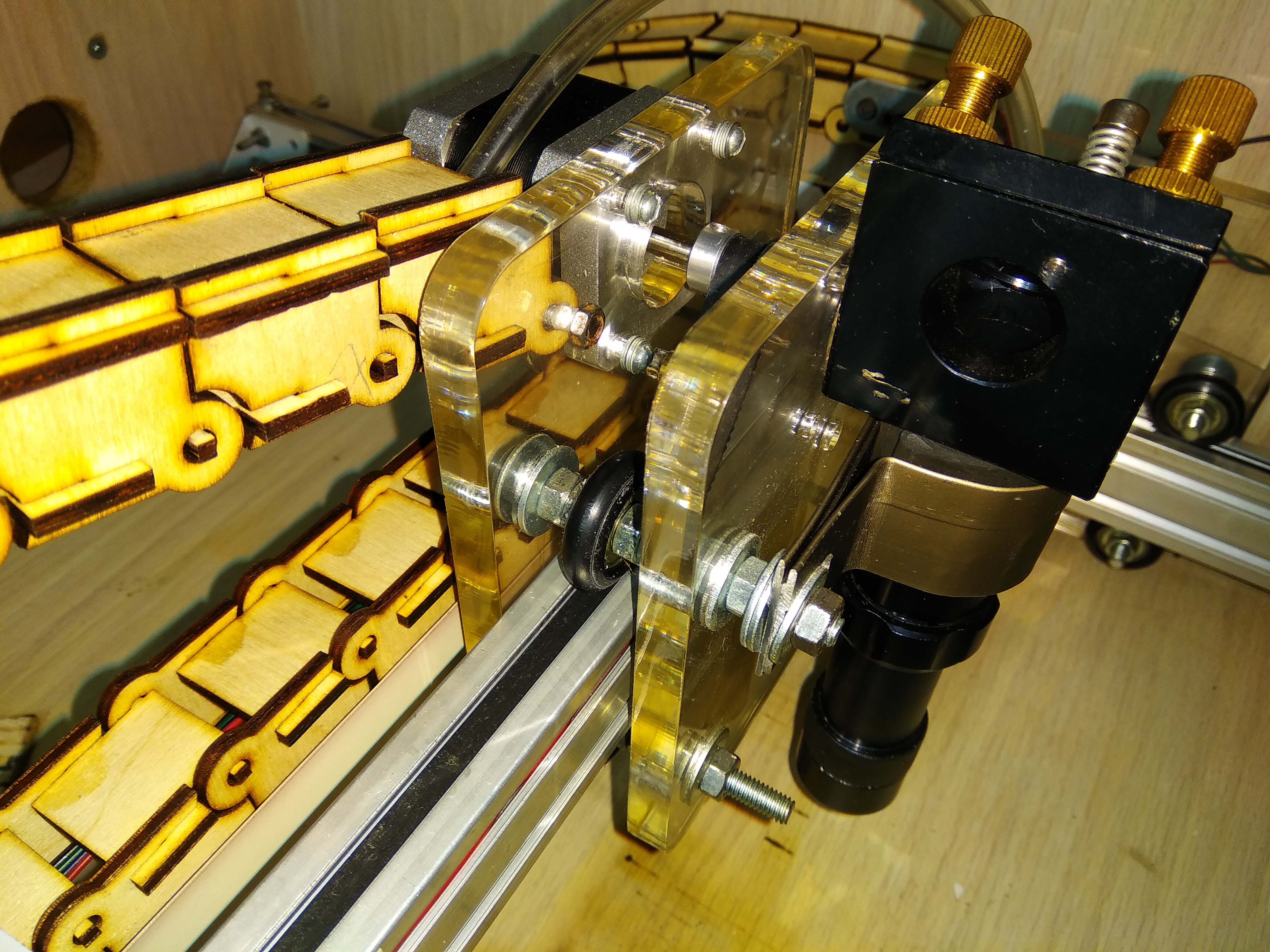
Привод портала, левая сторона с зеркалодержателем:
С откинутыми крышками: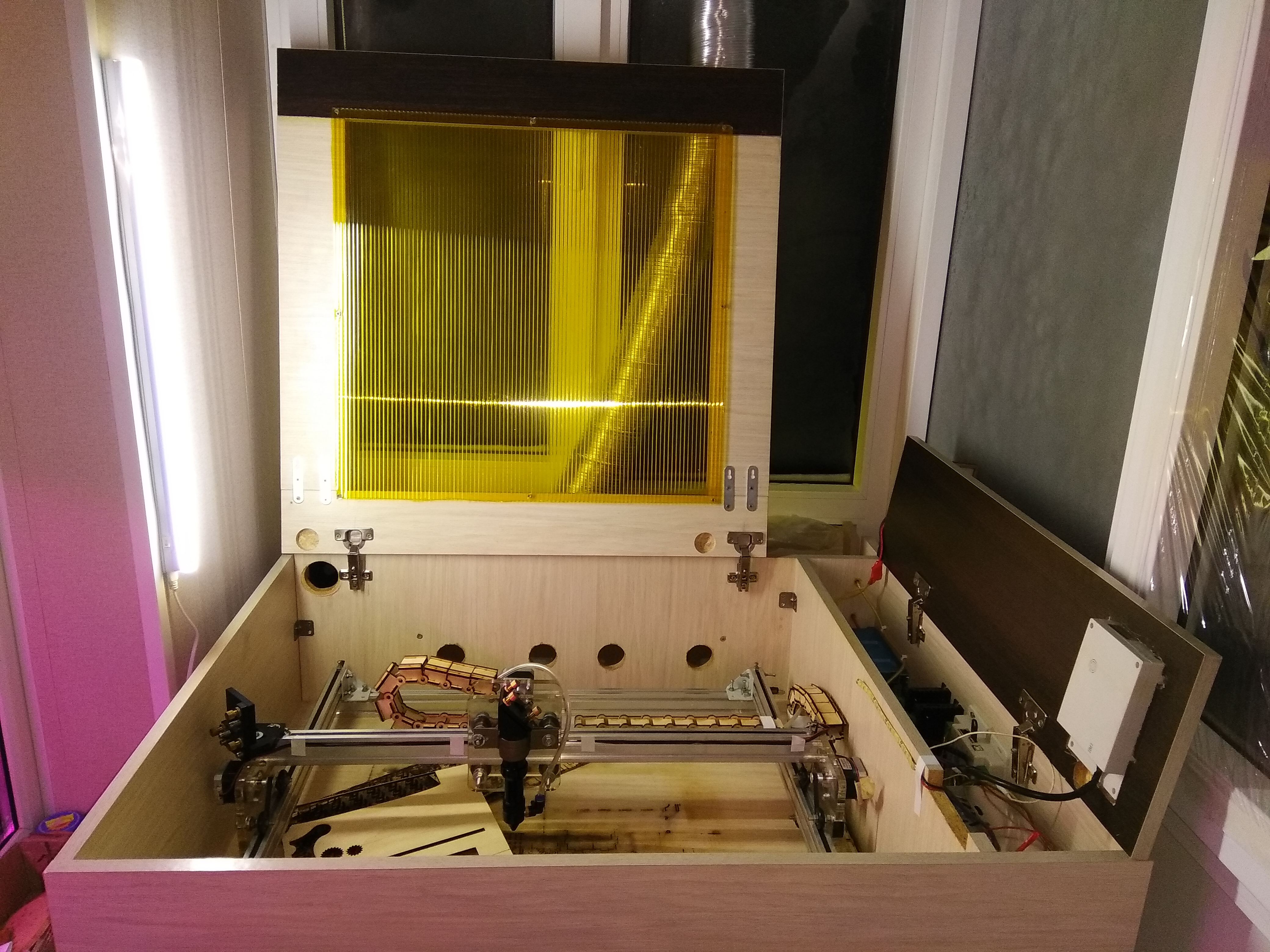
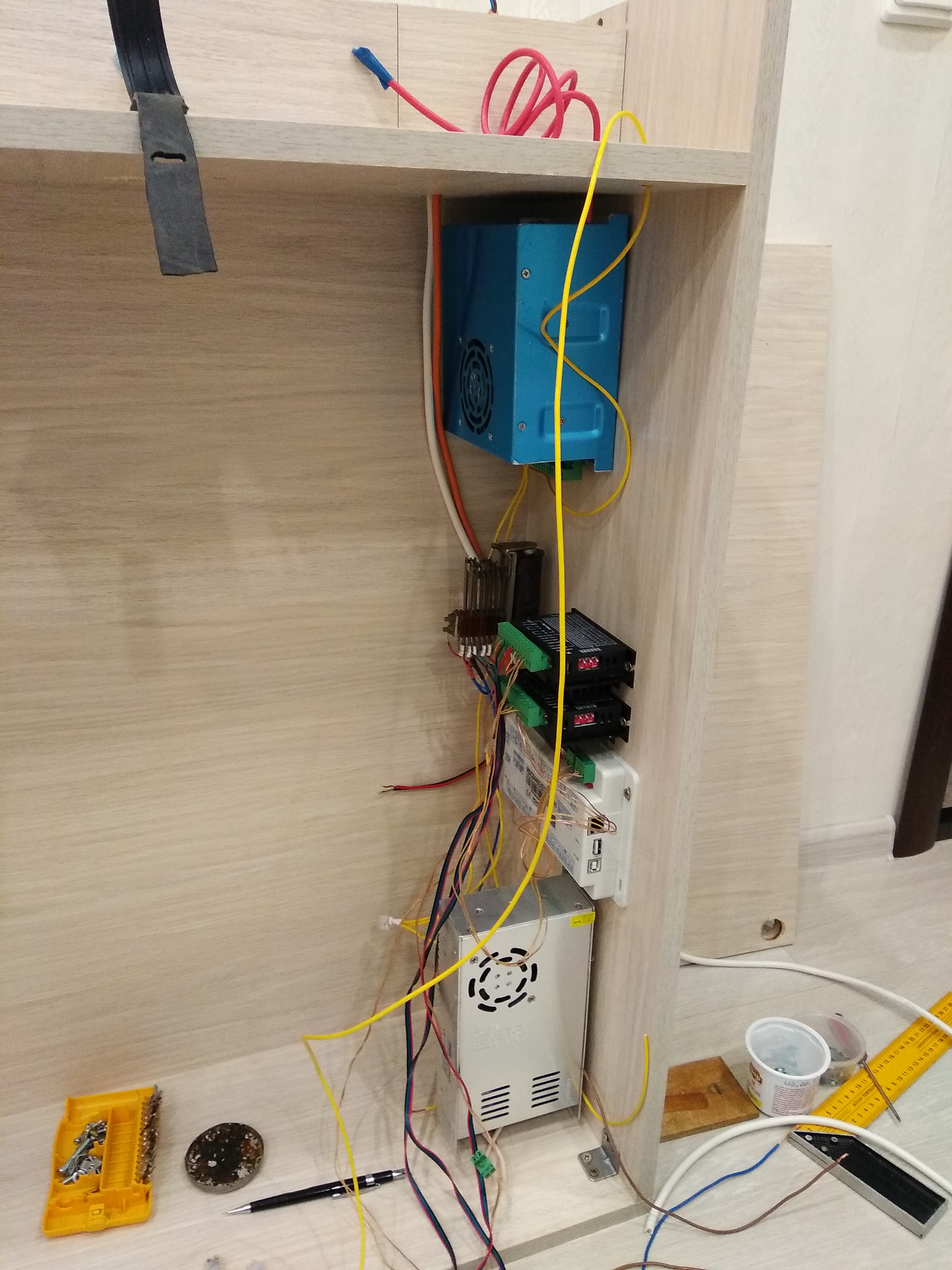
Внутрянка:
Схема подключения:
Немного фото готовых изделий:




На последнем фото — зарядное устройство для самодельного электровелосипеда, корпус ЗУ сделан на этом станке.
Список компонентов с ценами и ссылками docs.google.com/spreadsheets/d/1joKW8KuucEmBGf7lU36CTv3CdwDrqRRVp9NWxvvC1XU/edit?usp=sharing
П.С. Отдельная благодарность выражается моей жене за то, что достойно переносила все тяготы и лишения жизни с техногиком, пока я использовал квартиру в качестве мастерской и лаборатории и даже иногда позволял себе делать пробные резы без вытяжки…:-)
Станки делятся на следующие категории:
- Настольное оборудование. Мощность не более 80 Вт. По габаритам это небольшая машина. Если у вас рабочая комната, гараж и мини-цех со скромным метражом, вариант хороший. Настольная модель вам подойдет, если вы планируете активно работать с миниатюрными деталями. Поверхность у оборудования небольшая. Все достаточно скромно, но и ценник не злит — среднюю модель можно приобрести за 50-55 тысяч рублей.
- Профессиональное оборудование. Под данную категорию попадают станки с мощностью как минимум 180 Вт. Максимум — примерно 195 Вт. Если хотите заняться производством сувенирной категории товаров — ваш выбор. Такие модели прекрасно справляются с резкой фанеры, используются на мебельных предприятиях. Ценник — 150-200 тысяч.
- Промышленное оборудование. Максимальная мощность — 3 кВТ. Фактически это масштабный производственный комплекс. Такое оборудование не разместить в миниатюрном гараже. Крупные цехи закупают подобные модели. На начальных этапах бизнеса промышленный станок ни к чему. Во-первых, хорошая модель стоит в районе 500 тысяч рублей. Во-вторых, станок имеет смысл покупать, если продукция изготовляется в огромнейших партиях, которые очень далеки от малого бизнеса.
Каков итог? Малый или средний бизнес не требует дорогостоящего станка ЧПУ. Абсолютно нецелесообразная денежная трата.
Лучше всего оказывать подобные услуги бизнеса на универсальном станке. Он подходит для обработки металла, дерева, фанеры и даже камня. Но у универсальных машин серьезная цена — в районе 350 000 рублей. Стоит приобретать универсальный вариант только если вы уверены, что будете плодотворно работать в данной сфере.
Если вы покупаете настольный или профессиональный станок, в комплекте получаете приятные бонусы:
- Чиллер (др. словами — охладитель). Важно, чтобы температура станка была на адекватном уровне, особенно при долгой работе оборудования. Чиллер снижает температуру во время работы машины. Такое дополнение представляет собой насос, по которому постоянно ходит вода, в следствие чего система охлаждается. Охладитель можно купить и отдельно для любого лазерного станка. Но стоит чиллер в районе 25-30 тысяч.
- Обдувная система. Она спасает от изощренного обугления рисунка и краев продукции.
Если бюджет совсем небольшой, можно отбросить в сторону известные бренды, крупные магазины и отправиться за поисками станка для лазерной резки, который произведен какой-нибудь китайской компанией, которая существует на рынке недавно. Но это уже лотерея. Не предугадаешь, сколько прослужит аппарат, да и на гарантию рассчитывать не приходится.
Если говорить о достойных брендах с продукцией пусть не самого лучшего, но адекватного качества, стоит присмотреться к машинам от компания «ESAB», «Bystronic» или «Trumpf». Преимущество продукции от таких брендов — не страшна излишняя влажность, перепады электроэнергии.
Самые дешевые модели от китайских производителей таких факторов боятся. Когда бюджет позволяет, стоит рассматривать машины, у которых современная автоматизированная система управления. Такие аппараты выпускаются, как правило, в Японии. Присмотреться стоит к маркам «Koike» или «Mazak».




